一种可移动的真空补焊方法及补焊装置与流程
1.本发明涉及的是真空焊接技术领域,具体地说是一种可移动的真空补焊方法及补焊装置。
背景技术:
2.随着科学技术的不断进步,越来越多的新型材料被用于工程应用中,人们对产品也有了更高的要求。以钛合金这类活性较高的金属为例,此类金属材料制品的加工方式较为特殊,进行焊接采用的是真空焊接,因为其焊接过程中与空气接触会因氧化反应产生氧化皮,氧化皮清洗较为困难、繁琐。同时,在焊接过程中,还会因吸氢产生“氢脆”的现象,从而导致焊接后的产品在使用过程中,极易发生断裂或产生裂纹等故障。为了使这类金属材料制品在焊接过程中尽可能不接触空气,所以采用真空焊接的方式。由于人们对于机械制造精度的要求越来越高,真空焊接以其独特的真空环境使得焊接技术得到新的发展,实现了无菌真空环境下的技术革新,使得焊接技术得到新的发展。
3.但是,因为真空焊接需要在专用的设备中进行,在离散型制造企业当中,零件焊接完成被装配为组件或部件之后,可能会因为突发情况需要进行补焊,当零件需要进行补焊时,直接在组件、部件上实施难以保证真空补焊的条件,按正常条件进行焊接,又会产生氧化皮及“氢脆”问题,这种情况下只能进行组件、部件的分解,然后将零件返回至专用设备中进行补焊。
4.在实际装配及使用过程,有一部分组件、部件因胶接、焊接等连接方式的限制,无法对装配后的组件或部件进行分解,能分解的组件或部件,在分解过程中,极易使铆钉孔变大,或者使零件产生裂纹、断裂等故障而导致报废。虽然这类金属材料(如钛合金材料)为产品带来了更优异的性能,但是由于加工方式特殊且无法进行补焊,往往也成为了制造企业的一大瓶颈。
技术实现要素:
5.本发明要解决的技术问题是针对背景技术中存在的问题,提供一种高柔性、操作便捷,且能有效保证产品质量的可移动的真空补焊方法,利用该方法创造出一个可移动的密闭真空补焊环境,避免对组装后的组件或部件进行分解,从而提高产品的加工效率,具体地说是一种可移动的真空补焊方法及补焊装置。
6.为解决上述技术问题,本发明所采用的技术方案为:一种可移动的真空补焊方法,包括有在待补焊区域先覆盖补焊装置,然后将焊接工具放置于补焊装置内,密封补焊装置,充气膨胀补焊装置,最后按常规方法进行真空补焊操作;具体包括以下步骤:所述真空补焊方法包括以下步骤:步骤1:将装置本体覆盖在待进行真空补焊区域;步骤2:将部分吸附装置吸附在待进行真空补焊区域的组件或部件结构上;步骤3:先将焊接所用的焊丝、夹持工具以及其它辅助器具全部放入装置本体中,
然后将剩余的吸附装置全部吸附于装置本体上;步骤4:在进气通道内接入一根与外部惰性气体相连接的进气管,同时在排气通道内接入一根与进气管直径一致的放气管;步骤5:将焊接工具通过工具通道放入装置本体中,最后使用胶状或泥状的物质涂敷于进气通道、排气通道、工具通道和吸附装置的空隙部位,使其达到密封状态;步骤6:通过进气通道内的进气管开始向装置本体中注入惰性气体,并需要用手指堵住排气通道处的放气管,待装置本体充气膨胀至罩状后,即可松开手指;步骤7:检查吸附装置的空隙部位是否有无漏气,好有漏气现象,则暂停充气,重复步骤5,直至无漏气时,方可进行下一步骤;步骤8:持续向装置本体内充气20~30分钟,使其膨胀至罩状结构,操作人员将双手伸入到左操作通道和右操作通道中,最后按常规方法进行真空补焊操作。
7.进一步地,采用本发明所述的真空补焊方法,其中所述的装置本体为胶质弹性材料制作为罩状结构;而所述吸附装置采用胶质弹性材料制作为面板结构。
8.进一步地,采用本发明所述的真空补焊方法,其中所述左操作通道和右操作通道的内部设有与装置本体密封隔绝的操作手套。
9.进一步地,采用本发明所述的真空补焊方法,其中所述工具通道的尺寸为焊接工具的尺寸的1.2倍。
10.本发明还提供了一种采用上述真空补焊方法的焊接装置,所述补焊装置包括有装置本体和吸附装置,所述装置本体采用胶质弹性材料制作为罩状结构,而所述吸附装置采用胶质弹性材料制作为面板结构;在所述装置本体上设有进气通道、排气通道、工具通道和操作通道,所述进气通道和排气通道分别设置于装置本体的左侧及右侧,所述工具通道设置于靠近排气通道一侧,所述操作通道包括左操作通道和右操作通道,所述左操作通道和右操作通道设置于工具通道上方,并位于所述装置本体的左侧及右侧,在所述左操作通道和右操作通道的内部设有与装置本体密封隔绝的操作手套;所述吸附装置设置于装置本体底部,并与所述装置本体密封连接,形成密闭真空补焊环境。
11.采用本发明所述的一种可移动的真空补焊方法及补焊装置,与现有技术相比,其有益效果在于:利用装置本体和吸附装置与待进行真空补焊的组件或部件相连接,通过接入惰性气体,从而形成一个可移动的密闭真空补焊环境,避免焊接过程中与空气接触产生不良反应,能够有效保证产品质量;同时,由于装置本体和吸附装置均采用胶质弹性材料制作,能够适应不同结构形式的组件或部件进行真空补焊操作。
12.综上所述,采用本发明所述的补焊方法及补焊装置,通过接入惰性气体,创造一个可移动的密闭真空补焊环境,避免焊接过程中与空气接触产生不良反应,不仅能够有效保证产品质量,而且还解决了焊接过程中企业所存在的瓶颈问题,实现真空补焊无实施条件的问题,具有柔性高,操作便捷,使用方便等优点,有较高的经济及社会效益,值得在行业内推广应用。
附图说明
13.下面结合附图对本发明作进一步详细说明。
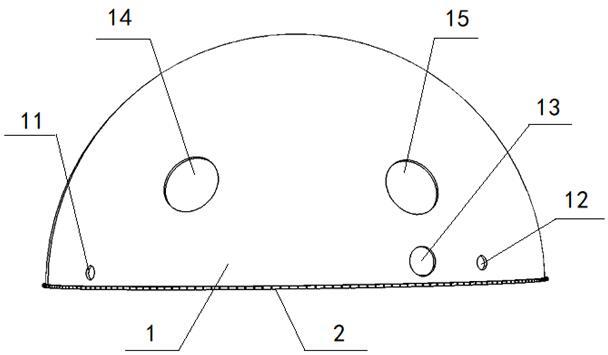
14.图1为本发明的结构示意图。
15.图中所示:1-装置本体、11-进气通道、12-排气通道、13-工具通道、14-左操作通道、15-右操作通道、2-吸附装置。
具体实施方式
16.为进一步说明本发明的构思,以下将结合附图对本发明的具体实施方式作进一步说明:如图1所示,本发明所述的一种可移动的真空补焊方法,包括有在待补焊区域先覆盖补焊装置,然后将焊接工具放置于补焊装置内,密封补焊装置,充气膨胀补焊装置,最后按常规方法进行真空补焊操作;具体包括以下步骤:步骤1:将装置本体1覆盖在待进行真空补焊区域;步骤2:将部分吸附装置2吸附在待进行真空补焊区域的组件或部件结构上;步骤3:先将焊接所用的焊丝、夹持工具以及其它辅助器具全部放入装置本体1中,然后将剩余的吸附装置2全部吸附于装置本体1上;步骤4:在进气通道11内接入一根与外部惰性气体相连接的进气管,同时在排气通道12内接入一根与进气管直径一致的放气管;步骤5:将焊接工具通过工具通道13放入装置本体1中,最后使用胶状或泥状的物质涂敷于进气通道11、排气通道12、工具通道13和吸附装置2的空隙部位,使其达到密封状态;步骤6:通过进气通道11内的进气管开始向装置本体1中注入惰性气体,并需要用手指堵住排气通道12处的放气管,待装置本体1充气膨胀至罩状后,即可松开手指;步骤7:检查吸附装置2的空隙部位是否有无漏气,好有漏气现象,则暂停充气,重复步骤5,直至无漏气时,方可进行下一步骤;步骤8:持续向装置本体1内充气20~30分钟,使其膨胀至罩状结构,操作人员将双手伸入到左操作通道14和右操作通道15中,最后按常规方法进行真空补焊操作。
17.采用上述真空补焊方法的焊接装置包括有装置本体1和吸附装置2,所述装置本体1采用胶质弹性材料制作为罩状结构,而所述吸附装置2采用胶质弹性材料制作为面板结构;在所述装置本体1上设有进气通道11、排气通道12、工具通道13和操作通道,所述进气通道11和排气通道12分别设置于装置本体1的左侧及右侧,所述工具通道13设置于靠近排气通道12一侧,所述操作通道包括左操作通道14和右操作通道15,所述左操作通道14和右操作通道15设置于工具通道13上方,并位于所述装置本体1的左侧及右侧,在所述左操作通道14和右操作通道15的内部设有与装置本体1密封隔绝的操作手套;所述吸附装置2设置于装置本体1底部,并与所述装置本体1密封连接,形成密闭真空补焊环境。
18.为了保证该补焊方法具有高柔性的特点,所述装置本体1和吸附装置2 均采用胶质弹性材料制作,同时,在所述左操作通道14和右操作通道15的内部设有与装置本体1密封隔绝的操作手套,利用操作手套方便进行焊接操作。所述操作手套为现有技术中通用的胶质手套,只要方便双手伸入到装置本体1内,方便操作即可。另外,为了保证焊接工具能够顺利进入装置本体1中,所述工具通道13的尺寸为焊接工具的尺寸的1.2倍。
19.在实际应用过程中,采用本发明所述的一种可移动的真空补焊方法,利用装置本体1和吸附装置2与待进行真空补焊的组件或部件相连接,通过接入惰性气体,从而形成一
个可移动的密闭真空补焊环境,操作人员将双手伸入左操作通道14和右操作通道15中,通过设置在其内部与装置本体1密封隔绝的操作手套进行真空补焊操作。避免焊接过程中与空气接触产生不良反应,能够有效保证产品质量;同时,由于装置本体1和吸附装置2均采用胶质弹性材料制作,能够适应不同结构形式的组件或部件进行真空补焊操作。
20.综上所述,采用本发明所述的补焊方法及补焊装置,通过接入惰性气体,创造一个可移动的密闭真空补焊环境,不仅有效地解决了真空补焊无实施条件的问题,同时也解决了焊接过程中企业所存在的瓶颈问题,具有柔性高,操作便捷,使用方便等优点,有较高的经济及社会效益,值得在行业内推广应用。
21.以上所述仅为本发明的优选实施方式,并不用以限制本发明,对于本领域的技术人员来说,可以有各种更改和变化,凡利用本发明所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1