1.本发明涉及液位检测技术领域,特别涉及到一种半圆形液位指示器弧面液位标尺刻度的制作方法。
背景技术:2.液位检测在日常生活中有着广泛的需求。总体上液位检测方法可分为直接检测和间接检测两大类。由于测量条件复杂性及数据采集的便捷性,目前液位检测多采用间接测量,即将液位信号转化为其它相关信号进行测量,有压力法、浮力法、电学法、热学法等。间接检测的缺点是二次信号存在干扰噪声或零点漂移等问题,这正是直接检测的优点所在。早期液位直接检测的数据采集是通过人工观测完成的,但现在看起来其经济性和实时性都需要提高。随着电子技术及图像技术的快速发展,人们开始利用摄像头去代替人眼,通过图片去识别液面位置,其优点是数据真实、噪声和零点漂移小、抗干扰能力强、数据传输方便、稳定可靠、成本较低。
3.目前的液位直接检测方式主要是通过摄像头识别液面在透明直管上的刻度来获取液位信息的。由于摄像头的安装位置是固定的,随着液体的涨落直管中液面位置与摄像头之间的物距就是变化的了。反映在图片上就是不同位置的液位,其清晰度和精度有较大差异。因此我们考虑用透明半圆形弯管来代替透明直管来检测液位,其好处是在透明半圆形弯管中任意位置的液面与位于透明半圆形弯管圆心位置上的摄像头之间的物距是不变的。由于我们测量的是液位高度,故直管上等距的标尺刻度投射到半圆形弯管上时,其液位标尺刻度就不是等距的了。
4.通常在半圆形液位指示器的弧面上制作液位标尺刻度的方法是采用平行移动投射法来制作弧面液位标尺刻度,即将半圆形液位指示器放置在工作台式激光打标机的工作台面上,半圆柱弧面面朝上,激光扫描平面总是垂直向下的。打标时放置了半圆形液位指示器的工作台根据刻度需要步进平移,而激光束在与工作台步进平移方向垂直的平面上进行扫描,这样就可以在半圆形液位指示器的弧面上完成液位标尺刻度的激光蚀刻了。这种方法的缺点是激光扫描平面与半圆形液位指示器的弧面法线之间的夹角,会随着半圆形液位指示器两侧的弧面逐渐翘起来而变得越来越大,夹角越大则激光刻蚀效果就会越差。同时由于工作台式激光打标机的工件运动是通过机械装置实现的,所以其工作效率比较低下。
技术实现要素:5.为了解决现有技术存在的激光扫描平面与半圆形液位指示器的弧面法线之间的夹角较大造成的激光刻蚀效果不好的问题,本发明提供一种激光刻蚀效果好,工作效率高的半圆形液位指示器弧面液位标尺刻度的制作方法。
6.本发明所采用的技术方案是:
7.一种半圆形液位指示器弧面液位标尺刻度的制作方法,其特征在于:半圆形液位指示器包括夹板、基座、透明软管及紧固件,所述的夹板和基座上设有可以相互匹配的容纳
槽,所述的基座上内凹的半圆柱弧面上刻印有弧面液位标尺刻度,所述的夹板和基座可以通过紧固件夹紧用于显示液位的透明软管,透明软管可以自然弯曲适配容纳槽,包括以下步骤:
8.s1:在绘图软件的模型空间里制作半圆形液位指示器中基座的主视外轮廓图和基座的右视图,所述的主视外轮廓图为主视图的外轮廓图,内凹半圆柱弧面在主视外轮廓图中呈半圆形弧线,其中右视图放置在主视外轮廓图的右侧,并与之水平对齐,将右视图上的弧面液位标尺刻度中的刻度向左延伸至与主视外轮廓图的半圆形弧线相交,可得到若干液位交点;
9.s2:在基座的主视外轮廓图的半圆形弧线圆心所在的水平线上选择一点作为投射中心,将投射中心依次与各液位交点连接,并延伸至与基座的主视外轮廓图上的半圆形弧线的对边所在的直线相交,可得到若干映射点;
10.s3:以s2中获得的若干映射点为基础制作所需的平面像刻度,并保存该电子文件;
11.s4:将工件基座放置在振镜扫描式激光打标机的工作台面上,内凹的半圆柱弧面朝上,调整激光扫描头使得激光投射点位于s2中的投射中心在半圆柱弧面与容纳槽相交所形成的半圆形槽弧交线所在平面的垂点上,将s3中保存的平面像刻度电子文件导入到与激光打标机相连的工控电脑中,启动打标程序,即可在基座上内凹的半圆柱弧面上获得弧面液位标尺刻度。
12.进一步的,在绘图软件的模型空间里以基座的主视外轮廓图上的半圆形弧线的圆心为圆心,以半圆形弧线的半径为半径作辅助圆,投射中心位于辅助圆与过该辅助圆圆心的水平线相交所得的右象限点p上。虽然理论上激光投射点可以设置在通过圆心的水平线上的任意位置,但过低的激光投射点会受到激光打标机摆角工作范围的限制,过高的激光投射点会由于激光扫描平面与基座的半圆柱弧面法线之间的角度变大,而造成蚀刻效果变差。
13.进一步的,调整激光扫描头使得激光投射点位于基座上内凹的半圆柱弧面与容纳槽相交所形成的半圆形槽弧交线所在圆的最高象限点上。
14.进一步的,所述的激光打标机为振镜式激光打标机。振镜式激光打标是通过x振镜和y振镜的偏转来实现激光束的平面扫描的,所以它的工作效率要比以机械传动方式实现工件运动的工作台式激光打标机高得多。
15.有益效果:
16.(1)本发明提供了一种半圆形液位指示器弧面液位标尺刻度的制作方法。该方法通过一个映射后的平面像刻度电子文件,利用市场上广泛应用的振镜式激光打标机,就可在半圆形液位指示器基座内凹的半圆柱弧面上完成对液位标尺刻度的激光蚀刻,由于该方案在激光束扫描时与半圆形液位指示器弧面法线夹角比背景技术中的平行移动投射法方案要小很多,所以它比平行移动投射法的平行蚀刻效果要更加清晰;
17.(2)振镜式激光打标是通过x振镜和y振镜的偏转来实现激光束平面扫描的,所以它的工作效率要比以机械传动方式实现工件运动的工作台式激光打标机高得多;
附图说明
18.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用
的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。
19.图1为本发明涉及的一种基于图像识别的半圆形液位指示器整体结构示意图;
20.图2为本发明涉及的一种基于图像识别的半圆形液位指示器的夹板右视图;
21.图3为本发明涉及的一种基于图像识别的半圆形液位指示器的基座右视图;
22.图4为本发明涉及的一种基于图像识别的半圆形液位指示器的基座顶点示意图
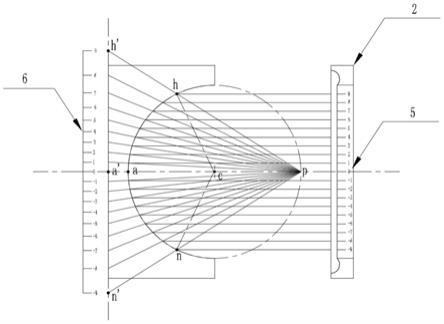
23.图5为本发明涉及的平面像刻度生成原理图;
24.图6为本发明涉及的弧面液位标尺刻度制作示意图;
25.其中,1、夹板,2、基座,3、透明水管,4、螺栓紧固件,5、弧面液位标尺刻度,6、平面像刻度图,7、激光扫描头,8、工控电脑,9、工作台面,10、激光投射点,a’、b’、c’、d’、e’、f’、a、b、c、d、e、f为基座的各个顶点,g’f’fg为基座上内凹的半圆柱弧面,a’b’ba为基座基面,即基座上内凹的半圆柱弧面g’f’fg的相对面,e’f’fe为基座容纳槽,f’f为半圆形槽弧交线,即基座上内凹的半圆柱弧面g’f’fg与基座容纳槽e’f’fe所形成的交线。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
28.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
29.在本发明的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
30.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
31.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本发明保护范围的限制。
32.现有技术中采用平行移动投射法来制作弧面液位标尺刻度,即将半圆形液位指示器放置在工作台式激光打标机的工作台面上,半圆柱弧面朝上,激光扫描头发射的激光束扫描平面总是垂直向下的。打标时放置了半圆形液位指示器的工作台根据标尺刻度需要步进平移,而激光束在与工作台步进平移方向垂直的平面上进行扫描,这样就可以在半圆形液位指示器的弧面上完成液位标尺刻度的激光蚀刻了。这种方法的缺点是激光束扫描平面与半圆形液位指示器上的半圆柱弧面法线之间的夹角,会随着半圆形液位指示器两侧的弧面逐渐翘起来而变得越来越大,夹角越大则激光刻蚀效果就会越差。同时由于工作台式激光打标机的工件运动是通过机械装置实现的,所以,这种打标方式的工作效率比较低下。
33.为了解决上述问题,本发明提供了一种半圆形液位指示器弧面液位标尺刻度的制作方法,涉及到的半圆形液位指示器由夹板1、基座2、透明水管3及螺栓紧固件4组成,如图1~4,弧面液位标尺刻度5刻印在基座2内凹的半圆柱弧面上,透明水管3在夹板1和基座2之间,通过螺栓连接件4夹紧固定。夹板1和基座2上各加工有可以相互匹配的容纳槽,合起来可用于夹紧透明水管3。从透明水管的圆截面上看,透明水管有大部分(比如3/4)隐藏在夹板1与基座2里,有小部分(比如1/4)凸显在夹板1和基座2的外部,用于指示液位。
34.本发明的解决方案是将基座2上内凹的半圆柱弧面g’f’fg上的弧面液位标尺刻度5,在绘图软件的模型空间里映射成内凹的半圆柱弧面的相对面即基座基面a’b’ba上的平面像刻度6(参见图5),并以此为基础形成符合工程需求及商业需求的电子文件。打标前将该电子文件导入到与振镜扫描式激光打标机连接的工控电脑中,并将半圆形液位指示器工件基座2放置在振镜扫描式激光打标机的工作台面上,半圆柱弧面朝上,调整激光扫描头7使得激光投射点10位于基座2上内凹的半圆柱弧面g’f’fg与容纳槽e’f’fe相交所形成的半圆形槽弧交线f’f所在圆的最高象限点上(参见图6),然后启动激光打标机专用软件开始激光蚀刻。由于激光束按电子文件应该在基座基面a’b’ba上蚀刻出平面像刻度6来,但实际上激光束是照射在基座内凹的半圆柱弧面g’f’fg上了,于是就在基座内凹的半圆柱弧面g’f’fg上蚀刻出弧面液位标尺刻度5来了。
35.为达到以上目的,我们使用的是市场广泛应用的振镜式激光打标机,该机的工作特点是打标时工件是固定不动的,而激光束可以对整个工作台台面进行扫描。
36.具体实现方法是:
37.首先进行建模,在绘图软件的模型空间中构建半圆形液位指示器的相关模型,如图1所示。在模型建立好后制作基座2的主视图外轮廓图和右视图,并排列成图5的样式,其
中刻度0与半圆圆心c的连线为水平线。以主视外轮廓图上的半圆形弧线的圆心为圆心,以半圆形弧线的半径为半径作辅助圆,并与水平线相交于a点和p点,其中p点为投射中心。将弧面液位标尺刻度5上的各个刻度线(比如从9到-9)依次做水平线的平行投射线至基座的半圆形弧线上,并形成液位交点。作直线连接投射中心p点与各液位交点,并延长到半圆形弧线的对边所在的直线上,从而就可获得弧面液位标尺刻度5上各个刻度对应的映射点了。举例说明:从刻度9做水平线的平行线至基座的半圆形弧线上并形成液位交点h,再作p点与h点连线并延伸至半圆形弧线对边所在的直线上并相交于h’点。这样就获得了刻度9的映射点h’。同理可以获得刻度0的映射点a’,刻度-9的映射点n’,以及其它各个刻度的映射点。
38.然后出图:以上述各个刻度的映射点为基础并结合工程上的其它需求如文字或图案等,绘制出相应的平面像刻度6(如图5所示),并保存为电子文件。
39.最后打标:将实体工件基座2放置在振镜式激光打标机的工作台面9上,半圆柱弧面朝上。调整激光扫描头7使得激光投射点10位于基座2内凹的半圆柱弧面g’f’fg与容纳槽e’f’fe相交所形成的半圆形槽弧交线f’f所在圆的最高象限点上(见图6)。将平面像刻度6的电子文件导入与激光打标机相连的工控电脑8中,启动相关执行程序,即可在基座2上内凹半圆柱弧面g’f’fg上获得激光刻蚀的弧面液位标尺刻度5了。
40.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。