全自动数控组角机的制作方法
1.本发明涉及门窗生产技术领域,更具体地说,它涉及一种全自动数控组角机。
背景技术:
2.传统门窗行业,铝合金门窗的主要工艺为:切割下料-边框铝材深加工(加工锁孔、执手孔等)-组角-组装。其中,组角工序是使用组角机对成组配对型材的外侧进行冲压,形成冲裁断裂坡口,在挤压力的作用下,坡口会卡在穿在窗框型腔内的角码缺口处,从而实现门窗单角的铆接。
3.但是,对于不同结构尺寸的窗型,现有的组角类设备的刀具尺寸位置调整时间较长,尤其是对于不同系列的型材同一刀具难以通用,往往需要定制不同结构尺寸类型的刀具,对于小批量多类型窗型的生产,备用刀具物料类型较多,导致生产成本较高,且设备调整时间长,影响生产效率。
技术实现要素:
4.针对现有技术存在的不足,本发明的目的在于提供一种全自动数控组角机,其能够根据组角所需要位置尺寸,迅速调整到位,减少设备调整所需时间,而且基于统一标准刀具,能够满足多种窗扇尺寸类型,无需常备大量型号规格的刀具物料,节省成本。
5.为实现上述目的,本发明提供了如下技术方案:一种全自动数控组角机,包括工作台,所述工作台上分别设置有外定位组件、内定位组件以及两个对称布置的冲头组件;所述外定位组件包括外定位部件,以及用于调节所述外定位部件位置的外定位驱动组件;所述内定位组件包括内定位部件,以及用于调节所述内定位部件位置的内定位驱动组件;所述冲头组件包括冲头基座,所述冲头基座上设置有下冲刀组件、用于调节所述下冲刀组件位置的下冲刀驱动组件、上冲刀组件以及用于调节所述上冲刀组件位置的上冲刀驱动组件。
6.进一步地,所述外定位部件包括下定位板和上定位板,且所述下定位板与上定位板之间沿竖直方向的间距可调节;所述外定位驱动组件包括外定位基座,以及用于驱动所述外定位基座沿水平方向移动的第一水平驱动组件;所述外定位基座上设置有与所述外定位部件连接的第一竖直驱动组件,所述第一竖直驱动组件用于驱动所述外定位部件沿竖直方向移动。
7.进一步地,所述内定位驱动组件包括内定位内基座、内定位外基座、以及用于驱动所述内定位外基座沿水平方向移动的第二水平驱动组件;所述内定位外基座上设置有用于驱动所述内定位内基座沿竖直方向移动的第二竖直驱动组件;所述内定位内基座上设置有与所述内定位部件连接的第三竖直驱动组件。
8.进一步地,所述内定位外基座顶端设置有水平移动导向组件,所述水平移动导向组件包括与所述内定位外基座固定连接的导向架;所述内定位内基座上设置有限位组件,所述限位组件能够移动至于所述导向架底端接触,来防止所述内定位内基座在竖直方向上摆动。
9.进一步地,所述限位组件包括多个限位螺栓。
10.进一步地,所述全自动数控组角机还包括用于调节所述内定位外基座沿水平方向的回退行程的小窗模式调整组件。
11.进一步地,所述内定位内基座与工作台之间设置有第一摩擦刹车组件;所述第一摩擦刹车组件包括设置于所述内定位内基座内的第一刹车油缸,以及设置于所述工作台上的两个第一摩擦条;所述第一刹车油缸包括第一油缸柱塞;所述内定位内基座移动至位于两个所述第一摩擦条之间后,所述第一油缸柱塞伸出,则其一所述第一摩擦条与内定位内基座外侧壁接触,另一所述第一摩擦条与第一油缸柱塞端部接触。
12.进一步地,所述冲头基座包括承载有所述下冲刀组件和下冲刀驱动组件的下基座,以及承载有所述上冲刀组件和上冲刀驱动组件的上基座;所述下基座与上基座之间设置有第二导轨组件,以及用于调节两者相对位置的第三水平驱动组件。
13.进一步地,所述上基座与下基座之间设置有第二摩擦刹车组件;所述第二摩擦刹车组件包括与所述下基座固定连接的刹车底座,以及与所述上基座固定连接的第二刹车油缸;所述刹车底座上设置有两个第二摩擦条,所述第二刹车油缸包括第二油缸柱塞;所述第二刹车油缸位于两个所述第二摩擦条之间后,所述第二油缸柱塞伸出,则其一所述第二摩擦条与第二刹车油缸外侧壁接触,另一所述第二摩擦条与第二油缸柱塞端部接触。
14.进一步地,所述下冲刀驱动组件包括用于控制所述下冲刀组件沿水平方向移动的下冲刀水平驱动组件,以及用于驱动所述下冲刀水平驱动组件沿竖直方向移动的下冲刀竖直驱动组件;所述上冲刀驱动组件包括用于控制所述上冲刀组件沿水平方向移动的上冲刀水平驱动组件,以及用于驱动所述上冲刀水平驱动组件沿竖直方向移动的上冲刀竖直驱动组件。
15.综上所述,本发明具有以下有益效果:1设备能够根据组角所需要位置尺寸,迅速调整到位,减少设备调整所需时间,而且基于统一标准刀具,能够满足多种窗扇尺寸类型,无需常备大量型号规格的刀具物料,节省成本;2、设备对加工过的窗扇类型可以记录留档,对需要加工且有记录的窗扇材料类型可以迅速切换,不需要反复调整;3、采用第一摩擦刹车组件和第二摩擦刹车组件,利用摩擦力来使得组件或者部件在冲压过程中位置保持不变,一方面能够提高加工质量,另一方面能够避免因刚性碰撞对设备造成影响。
附图说明
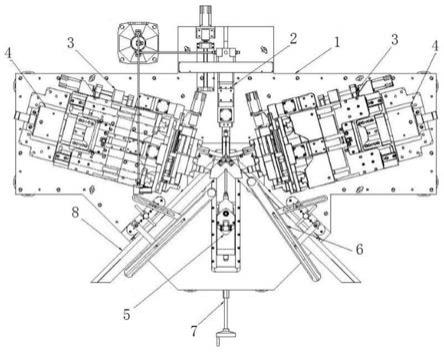
16.图1为实施例中全自动数控组角机的结构示意图;图2为实施例中外定位组件的结构示意图;
图3为实施例中内定位组件的结构示意图一;图4为实施例中内定位组件的结构示意图二;图5为实施例中内定位组件的结构示意图三;图6为实施例中内定位组件的结构示意图四;图7为实施例中可调整冲头组件的结构示意图一;图8为实施例中可调整冲头组件的结构示意图二;图9为实施例中可调整冲头组件的结构示意图三;图10为实施例中第二摩擦刹车组件的结构示意图一;图11为实施例中第二摩擦刹车组件的结构示意图二。
17.图中:1、工作台;2、外定位组件;21、外定位基座;22、第一导轨组件;23、第一水平驱动组件;24、第一竖直驱动组件;251、下定位板;252、上定位板;253、定位杆;3、冲头组件;31、下基座;32、上基座;33、第三水平驱动组件;34、下冲刀组件;351、下冲刀水平驱动组件;352、下冲刀竖直驱动组件;36、上冲刀组件;371、上冲刀水平驱动组件;372、上冲刀竖直驱动组件;38、第二摩擦刹车组件;381、刹车底座;382、第二刹车油缸;383、第二摩擦条;384、第二间隙调整块;385、第二油缸柱塞;4、冲压执行油缸;5、内定位组件;51、内定位外基座;511、导杆;52、第二竖直驱动组件;53、内定位内基座;531、限位螺栓;532、第一油缸柱塞;533、第一间隙调整块;54、第三竖直驱动组件;55、内定位部件;56、第二水平驱动组件;561、水平驱动架;57、水平移动导向组件;58、垫板;581、让位口;582、第一摩擦条;6、上压紧组件;7、小窗模式调整组件;8、窗扇。
具体实施方式
18.以下结合附图对本发明作进一步详细说明。
19.本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
20.实施例:一种全自动数控组角机,参照图1至图11,其包括工作台1,工作台1上分别设置有外定位组件2、内定位组件5以及两个对称布置的冲头组件3;本实施例中工作台1上还设置有用于驱动冲头组件3执行冲压动作的冲压执行油缸4,以及用于压紧窗扇8的上压紧组件6;本实施例中上压紧组件6可以采用现有技术中的多种结构,在此不做赘述;其中,外定位组件2包括外定位部件,以及用于调节外定位部件位置的外定位驱动组件;内定位组件包括内定位部件55,以及用于调节内定位部件55位置的内定位驱动组件;冲头组件3包括冲头基座,冲头基座上设置有下冲刀组件34、用于调节下冲刀组件34位置的下冲刀驱动组件、上冲刀组件36以及用于调节上冲刀组件36位置的上冲刀驱动组件;将窗扇8放置于工作台1上,采用外定位组件2与内定位组件5配合对窗扇8进行夹紧定位,采用上压紧组件6将窗扇8压紧,然后冲压执行油缸4驱动冲头组件3移动来执行冲压动作,即可对窗扇8完成组角工序;本实施例中外定位部件、内定位部件55、下冲刀组件34以及上冲刀组件36的位置均可以调节,从而能够根据组角所需要位置尺寸,迅速调整到位,减少设备调整所需时间,而且基于统一标准刀具,能够满足多种窗扇尺寸类型,无需常备大量型号规格的刀具物料,节省成
本。
21.参照图1和图2,本实施例中外定位部件包括下定位板251和上定位板252,且下定位板251与上定位板252之间沿竖直方向的间距可调节;下定位板251与上定位板252的竖直间距可以调节,能够适用于更多尺寸类型的窗扇,节省成本;具体地,本实施例中下定位板251上设置有穿过上定位板252的定位杆253,且上定位板252上旋设有能够与定位杆253接触的锁紧螺栓,将上定位板252沿着定位杆253调节到所需高度后,拧紧锁紧螺栓,即可使下定位板251与上定位板252的间距保持不变,结构简单,操作方便;当然,在其他可选的实施例中,下定位板251与上定位板252之间也可以采用其它结构形式来调节竖直方向的间距,在此不作限制。
22.参照图1和图2,本实施例中外定位驱动组件包括外定位基座21,以及用于驱动外定位基座21沿水平方向移动的第一水平驱动组件23;外定位基座21上设置有与外定位部件连接的第一竖直驱动组件24,第一竖直驱动组件24用于驱动外定位部件沿竖直方向移动;优选地,外定位基座21与工作台1之间设置有第一导轨组件22,从而能够提高外定位基座21移动的稳定性;优选地,本实施例中第一水平驱动组件23采用伺服电机配合t型丝杠机构,第一竖直驱动组件24也采用伺服电机配合t型丝杠机构,利用t型丝杠能够有效保证外定位部件移动后的位置保持不变;当然,在其他可选的实施例中,第一水平驱动组件23和第一竖直驱动组件24也可以采用其它直线往复式驱动机构,在此不作限制。
23.参照图1以及图3至图6,本实施例中内定位驱动组件包括内定位内基座53、内定位外基座51、以及用于驱动内定位外基座51沿水平方向移动的第二水平驱动组件56;内定位外基座51上固定设置有与第二水平驱动组件56连接的水平驱动架561;内定位外基座51上设置有用于驱动内定位内基座53沿竖直方向移动的第二竖直驱动组件52;内定位内基座53上设置有与内定位部件55连接的第三竖直驱动组件54;优选地,本实施例中内定位外基座51上设置有两个穿过内定位内基座53的导杆511,从而能够提高内定位内基座53沿竖直方向移动的稳定性;本实施例中内定位外基座51设置于工作台1下方,则首先利用第二竖直驱动组件52驱动内定位内基座53向上移动,使得内定位部件55移动至位于工作台1上方,再利用第三竖直驱动组件54来精确调节内定位部件55的竖直位置,来与窗扇8相匹配;然后第二水平驱动组件56驱动内定位外基座51沿水平方向移动,则内定位部件55移动至于窗扇8接触,从窗扇8内侧进行压紧。
24.参照图1以及图3至图6,本实施例中第二水平驱动组件56和第二竖直驱动组件52可以采用现有技术中的多种驱动结构,例如气缸等,在此不作限制;优选地,本实施例中第三竖直驱动组件54采用伺服电机配合t型丝杠机构,利用t型丝杠能够有效保证内定位部件55与内定位内基座53的相对位置保持不变;本实施例中内定位外基座51顶端设置有水平移动导向组件57,水平移动导向组件57包括与内定位外基座51固定连接的导向架,以及两个穿过导向架的导向杆,导向杆的两端均相对于工作台1固定不动,则利用水平移动导向组件57能够提高内定位外基座51沿水平方向移动的稳定性和精度;优选地,本实施例中内定位内基座53上设置有限位组件,限位组件能够移动至于导向架底端接触,来防止内定位内基座53在竖直方向上摆动;优选地,本实施例中限位组件包括四个呈长方形布置的限位螺栓531,四个限位螺栓531的顶端均与导向架底端接触时,能够防止内定位内基座53在竖直方向上摆动,从而能够保证位置精度;本实施例中限位螺栓531具有结构简单,以及调节方便
的优势;当然,在其他可选的实施例中,限位组件也可以其它结构,在此不作限制。
25.参照图1以及图3至图6,本实施例中全自动数控组角机还包括用于调节内定位外基座51沿水平方向的回退行程的小窗模式调整组件7;具体地,本实施例中小窗模式调整组件7采用螺栓机构,通过旋转手柄调整螺杆的端部位置,螺杆的端部安装有传感器,通过传感器的信号控制内定位外基座51的回退行程,从而实现小窗组角;当然,在其他可选的实施例中,小窗模式调整组件7也可以采用其它结构形式,在此不作限制。
26.参照图1以及图3至图6,本实施例中内定位内基座53与工作台1之间设置有第一摩擦刹车组件,利用第一摩擦刹车组件来使内定位部件55的位置在冲压过程中保持不变,从而提高加工质量;具体地,本实施例中第一摩擦刹车组件包括设置于内定位内基座53内的第一刹车油缸,以及设置于工作台1上的两个第一摩擦条582;第一刹车油缸包括第一油缸柱塞532;内定位内基座53移动至位于两个第一摩擦条582之间后,第一油缸柱塞532伸出,则其一第一摩擦条582与内定位内基座53外侧壁接触,另一第一摩擦条582与第一油缸柱塞532端部接触;本实施例中利用摩擦力来实现刹车限位作用,能够避免因刚性碰撞对设备造成影响;具体地,本实施例中工作台1连接有垫板58,垫板58上开设有用于内定位内基座53穿出的让位口581;第一摩擦条582呈l型,且两个第一摩擦条582分别安装于让位口581的两个相对的内侧壁;优选地,本实施例中内定位内基座53外侧壁设置有第一间隙调整块533;内定位内基座53移动至位于两个第一摩擦条582之间后,第一间隙调整块533与其一第一摩擦条582接触,而第一油缸柱塞532伸出至于另一第一摩擦条582接触;利用第一间隙调整块533能够消除内定位内基座53与第一摩擦条582之间的间隙,则第一油缸柱塞532伸出后,也不会影响内定位内基座53与垫板58之间沿水平方向的相对位置;当然,在其他可选的实施例中,第一摩擦刹车组件也可以采用其它结构形式,利用摩擦力来实现刹车限位即可,在此不作限制。
27.参照图1以及图7至图11,本实施例中冲头基座包括承载有下冲刀组件34和下冲刀驱动组件的下基座31,以及承载有上冲刀组件36和上冲刀驱动组件的上基座32;下基座31与上基座32之间设置有第二导轨组件,以及用于调节两者相对位置的第三水平驱动组件33;本实施例中下基座31与工作台1之间设置有第三导轨组件,冲压执行油缸4通过过渡件与下基座31连接;本实施例中下冲刀驱动组件包括用于控制下冲刀组件34沿水平方向移动的下冲刀水平驱动组件351,以及用于驱动下冲刀水平驱动组件351沿竖直方向移动的下冲刀竖直驱动组件352;上冲刀驱动组件包括用于控制上冲刀组件36沿水平方向移动的上冲刀水平驱动组件371,以及用于驱动上冲刀水平驱动组件371沿竖直方向移动的上冲刀竖直驱动组件372;本实施例中上冲刀驱动组件与下冲刀驱动组件相互独立,则分别可以调节上冲刀组件36和下冲刀组件34的位置,而利用第三水平驱动组件33调节上基座32与下基座31的相对位置,可以实现上冲刀组件36与下冲刀组件34在冲压移动方向上统一尺寸的直线运动;优选地,本实施例中第三水平驱动组件33、下冲刀水平驱动组件351、下冲刀竖直驱动组件352、上冲刀水平驱动组件371以及上冲刀竖直驱动组件372均采用伺服电机配合t型丝杠机构,从而能够使下冲刀组件34和上冲刀组件36调节后的位置保持不变。
28.参照图1以及图7至图11,本实施例中下基座31与上基座32之间设置有第二摩擦刹车组件38,利用第二摩擦刹车组件38来使得下基座31与上基座32之间的相对位置在冲压过程中保持不变,从而提高加工质量;具体地,本实施例中第二摩擦刹车组件38包括与下基座
31固定连接的刹车底座381,以及与上基座32固定连接的第二刹车油缸382;刹车底座381上设置有两个第二摩擦条383,第二刹车油缸382包括第二油缸柱塞385;第二刹车油缸382位于两个第二摩擦条383之间后,第二油缸柱塞385伸出,则其一第二摩擦条383与第二刹车油缸382外侧壁接触,另一第二摩擦条383与第二油缸柱塞385端部接触。
29.参照图1以及图7至图11,优选地,本实施例中第二刹车油缸382外侧壁设置有第二间隙调整块384;第二刹车油缸382移动至位于两个第二摩擦条383之间后,第二间隙调整块384与其一第二摩擦条383接触,而第二油缸柱塞385伸出至于另一第二摩擦条383接触;利用第二间隙调整块384能够消除第二刹车油缸382与第二摩擦条383之间的间隙,则第二油缸柱塞385伸出后,也不会影响内第二刹车油缸382与刹车底座381之间沿水平方向的相对位置;当然,在其他可选的实施例中,第二摩擦刹车组件也可以采用其它结构形式,利用摩擦力来实现刹车限位即可,在此不作限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1