一种搬运车车头的焊接装置及焊装方法与流程
1.本发明属于搬运车焊装技术领域,具体地说,本发明涉及一种搬运车车头的焊接装置及焊装方法。
背景技术:
2.如图1所示,目前搬运车车头焊接件由车头1-1、钢球座1-2和加强板1-3三部分组成,焊接工序分为两步:第一步,先手动穿定位销将钢球座1-2定位,后将钢球座1-2与车头1-1焊接;第二步,手动摆放上加强板1-3,再将加强板1-3完成焊接。
3.上述焊接工序的缺陷:1、焊接前的定位工序复杂,焊接效率低。
4.2、人工焊接,定位工装底面为平面,容易积累焊渣,定位误差导致车头焊接件尺寸误差。
5.3、加强板1-3无定位焊接,尺寸精度无法保证。
技术实现要素:
6.本发明提供一种搬运车车头的焊接装置及焊装方法,以解决上述背景技术中存在的问题。
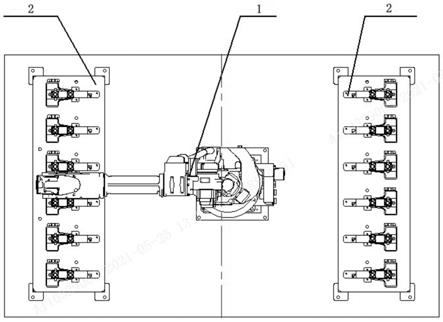
7.为了实现上述目的,本发明采取的技术方案为:一种搬运车车头的焊接装置及焊装方法,包括焊接机械手和定位工装,所述定位工装设有两个,且两个定位工装关于焊接机械手对称设置;所述定位工装包括焊接平台、支架、圆柱等高座、v型卡座、侧挡座、定位气缸一和定位气缸二,所述支架与焊接平台紧固连接,所述圆柱等高座与焊接平台紧固连接,所述v型卡座与焊接平台紧固连接,所述侧挡座与焊接平台紧固连接,所述定位气缸一和定位气缸二与支架上端紧固连接,所述v型卡座设于支架正下方,所述侧挡座位于支架侧面。
8.优选的,所述支架为直边z形结构。
9.优选的,所述圆柱等高座为三个小圆柱体构成,且呈现等腰三角形拐点布置。
10.优选的,所述支架后端滑动设有定位轴,支架前端设有导向套。
11.优选的,所述定位气缸一的活塞杆端部设有定位机构一,且定位机构一为阶梯定位轴结构。
12.优选的,所述定位气缸二的活塞杆端部设有定位机构二,且定位机构二为左右翻折的t字形结构或者十字形结构的压扣,所述压扣上设有导向杆,且导向杆与导向套滑动连接。
13.一种搬运车车头的焊接装置的焊装方法,具体包括以下步骤,步骤s1:工人先给一侧的定位工装完成上料,焊接机械手开始焊接;步骤s2:工人再给另一侧的定位工装完成上料,焊接机械手完成一侧的定位工装上的车头焊接件的焊接过后,焊接机械手开始焊接另一侧的定位工装上的车头焊接件;
步骤s3:工人将一侧的定位工装上焊接完成的车头焊接件取下,再给一侧的定位工装完成上料,焊接机械手开始焊接;所述步骤s1中的定位工装上料定位过程为:步骤s10:先将车头下端放置在三个圆柱等高座上,且使前端与v型卡座接触,侧面与侧挡座接触;步骤s11:再将钢球座上侧壁圆孔对着定位轴目视化放置,且使定位轴插入钢球座上侧壁圆孔中定位;步骤s12:将加强板前端与钢球座外壁接触,后端与车头内壁接触卡入车头中;步骤s13:人工控制手动阀,定位气缸一和定位气缸二的活塞杆伸出,阶梯定位轴结构的定位机构一对钢球座进行压紧定位,左右翻折的t字形结构或者十字形结构的压扣对加强板进行压紧定位。
14.采用以上技术方案的有益效果是:1、本发明的搬运车车头的焊接装置,工人先给一侧的定位工装完成上料,焊接机械手开始焊接;工人再给另一侧的定位工装完成上料,焊接机械手完成一侧的定位工装上的车头焊接件的焊接过后,焊接机械手开始焊接另一侧的定位工装上的车头焊接件;工人将一侧的定位工装上焊接完成的车头焊接件取下,再给一侧的定位工装完成上料,焊接机械手开始焊接;交替上料焊接,单个车头焊接件的焊接时间约50s,相比传统的焊装工序,焊接效率高。
15.2、定位工装上料定位过程为:步骤s10:先将车头下端放置在三个圆柱等高座上,且使前端与v型卡座接触,侧面与侧挡座接触;步骤s11:再将钢球座上侧壁圆孔对着定位轴目视化放置,且使定位轴插入钢球座上侧壁圆孔中定位;步骤s12:将加强板前端与钢球座外壁接触,后端与车头内壁接触卡入车头中;步骤s13:人工控制手动阀,定位气缸一和定位气缸二的活塞杆伸出,阶梯定位轴结构的定位机构一对钢球座进行压紧定位,左右翻折的t字形结构或者十字形结构的压扣对加强板进行压紧定位。
16.焊接前的定位工序简单,焊接效率高。
17.3、所述支架为直边z形结构,方便了焊接机械手对钢球座外的圆弧焊缝和加强板外的直线焊缝进行焊接时的移动换向。
18.所述圆柱等高座为三个小圆柱体构成,且呈现等腰三角形拐点布置,相比人工焊接,定位工装底面不是平面,不容易积累焊渣,定位精度高,保证车头焊接件尺寸精度。
19.所述支架后端滑动设有定位轴,保证钢球座焊接方向的准确。
20.所述定位气缸一的活塞杆端部设有定位机构一,且定位机构一为阶梯定位轴结构,保证对钢球座进行压紧定位。
21.所述定位气缸二的活塞杆端部设有定位机构二,且定位机构二为左右翻折的t字形结构或者十字形结构的压扣,左右翻折的t字形结构或者十字形结构的压扣对加强板进行压紧定位。
附图说明
22.图1是车头、钢球座和加强板焊装示意图;图2是本发明的搬运车车头的焊接装置俯视图;图3是定位工装装配图;图4是图3中a位置局部放大图;其中:1-1、车头;1-2、钢球座;1-3、加强板;1、焊接机械手;2、定位工装;20、焊接平台;21、支架;21-1、定位轴;21-2、导向套;22、圆柱等高座;23、v型卡座;24、侧挡座;25、定位气缸一;25-1、定位机构一;26、定位气缸二;26-1、定位机构二;260、压扣;261、导向杆。
具体实施方式
23.下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本发明的构思、技术方案有更完整、准确和深入的理解,并有助于其实施。
24.如图2至图4所示,本发明是一种搬运车车头的焊接装置及焊装方法,交替上料焊接,单个车头焊接件的焊接时间约50s,相比传统的焊装工序,焊接前的定位工序简单,焊接效率高。
25.具体的说,如图2至图4所示,包括焊接机械手1和定位工装2,所述定位工装2设有两个,且两个定位工装2关于焊接机械手1对称设置;所述定位工装2包括焊接平台20、支架21、圆柱等高座22、v型卡座23、侧挡座24、定位气缸一25和定位气缸二26,所述支架21与焊接平台20紧固连接,所述圆柱等高座22与焊接平台20紧固连接,所述v型卡座23与焊接平台20紧固连接,所述侧挡座24与焊接平台20紧固连接,所述定位气缸一25和定位气缸二26与支架21上端紧固连接,所述v型卡座23设于支架21正下方,所述侧挡座24位于支架21侧面。
26.所述支架21为直边z形结构。
27.所述圆柱等高座22为三个小圆柱体构成,且呈现等腰三角形拐点布置。
28.所述支架21后端滑动设有定位轴21-1,支架21前端设有导向套21-2。
29.所述定位气缸一25的活塞杆端部设有定位机构一25-1,且定位机构一25-1为阶梯定位轴结构。
30.所述定位气缸二26的活塞杆端部设有定位机构二26-1,且定位机构二26-1为左右翻折的t字形结构或者十字形结构的压扣260,所述压扣260上设有导向杆261,且导向杆261与导向套21-2滑动连接。
31.一种搬运车车头的焊接装置的焊装方法,具体包括以下步骤,步骤s1:工人先给一侧的定位工装2完成上料,焊接机械手1开始焊接;步骤s2:工人再给另一侧的定位工装2完成上料,焊接机械手1完成一侧的定位工装2上的车头焊接件的焊接过后,焊接机械手1开始焊接另一侧的定位工装2上的车头焊接件;
步骤s3:工人将一侧的定位工装2上焊接完成的车头焊接件取下,再给一侧的定位工装2完成上料,焊接机械手1开始焊接;所述步骤s1中的定位工装2上料定位过程为:步骤s10:先将车头1-1下端放置在三个圆柱等高座22上,且使前端与v型卡座23接触,侧面与侧挡座24接触;步骤s11:再将钢球座1-2上侧壁圆孔对着定位轴21-1目视化放置,且使定位轴21-1插入钢球座1-2上侧壁圆孔中定位;步骤s12:将加强板1-3前端与钢球座1-2外壁接触,后端与车头1-1内壁接触卡入车头1-1中;步骤s13:人工控制手动阀,定位气缸一25和定位气缸二26的活塞杆伸出,阶梯定位轴结构的定位机构一25-1对钢球座1-2进行压紧定位,左右翻折的t字形结构或者十字形结构的压扣260对加强板1-3进行压紧定位。
32.以下用具体实施例对具体工作方式进行阐述:实施例1:本发明的搬运车车头的焊接装置,工人先给一侧的定位工装2完成上料,焊接机械手1开始焊接;工人再给另一侧的定位工装2完成上料,焊接机械手1完成一侧的定位工装2上的车头焊接件的焊接过后,焊接机械手1开始焊接另一侧的定位工装2上的车头焊接件;工人将一侧的定位工装2上焊接完成的车头焊接件取下,再给一侧的定位工装2完成上料,焊接机械手1开始焊接;交替上料焊接,单个车头焊接件的焊接时间约50s,相比传统的焊装工序,焊接效率高。
33.实施例2:定位工装2上料定位过程为:步骤s10:先将车头1-1下端放置在三个圆柱等高座22上,且使前端与v型卡座23接触,侧面与侧挡座24接触;步骤s11:再将钢球座1-2上侧壁圆孔对着定位轴21-1目视化放置,且使定位轴21-1插入钢球座1-2上侧壁圆孔中定位;步骤s12:将加强板1-3前端与钢球座1-2外壁接触,后端与车头1-1内壁接触卡入车头1-1中;步骤s13:人工控制手动阀,定位气缸一25和定位气缸二26的活塞杆伸出,阶梯定位轴结构的定位机构一25-1对钢球座1-2进行压紧定位,左右翻折的t字形结构或者十字形结构的压扣260对加强板1-3进行压紧定位。
34.焊接前的定位工序简单,焊接效率高。
35.实施例3:基于实施例1和实施例2,所述支架21为直边z形结构,方便了焊接机械手1对钢球座1-2外的圆弧焊缝和加强板1-3外的直线焊缝进行焊接时的移动换向。
36.所述圆柱等高座22为三个小圆柱体构成,且呈现等腰三角形拐点布置,相比人工焊接,定位工装底面不是平面,不容易积累焊渣,定位精度高,保证车头焊接件尺寸精度。
37.所述支架21后端滑动设有定位轴21-1,保证钢球座1-2焊接方向的准确。
38.所述定位气缸一25的活塞杆端部设有定位机构一25-1,且定位机构一25-1为阶梯
定位轴结构,保证对钢球座1-2进行压紧定位。
39.所述定位气缸二26的活塞杆端部设有定位机构二26-1,且定位机构二26-1为左右翻折的t字形结构或者十字形结构的压扣260,左右翻折的t字形结构或者十字形结构的压扣260对加强板1-3进行压紧定位。
40.以上结合附图对本发明进行了示例性描述,显然,本发明具体实现并不受上述方式的限制,只要是采用了本发明的方法构思和技术方案进行的各种非实质性的改进;或未经改进,将本发明的上述构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1