一种组立自动化生产线及其装配方法与流程
1.本发明涉及组立自动化技术领域,尤其涉及一种组立自动化生产线及其装配方法。
背景技术:
2.目前组立工件的操作方法一般为手动将组立产品的底座、上盖依次吊装至治具上,定位后再借用手动拧紧工具逐一将螺丝拧紧。拧紧后吊装放到托盘,再人工进行检查划线等动作。此操作方法:第一,速度慢且影响生产效率;第二,长时间工作容易疲劳,容易出现错误的情况;第三,配合精度要求高,人工装配容易出现磕碰的情况;第四,组装完成后,人工码垛不整齐,运输过程有倾翻的风险;第五,后续还需要人工划线、检验,工作量大,成本高,操作不方便,对操作人员要求高。
技术实现要素:
3.发明目的:为了克服现有技术中存在的不足,本发明提供一种组立自动化生产线及其装配方法可以在提高装配精度和效率的同时降低生产成本。
4.技术方案:为实现上述目的,本发明的一种组立自动化生产线,包括机器人组件、存料区、中转过渡平台和装配环线;所述机器人组件的夹持端分别对应于存料区、中转过渡平台和装配环线的换料端。
5.进一步地,所述装配环线沿装配方向依次设有换料位、预拧位、复拧位和等待位;所述装配环线设有托盘;所述托盘沿装配方向重复经过换料位、预拧位、复拧位和等待位,所述换料位、预拧位和复拧位均设有顶升机构,所述顶升机构对应于托盘。
6.进一步地,所述托盘设有张紧机构和防转柱;所述张紧机构对应于工件底部;所述防转柱对应于工件的孔洞。
7.进一步地,所述预拧位包括送钉机和气动拧紧机构;所述送钉机的供料端对应于气动拧紧机构的拧紧端,所述气动拧紧机构通过电机驱动可沿x-双y导轨模组移动。
8.进一步地,所述复拧位包括电动复拧机构和喷枪机构;所述电动复拧机构通过电机驱动可沿x-双y导轨模组移动。
9.进一步地,所述存料区包括成品区、底座区、上盖区、隔板区和清洁吹气机构;所述机器人组件的夹持端配设有3d相机和2d相机;所述中转过渡平台设有吸盘更换组件,所述吸盘更换组件对应于机器人组件的夹持端。
10.进一步地,一种组立自动化生产线的装配方法,包括以下步骤:
11.步骤一,将底座物料和上盖物料分别放置于所述底座区和上盖区,所述机器人组件通过3d相机对底座拍照确认来料位置,并将底座夹取送至所述中转过渡平台,然后所述机器人组件通过2d相机对底座拍照确认倾斜情况,所述机器人组件根据倾斜情况将底座摆正后移送至换料位的托盘,手动操作所述张紧机构将底座卡紧;
12.步骤二,所述机器人组件通过3d相机对上盖拍照确认来料位置,并将上盖移动至
夹取送至所述清洁吹气机构上方,所述清洁吹气机构对上盖底部进行清洁,所述机器人组件将上盖移动至中转过渡平台并通过2d相机对上盖拍照确认倾斜情况,所述机器人组件根据倾斜情况将上盖摆正后移送至换料位的底座顶部;
13.步骤三,所述装配环线将托盘运送至预拧位,所述送钉机将螺钉供给至气动拧紧机构的拧紧端,所述气动拧紧机构的拧紧端对准托盘上的底座和上盖并将螺丝拧入设定位置;
14.步骤四,所述装配环线将托盘运送至复拧位,所述电动复拧机构对底座和上盖已经预拧的螺丝进行复拧,同时所述喷枪机构对底座和上盖进行喷码。
15.步骤五,所述装配环线将托盘运送至等待位,当所述托盘结束等待后进入换料位,所述机器人组件将托盘上的成品移送至成品区。
16.有益效果:本发明的一种组立自动化生产线及其装配方法可以在提高装配精度和效率的同时降低生产成本,包括但不限于以下技术效果:
17.1)通过2d相机对工件拍照可以及时摆正工件角度,以确保在装配时不会产生磕碰损坏;
18.2)设置对射传感器和限位顶针反复确认螺丝长度是否符合要求,可以基本避免由于螺丝长度不符导致脱丝或紧固程度不足。
附图说明
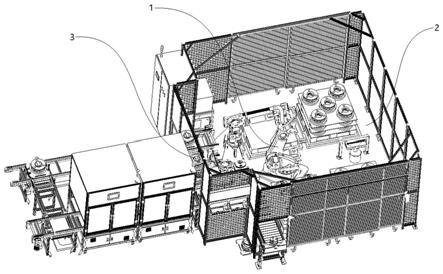
19.附图1为本发明的结构图;
20.附图2为本发明的俯视结构图;
21.附图3为本发明的装配环线的结构图;
22.附图4为本发明的托盘的结构图;
23.附图5为本发明的预拧位结构图;
24.附图6为本发明的复拧位结构图。
具体实施方式
25.下面结合附图对本发明作更进一步的说明。
26.如附图1-6:一种组立自动化生产线,包括机器人组件1、存料区2、中转过渡平台3和装配环线;所述机器人组件1的夹持端分别对应于存料区2、中转过渡平台3和装配环线的换料端;机器人组件1、从存料区2分次夹取工件到装配环线,并通过中转过渡平台3对工件进行摆正,装配环线对多个工件进行装配,最终成品通过机器人组件1放置于存料区2。
27.所述装配环线沿装配方向依次设有换料位41、预拧位42、复拧位43和等待位44;所述装配环线设有托盘45;所述托盘45沿装配方向重复经过换料位41、预拧位42、复拧位43和等待位44,所述换料位41、预拧位42和复拧位43均设有顶升机构,所述顶升机构对应于托盘45;每当托盘45抵达一个工位时,此工位的顶升机构将托盘45顶起,装配工序完成后将托盘45放回装配环线的运输线。
28.所述托盘45设有张紧机构451和防转柱453;所述张紧机构451对应于工件底部;所述防转柱453对应于工件的孔洞;张紧机构451可通过张紧螺丝与工件过盈配合从而固定工件,防转柱453可以防止工件由于震动等原因产生旋转。
29.所述预拧位42包括送钉机421和气动拧紧机构422;所述送钉机421的供料端对应于气动拧紧机构422的拧紧端,所述气动拧紧机构422通过电机驱动可沿x-双y导轨模组423移动;送钉机421通过振动盘供给螺丝,并通过对射传感器判断螺丝长短,将符合设定长度的螺丝送至气动拧紧机构422,在气动拧紧机构422拧紧螺丝前,通过限位顶针二次检测螺丝长度,通过检测后拧入工件。
30.所述复拧位43包括电动复拧机构431和喷枪机构;所述电动复拧机构431通过电机驱动可沿x-双y导轨模组423移动。
31.所述存料区2包括成品区21、底座区22、上盖区23、隔板区24和清洁吹气机构25;所述机器人组件1的夹持端配设有2d相机和3d相机;所述中转过渡平台3设有吸盘更换组件,所述吸盘更换组件对应于机器人组件1的夹持端;当单层物料取尽时,机器人组件1将夹持端切换为吸盘更换组件,以便将多余的隔板移送至隔板区24。
32.包括以下步骤:
33.步骤一,将底座物料和上盖物料分别放置于所述底座区22和上盖区23,所述机器人组件1通过3d相机对底座拍照确认来料位置,并将底座夹取送至所述中转过渡平台3,然后所述机器人组件1通过2d相机对底座拍照确认倾斜情况,所述机器人组件1根据倾斜情况将底座摆正后移送至换料位41的托盘45,手动操作所述张紧机构451将底座卡紧;
34.步骤二,所述机器人组件1通过3d相机对上盖拍照确认来料位置,并将上盖移动至夹取送至所述清洁吹气机构25上方,所述清洁吹气机构25对上盖底部进行清洁,所述机器人组件1将上盖移动至中转过渡平台3并通过2d相机对上盖拍照确认倾斜情况,所述机器人组件1根据倾斜情况将上盖摆正后移送至换料位41的底座顶部;
35.步骤三,所述装配环线将托盘45运送至预拧位42,所述送钉机421将螺钉供给至气动拧紧机构422的拧紧端,所述气动拧紧机构422的拧紧端对准托盘45上的底座和上盖并将螺丝拧入设定位置;
36.步骤四,所述装配环线将托盘45运送至复拧位43,所述电动复拧机构431对底座和上盖已经预拧的螺丝进行复拧,同时所述喷枪机构对底座和上盖进行喷码。
37.步骤五,所述装配环线将托盘45运送至等待位44,当所述托盘45结束等待后进入换料位41,所述机器人组件1将托盘45上的成品移送至成品区21。
38.以上所述仅是本发明的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1