一种宽厚板轧线自动转钢的控制方法
1.本发明涉及冶金自动化技术领域,特别是指一种宽厚板轧线自动转钢的控制方法。
背景技术:
2.宽厚板生产中,通过转钢来实现对成品宽度的控制,过程控制系统根据成品宽度规格要求,通过模型设定在某个道次进行转钢,即将钢板旋转90
°
,使得长、宽尺寸对调,从而达到对最终成品钢板的宽度控制。绝大多数宽厚板厂的转钢需要操作人员根据视频监控手动操作转钢手柄控制转钢辊道速度,当钢坯转到合适的角度后,操作确认按钮,启动侧导板夹持。由于每块钢的每个转钢道次都需要进行手动转钢操作,操作人员精神紧张,劳动强度大。
技术实现要素:
3.本发明要解决的技术问题是提供一种宽厚板轧线自动转钢的控制方法,可以实现自动转钢,并保证转钢过程中钢板不会进入轧机且转钢出现问题时能够及时报警,降低操作人员的劳动负荷。
4.该方法包括步骤如下:
5.s1:钢板在轧机入口侧采用逆时针转钢,钢板在轧机出口侧采用顺时针转钢;
6.s2:计算转钢的目标角度β;
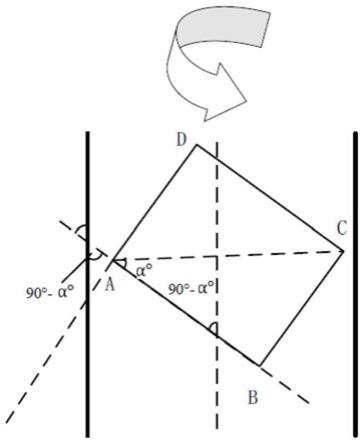
7.根据钢板的长l、宽w计算钢板对角线与钢板长度方向的边的夹角α
°
,设置目标角度β=90
°‑
α
°
+δ,则入口侧转钢的目标角度为:β
λ
=90
°‑
α
°
+δ,出口侧转钢的目标角度为:β
出
=-(90
°‑
α
°
+δ);其中,δ为角度裕量;
8.s3:采用机器视觉跟踪识别传动侧侧导板边部与转钢前挨着它的钢板边部的夹角β
′
,当入口侧转钢,β
′‑
β
入
<0
°
或出口侧转钢,β
′‑
β
出
>0
°
时,两组相对的转钢辊道以相反的速度高速转动;当入口侧转钢,β
′‑
β
入
≥0
°
或出口侧转钢,β
′‑
β
出
≤0
°
时,转钢辊道停止,启动侧导板夹持;当转钢过程中检测到钢板局部移出侧导板或转钢速度输出但转钢角度不变时停止转钢,并进行报警;
9.s4:检测侧导板夹持到位时侧导板的开度与转钢前钢板的长度的偏差,当偏差在允许范围内时认为转钢完成,继续后续轧制,否则进行报警。
10.其中,s2中角度裕量δ的取值范围为13
°
~α
°
。
11.s4中侧导板夹持到位时侧导板的开度与转钢前钢板长度的偏差=夹持到位时侧导板的开度-转钢前钢板的长度。夹持到位时侧导板的开度与转钢前钢板的长度的偏差允许范围根据现场实际情况确定。偏差允许范围一般为
±
100mm。
12.本发明的上述技术方案的有益效果如下:
13.上述方案中,可实现自动转钢,并保证转钢过程中钢板不会进入轧机且转钢出现问题时能够及时报警,降低操作人员的劳动负荷。
附图说明
14.图1为本发明的宽厚板轧线自动转钢的控制方法的自动转钢前钢板位置;
15.图2为本发明的宽厚板轧线自动转钢的控制方法的自动转钢逆时针方向转动基准角度;
16.图3为本发明的宽厚板轧线自动转钢的控制方法的自动转钢顺时针方向转动基准角度。
具体实施方式
17.为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
18.本发明提供一种宽厚板轧线自动转钢的控制方法。
19.该方法包括步骤如下:
20.s1:钢板在轧机入口侧采用逆时针转钢,钢板在轧机出口侧采用顺时针转钢;
21.s2:计算转钢的目标角度β;
22.根据钢板的长l、宽w计算钢板对角线与钢板长度方向的边的夹角α
°
,设置目标角度β=90
°‑
α
°
+δ,则入口侧转钢的目标角度为:β入=90
°‑
α
°
+δ,出口侧转钢的目标角度为:β
出
=-(90
°‑
α
°
+δ);其中,δ为角度裕量;
23.s3:采用机器视觉跟踪识别传动侧侧导板边部与转钢前挨着它的钢板边部的夹角β
′
,当入口侧转钢,β
′‑
β
λ
<0
°
或出口侧转钢,β
′‑
β
出
>0
°
时,两组相对的转钢辊道以相反的速度高速转动;当入口侧转钢,β
′‑
β
入
≥0
°
或出口侧转钢,β
′‑
β
出
≤0
°
时,转钢辊道停止,启动侧导板夹持;当转钢过程中检测到钢板局部移出侧导板或转钢速度输出但转钢角度不变时停止转钢,并进行报警;
24.s4:检测侧导板夹持到位时侧导板的开度与转钢前钢板的长度的偏差,当偏差在允许范围内时认为转钢完成,继续后续轧制,否则进行报警。
25.其中,在s2计算目标角度过程中,理论上,在钢板顺时针或逆时针旋转180
°
的范围内,当转钢前钢板挨着传动侧侧导板的边部与传动侧侧导板边部的夹角β=90
°‑
α
°
或β=90
°
+α
°
时,钢板对角线与侧导板的边部垂直,侧导板夹持后钢板保持不动,当0
°
≤β<90
°‑
α
°
或90
°
+α
°
<β≤180
°
时,侧导板夹持后钢板的长度和宽度保持不变,当90
°‑
α
°
<β<90
°
+α
°
时,侧导板夹持后钢板的长度和宽度能够对调。为了节约转钢时间同时减少侧导板的磨损,在最小边界角度90
°‑
α
°
的基础上增加角度裕量δ,设置目标角度β=90
°‑
α
°
+δ,定义从轧机操作侧方向观察,钢板顺时针方向旋转角度为负,逆时针方向转过的角度为正。则入口侧转钢的目标角度为:β=90
°‑
α
°
+δ,出口侧转钢的目标角度为:β=-(90
°‑
α
°
+δ),如图1、图2和图3所示。
26.例如:转钢前沿轧线方向,钢板长度l为4000mm,钢板宽度为3000mm,取角度裕量δ=15
°
,钢板在轧机入口侧,采用逆时针转钢,则钢板对角线与钢板长度方向的边的夹角α
°
=arctg3/4=36.87
°
,β=90
°‑
36.87
°
+15
°
=68.13
°
,侧导板夹持到位后的开度与转钢前钢板长度的偏差的允许范围为
±
100mm,当实际角度β
′
与β的偏差β
′‑
β
λ
<0
°
时,两组相对的转钢辊道分别以+2m/s和-2m/s的速度运行,当β
′‑
β
λ
≥0
°
时,两组相对的转钢辊道停止,启动侧导板夹持,侧导板夹持到位后,如果|侧导板的开度-4000mm|≤100mm,则认为转钢完成。
27.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1