一种冲压模具材料流入量的智能检测方法及装置与流程
1.本发明涉及模具材料流入量的检测技术领域,具体为一种冲压模具材料流入量的智能检测方法及装置。
背景技术:
2.对于冲压零件生产制造而言,材料流入量是一个非常重要的测量指标。其变化量决定着冲压零件的开裂、起皱、尺寸回弹等重点质量问题。影响材料流入量的因素比较多,比如压力、摩擦润滑、材料性能、机床状态、平衡块、拉延筋、模具发热、模具变形等。其中有的是客观存在因素,无法进行调整。调整的只能是其中的几个参数,而且需要人工手动干预,进行判断、确认。
3.一般来讲,当模具的裕度比较小时,材料流入量的微小变化,会导致生产不能持续,开裂或者起皱,抑或尺寸波动。为了应对生产,需要频繁调整各个参数,造成了大量的停机、返修、报废。这种情况经常发生,也是行业的痛点。目前,行业上大都采用人工用尺子测量的方法,与cae模拟分析结果或者参考样件进行对比,进而判断流入量的变化。
4.此种方法虽然简单,但是效率极低,占用大量设备资源,而且只能对特定条件下部分调试零件进行简单测量,无法批量采样。当材料或者其他因素波动导致材料流入量变化发生开裂,起皱以及尺寸波动的时候,无法及时预警,造成了大量的废品和不合格品,甚至流入下游车间,导致客户抱怨大,返修成本高。
技术实现要素:
5.(一)解决的技术问题
6.针对现有技术的不足,本发明提供了一种冲压模具材料流入量的智能检测方法及装置,解决了上述背景技术中提出的问题。
7.(二)技术方案
8.为实现上述目的,本发明提供如下技术方案:一种冲压模具材料流入量的智能检测方法及装置,所述冲压模具材料流入量的智能检测方法及装置包括如下操作步骤:
9.s1、将接触式测量仪或机器视觉检测系统中的相机安装在拉延之后工序模具上,接触式测量仪可以在不修边和正修边的地方安装,侧修边的地方受限于空间,结构上要提前预留,通常以第二序为主;安装相机尽量保证相机平面和对应检测平面平行;
10.s2、当拉延零件放到模具上后,设备通过编码器给接触式测量仪或相机一个信号,仪器开始运动并测量,接触式测量仪对数据采集,相机对图片采集;
11.s3、完成采集后,仪器或相机软件通过内部计算后将数据通过wifi或网线输送出来,软件界面可实时显示数据;
12.s4、软件可以将得到的数据和预设的数据进行比对,如果超出给定范围,就会发出预警信号,并将比对结果反馈给设备,设备会自动进行压力,涂油等参数调整,进而改变材料流入量在合理范围内,实现了模具的自适应自动化调整。
13.优选的,所述接触式测量仪上有传感器、探头、摄像头、信号指示灯,并配有蓝牙、wifi、usb等交互通信方式,便于数据传输及人机远程操作。
14.优选的,所述接触式测量仪安装具体步骤如下:
15.s1、将y1、y2、y3、y4这四个接触式测量仪器分别放在零件的四个关键位置,对材料流入量进行检测;
16.s2、四个仪器通过并联的方式与模具编码器连接;
17.s3、模具编码器与设备工作台连接,进行供电及信号数据传递;
18.s4、电脑和手机安装软件,可通过wifi或蓝牙的方式与测量仪器远程连接,界面可实时显示零件图片及对应位置的测量数据,并控制测量仪器。
19.优选的,所述相机安装具体步骤如下
20.s1、c1、c2、c3、c4是四个相机及光源系统,分别对零件的四个关键位置的材料流入量进行图片采集;
21.s2、四个相机通过并联的方式与工控机连接;
22.s3、工控机上装有图片分析处理软件,相机通过网线将图片发到软件上,软件可自动对图片进行算法处理并计算零件边界距离拉延筋的距离并保存起来;
23.s4、工控机与模具编码器相连接,模具编码器与设备工作台连接,进行供电及信号数据传递;
24.s5、通过手机或电脑安装远程控制软件,与工控机进行实时的数据交互。
25.优选的,所述工控机上可带一个到多个相机,可以根据需要进行选型,必要时装多个工控机。
26.优选的,所述接触式测量仪安装过程中,可以根据需要连接一个到多个测量仪器,理论设计最多不超过255个测量仪器。
27.优选的,所述接触式测量仪和相机可以根据需要进行串联并联,通过程序分组的方式,进行统一控制和管理。
28.优选的,所述机器视觉检测系统是通过相机拍照,然后经图像软件分析,处理及一些列算法计算后,测量出拉延筋距离零件边界的距离,所述机器视觉检测系统包括相机,镜头,光源系统,主机、软件系统,线缆配件等部件,也可以通过远程控制软件,获取实时的测量数据。
29.优选的,所述相机可以装在拉延或者拉延之后的模具上,所述接触式测量仪只能安装在拉延之后的模具。
30.(三)有益效果
31.本发明提供了一种冲压模具材料流入量的智能检测方法及装置,具备以下有益效果:
32.(1)、本发明接触式测量仪、机器视觉检测系统可以单独使用,也可以根据需要结合使用,都能够实现模具材料流入量的智能检测,自适应调整控制,其优点如下:
33.在线自动化批量测量,提高测量的精度和效率;
34.从检测,反馈预警到设备调整后再检测,实现了闭环控制,大大降低了停机率,废品率和返修率,降低了生产制造成本;
35.仪器或相机视觉系统结构简单,按安装便捷灵活,占用体积小,成本低;
36.配有蓝牙,wifi,usb等通信交互功能,人机操作友好,便捷;
37.积累了大量的历史数据,为问题分析,解决提供了参考依据。
附图说明
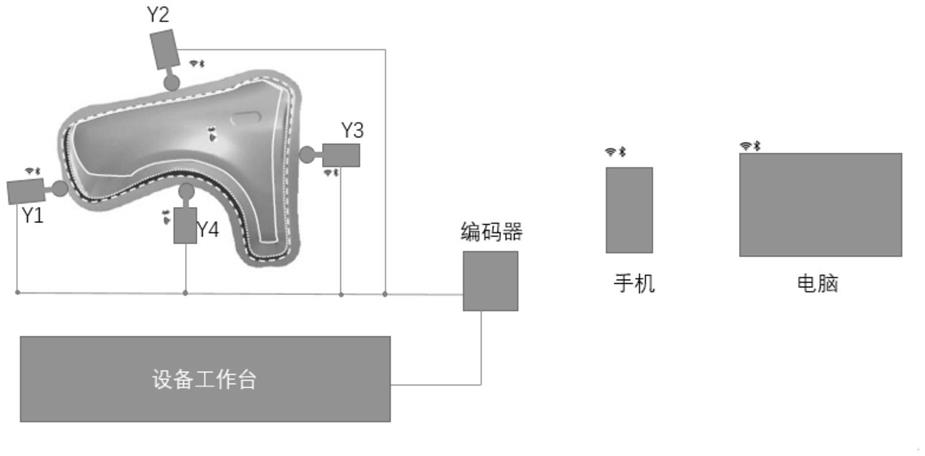
38.图1为本发明接触式测量仪结构示意图;
39.图2为本发明机器视觉检测系统结构示意图。
具体实施方式
40.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.如图1所示,本发明提供实施例1:
42.一种冲压模具材料流入量的智能检测方法及装置,冲压模具材料流入量的智能检测方法及装置包括如下操作步骤:
43.s1、将接触式测量仪安装在拉延之后工序模具上,接触式测量仪可以在不修边和正修边的地方安装,侧修边的地方受限于空间,结构上要提前预留,通常以第二序为主;
44.s2、当拉延零件放到模具上后,设备通过编码器给接触式测量仪一个信号,仪器开始运动并测量,接触式测量仪对数据采集;
45.s3、完成采集后,仪器通过内部软件计算后将数据通过wifi或网线输送出来,软件界面可实时显示数据;
46.s4、软件可以将得到的数据和预设的数据进行比对,如果超出给定范围,就会发出预警信号,并将比对结果反馈给设备,设备会自动进行压力,涂油等参数调整,进而改变材料流入量在合理范围内,实现了模具的自适应自动化调整。
47.进一步的,接触式测量仪上有传感器、探头、摄像头、信号指示灯,并配有蓝牙、wifi、usb等交互通信方式,便于数据传输及人机远程操作。
48.进一步的,接触式测量仪安装具体步骤如下:
49.s1、将y1、y2、y3、y4这四个接触式测量仪器分别放在零件的四个关键位置,对材料流入量进行检测;
50.s2、四个仪器通过并联的方式与模具编码器连接,可以根据需要连接一个到多个测量仪器,理论设计最多不超过255个测量仪器;
51.s3、模具编码器与设备工作台连接,进行供电及信号数据传递;
52.s4、电脑和手机安装软件,可通过wifi或蓝牙的方式与测量仪器远程连接,界面可实时显示零件图片及对应位置的测量数据,并控制测量仪器。
53.实施例1中,接触式测量仪原理是在伺服电机的带动下,丝杆上的探头移动时接触感应零件边界,并输出位移,通过与预先设定的数据比对,进而能够实现材料流入量的智能检测。
54.如图2所示,本发明提供实施例2:
55.一种冲压模具材料流入量的智能检测方法及装置,冲压模具材料流入量的智能检
测方法及装置包括如下操作步骤:
56.s1、将机器视觉检测系统中的相机安装在拉延或者拉延之后的模具上,相机平面和对应检测平面平行;
57.s2、当拉延零件放到模具上后,设备通过编码器给相机一个信号,仪器开始运动并测量,相机对图片采集;
58.s3、完成采集后,相机软件通过内部计算后将数据通过wifi或网线输送出来,软件界面可实时显示数据;
59.s4、软件可以将得到的数据和预设的数据进行比对,如果超出给定范围,就会发出预警信号,并将比对结果反馈给设备,设备会自动进行压力,涂油等参数调整,进而改变材料流入量在合理范围内,实现了模具的自适应自动化调整。
60.进一步的,相机安装具体步骤如下
61.s1、c1、c2、c3、c4是四个相机及光源系统,分别对零件的四个关键位置的材料流入量进行图片采集;
62.s2、四个相机通过并联的方式与工控机连接;
63.s3、工控机上装有图片分析处理软件,相机通过网线将图片发到软件上,软件可自动对图片进行算法处理并计算零件边界距离拉延筋的距离并保存起来,工控机上可带一个到多个相机,可以根据需要进行选型,必要时装多个工控机;
64.s4、工控机与模具编码器相连接,模具编码器与设备工作台连接,进行供电及信号数据传递;
65.s5、通过手机或电脑安装远程控制软件,与工控机进行实时的数据交互。
66.进一步的,机器视觉检测系统是通过相机拍照,然后经图像软件分析,处理及一些列算法计算后,测量出拉延筋距离零件边界的距离,机器视觉检测系统包括相机,镜头,光源系统,主机、软件系统,线缆配件等部件,也可以通过远程控制软件,获取实时的测量数据。
67.实施例2中,机器视觉检测系统是通过相机拍照,然后经图像软件分析,处理及一些列算法计算后,测量出拉延筋距离零件边界的距离,能够实现冲压模具材料流入量的智能检测。该装置包括相机,镜头,光源,主机及软件系统,连接线等部件;也可以通过远程控制软件,获取实时的测量数据。
68.如图1-2所示,本发明提供实施例3:
69.一种冲压模具材料流入量的智能检测方法及装置,冲压模具材料流入量的智能检测方法及装置包括如下操作步骤:
70.s1、将接触式测量仪安装在拉延之后工序模具上,机器视觉检测系统中的相机安装在拉延或者拉延之后的模具上,接触式测量仪可以在不修边和正修边的地方安装,侧修边的地方受限于空间,结构上要提前预留,通常以第二序为主,而相机平面和对应检测平面平行;
71.s2、当拉延零件放到模具上后,设备通过编码器给接触式测量仪和相机一个信号,仪器开始运动并测量,接触式测量仪对数据采集,相机对图片采集;
72.s3、完成采集后,仪器或相机软件通过内部计算后将数据通过wifi或网线输送出来,软件界面可实时显示数据;
73.s4、软件可以将得到的数据和预设的数据进行比对,如果超出给定范围,就会发出预警信号,并将比对结果反馈给设备,设备会自动进行压力,涂油等参数调整,进而改变材料流入量在合理范围内,实现了模具的自适应自动化调整。
74.进一步的,接触式测量仪上有传感器、探头、摄像头、信号指示灯,并配有蓝牙、wifi、usb等交互通信方式,便于数据传输及人机远程操作。
75.进一步的,接触式测量仪安装具体步骤如下:
76.s1、将y1、y2、y3、y4这四个接触式测量仪器分别放在零件的四个关键位置,对材料流入量进行检测;
77.s2、四个仪器通过并联的方式与模具编码器连接,接触式测量仪安装过程中,可以根据需要连接一个到多个测量仪器,理论设计最多不超过255个测量仪器;
78.s3、模具编码器与设备工作台连接,进行供电及信号数据传递;
79.s4、电脑和手机安装软件,可通过wifi或蓝牙的方式与测量仪器远程连接,界面可实时显示零件图片及对应位置的测量数据,并控制测量仪器。
80.进一步的,相机安装具体步骤如下
81.s1、c1、c2、c3、c4是四个相机及光源系统,分别对零件的四个关键位置的材料流入量进行图片采集;
82.s2、四个相机通过并联的方式与工控机连接;
83.s3、工控机上装有图片分析处理软件,相机通过网线将图片发到软件上,软件可自动对图片进行算法处理并计算零件边界距离拉延筋的距离并保存起来,工控机上可带一个到多个相机,可以根据需要进行选型,必要时装多个工控机;
84.s4、工控机与模具编码器相连接,模具编码器与设备工作台连接,进行供电及信号数据传递;
85.s5、通过手机或电脑安装远程控制软件,与工控机进行实时的数据交互。
86.进一步的,接触式测量仪和相机进行串联或并联,通过程序分组的方式,进行统一控制和管理。
87.进一步的,机器视觉检测系统是通过相机拍照,然后经图像软件分析,处理及一些列算法计算后,测量出拉延筋距离零件边界的距离,机器视觉检测系统包括相机,镜头,光源系统,主机、软件系统,线缆配件等部件,也可以通过远程控制软件,获取实时的测量数据。
88.实施例3中,根据需要机器视觉检测系统和接触式测量仪配合使用,对冲压模具材料流入量智能检测。
89.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
90.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换
和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1