一种密螺距螺纹肋锚杆钢筋的热轧工艺方法与流程
1.本发明涉及冶金技术领域,更具体地说,特别涉及一种密螺距螺纹肋锚杆钢筋的热轧工艺方法。
背景技术:
2.采用热轧工艺方法轧制的螺纹肋锚杆钢筋,因设备本身存在一定的间隙,且轧制前后有一定的前滑系数,故螺纹肋螺距越小,热轧生产难度越大。螺距4.5
±
0.15mm的螺纹肋锚杆,对肋精度最高,生产难度大,现有的工艺制得的螺距4.5
±
0.15mm的螺纹肋锚杆各项力学性能容易达不到要求。
技术实现要素:
3.本发明的目的在于提供一种具有优良的断后伸长率,满足锚杆钢筋的要求的密螺距螺纹肋锚杆钢筋的热轧工艺方法。
4.为了达到上述目的,本发明采用的技术方案如下:一种密螺距螺纹肋锚杆钢筋的热轧工艺方法,包括选用以下重量百分比化学成分:c:0.25~0.30%,si:0.40~0.60%,mn:1.40~1.60%,s≤0.030%,p≤0.030%,v:0.040~0.060%,o含量控制在50ppm以下,其余为fe及不可避免的杂质的钢坯;生产工艺采用转炉冶炼、lf炉精炼、强脱氧、炉底吹氩、小方坯连铸工序,冶炼出钢坯;钢坯进入轧钢加热炉加热;热坯进入粗中轧、预精轧及精轧区域,采用全线微张力技术和活套精准控制技术,轧后控冷,通过冷床保温罩保温,最终轧制出密螺距螺纹肋锚杆钢筋。
5.优选地,mg600zφ22密螺距螺纹肋锚杆钢筋包括选用以下重量百分比化学成分:c:0.25~0.30%,si:0.40~0.60%,mn:1.40~1.60%,s≤0.030%,p≤0.030%,v:0.040~0.060%,o含量控制在50ppm以下,其余为fe及不可避免的杂质的钢坯;生产工艺采用转炉冶炼、lf炉精炼、强脱氧、炉底吹氩、小方坯连铸工序,冶炼出钢坯;钢坯进入轧钢加热炉加热;热坯进入粗中轧、预精轧及精轧区域,采用全线微张力技术和活套精准控制技术,轧后控冷,通过冷床保温罩保温,最终轧制出mg600zφ22密螺距螺纹肋锚杆钢筋。
6.优选地,钢坯开轧温度960~1000℃。
7.优选地,控轧温度在940~980℃。
8.优选地,k1~k3进口导卫均采用滚动导卫。
9.优选地,k1轧辊连接轴采用新型曲柄式相位连接轴。
10.优选地,成品密螺距螺纹肋锚杆钢筋的螺距控制在4.5
±
0.15mm。
11.与现有技术相比,本发明的优点在于:本发明组合成分的钢坯采用“低温开轧+控制轧制”的工艺路线,将开轧温度设定为960~1000℃,精轧温度为940~980℃,采用全线微张力技术和活套精准控制技术,k1~
k3进口导卫全部采用滚动导卫,轧后控冷,冷床保温罩保温,制得的锚杆钢筋力学性能良好,具有优良的断后伸长率,满足锚杆钢筋的要求,能够实现密螺距4.5
±
0.15mm的锚杆钢筋稳定生产。
附图说明
12.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
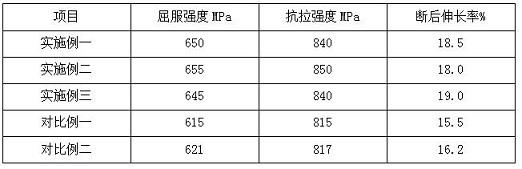
13.图1是本发明实施例与对比例钢筋的力学性能图表。
具体实施方式
14.下面结合附图对本发明的优选实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
15.实施例一一种密螺距螺纹肋锚杆钢筋mg600zφ22的热轧工艺方法,包括选用化学成分为c:0.25%,si:0.48%,mn:1.47%,s:0.020%,p:0.015%,v:0.046%,o含量:40ppm,其余为fe及不可避免的杂质的钢坯;其生产工艺采用转炉冶炼、lf炉精炼、强脱氧、炉底吹氩、小方坯连铸工序,冶炼出钢坯;合格钢坯进入轧钢加热炉加热,钢坯开轧温度985℃;热坯进入粗中轧、预精轧及精轧区域,采用全线微张力技术和活套精准控制技术,k1~k3进口导卫全部采用滚动导卫,控轧温度在950℃,轧后控冷,冷床保温罩保温,其k1轧辊连接轴采用新型曲轴式相位连接轴,螺距控制在4.52mm,最终轧制出密螺距螺纹肋锚杆钢筋mg600zφ22;其屈服强度为650mpa,抗拉强度为840mpa,断后伸长率为18.5%。
16.实施例二一种密螺距螺纹肋锚杆钢筋mg600zφ22的热轧工艺方法,包括选用化学成分为c:0.26%,si:0.52%,mn:1.46%,s:0.020%,p:0.018%,v:0.048%,o含量:40ppm,其余为fe及不可避免的杂质的钢坯;其生产工艺采用转炉冶炼、lf炉精炼、强脱氧、炉底吹氩、小方坯连铸工序,冶炼出钢坯;合格钢坯进入轧钢加热炉加热,钢坯开轧温度990℃;热坯进入粗中轧、预精轧及精轧区域,采用全线微张力技术和活套精准控制技术,k1~k3进口导卫全部采用滚动导卫,控轧温度在965℃,轧后控冷,冷床保温罩保温,其k1轧辊连接轴采用新型曲轴式相位连接轴,螺距控制在4.52mm,最终轧制出密螺距螺纹肋锚杆钢筋mg600zφ22;其屈服强度为655mpa,抗拉强度为850mpa,断后伸长率为18.0%。
17.实施例三一种密螺距螺纹肋锚杆钢筋mg600zφ22的热轧工艺方法,包括选用化学成分为c:0.30%,si:0.50%,mn:1.52%,s:0.024%,p:0.020%,v:0.050%,o含量:40ppm,其余为fe及不可避免的杂质的钢坯;其生产工艺采用转炉冶炼、lf炉精炼、强脱氧、炉底吹氩、小方坯连铸工序,冶炼出钢坯;合格钢坯进入轧钢加热炉加热,钢坯开轧温度980℃;热坯进入粗中轧、预精轧及精轧区域,采用全线微张力技术和活套精准控制技术,k1~k3进口导卫全部采用滚动导卫,控轧温度在972℃,轧后控冷,冷床保温罩保温,其k1轧辊连接轴采用新型曲轴式相
位连接轴,最终轧制出密螺距螺纹肋锚杆钢筋mg600zφ22,其屈服强度为645mpa,抗拉强度为840mpa,断后伸长率为19.0%,螺距控制在4.52mm。
18.对比例一本实施例与实施例三的区别在于,开轧温度为1020℃,并且无控轧;一种密螺距螺纹肋锚杆钢筋mg600zφ22的热轧工艺方法,包括选用化学成分为c:0.30%,si:0.50%,mn:1.52%,s:0.024%,p:0.020%,v:0.050%,o含量:40ppm,其余为fe及不可避免的杂质的钢坯;其生产工艺采用转炉冶炼、lf炉精炼、强脱氧、炉底吹氩、小方坯连铸工序,冶炼出钢坯;合格钢坯进入轧钢加热炉加热,钢坯开轧温度1020℃;热坯进入粗中轧、预精轧及精轧区域,采用全线微张力技术和活套精准控制技术,k1~k3进口导卫全部采用滚动导卫,无控轧,冷床保温罩保温,螺距控制在4.52mm,最终轧制出密螺距螺纹肋锚杆钢筋mg600zφ22,其屈服强度为615mpa,抗拉强度为815mpa,断后伸长率为15.5%。
19.对比例二本实施例与实施例二的区别在于,化学成分的重量百分比;一种密螺距螺纹肋锚杆钢筋mg600zφ22的热轧工艺方法,包括选用化学成分为c:0.32%,si:0.65%,mn:1.30%,s:0.035%,p:0.035%,v:0.065%,o含量:50ppm,其余为fe及不可避免的杂质的钢坯;其余为fe及不可避免的杂质的钢坯;其生产工艺采用转炉冶炼、lf炉精炼、强脱氧、炉底吹氩、小方坯连铸工序,冶炼出钢坯;合格钢坯进入轧钢加热炉加热,钢坯开轧温度990℃;热坯进入粗中轧、预精轧及精轧区域,采用全线微张力技术和活套精准控制技术,k1~k3进口导卫全部采用滚动导卫,控轧温度在965℃,轧后控冷,冷床保温罩保温,其k1轧辊连接轴采用新型曲轴式相位连接轴,螺距控制在4.52mm,最终轧制出密螺距螺纹肋锚杆钢筋mg600zφ22;其屈服强度为621mpa,抗拉强度为817mpa,断后伸长率为16.2%。
20.微张力工作原理是在相邻的两个机架之间实现无张力轧制,通过上游和下游机架的速度级联关系自动修正速度,保持金属秒流量相等,获得高质量的成品棒材;活套精准控制指的是自动控制技术,特别涉及对精轧机活套进行控制的技术。活套机构设置的第一个目的就是作为套量检测装置对机架之间的活套量进行测量,并通过活套高度控制系统的调节保持套量恒定,保证连轧过程稳定进行。活套机构设置的第二个目的是作为执行机构进行带钢恒定小张力控制,以避免拉钢、堆钢现象,尽可能减小各机架之间和各功能之间通过带钢张力的变化而产生的耦合和互扰。
21.如图一所示,经过对比数据得出,本发明组合成分的钢坯经过“低温开轧+控制轧制”的工艺路线,将开轧温度设定为960~1000℃,精轧温度为940~980℃,采用全线微张力技术和活套精准控制技术,k1~k3进口导卫全部采用滚动导卫,轧后控冷,冷床保温罩保温,制得的钢筋各项力学性能要优于对比例制得的钢筋。
22.虽然结合附图描述了本发明的实施方式,但是专利所有者可以在所附权利要求的范围之内做出各种变形或修改,只要不超过本发明的权利要求所描述的保护范围,都应当在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1