一种激光分束加工设备的制作方法
1.本发明涉及激光加工技术领域,具体而言,涉及一种激光分束加工设备。
背景技术:
2.在激光加工技术领域,常用f-θ镜头配合振镜进行加工,或者使用聚焦镜头配合电机进行加工,这些加工过程中,特别是使用聚焦镜头配合电机进行加工的,对于需要进行反复多次划线的加工场景,加工速率较慢。
3.为了提高加工的速率,常用衍射分束-聚焦的方法实现多光束同步加工。对于常规的聚焦镜头,点间距(h
m-h
m-1
)是一个与衍射级次m有关的量,当入射光束与聚焦透镜组轴线的夹角θ很小的时候,相邻聚焦光斑之间的间距近似相等;但是随着θ角度的增大,点间距则会出现较大偏差;并且此类聚焦镜头一般不具备平场性,焦平面是一个弧形面。也有使用标准f-θ镜头进行聚焦的,此类镜头虽然具有较大的视场和良好的平场性,但点间距也是一个与衍射级次m有关的量,当θ角度很小的时候,m的作用不明显,相邻聚焦光斑之间的间距近似相等;但是随着θ角度的增大,m的作用逐渐明显,点间距则会出现较大偏差。
4.可见,目前激光加工所用的镜头以普通聚焦镜头和标准f-θ镜头为主,用于多光束分束时,线间距误差过大,不能满足精密多光束加工的需求。
技术实现要素:
5.本发明的目的包括提供一种激光分束加工设备,实现精密多光束加工,保持各个子光束聚焦光斑之间的距离具有很好的精度。
6.本发明的实施例可以这样实现:
7.本发明提供一种激光分束加工设备,激光分束加工设备包括:
8.激光器,用于发射激光光束;
9.衍射分束器,用于接受激光光束,并将激光光束分成多束子光束;
10.f-sinθ聚焦透镜组,用于接受多束子光束,对子光束进行聚焦,并控制子光束在焦平面上的位置;
11.其中,衍射分束器输出的各级子光束满足布拉格方程:2dsinθ=mλ,f-sinθ聚焦透镜组满足成像关系:h=f*sinθ,其中,d为分束器周期常数,θ为入射光束与所述f-sinθ聚焦透镜组轴线的夹角,m为衍射光束级次,λ为所用的激光波长,h为聚焦光斑与所述f-sinθ聚焦透镜组轴线的距离;f为f-sinθ聚焦透镜组的焦距。
12.本发明实施例提供的激光分束加工设备的有益效果包括:
13.1.因为衍射分束器输出的各级子光束满足布拉格方程:2dsinθ=mλ,h与θ之间满足h=f*sinθ,所以在此成像关系下,h与衍射光束级次m之间满足:hm=f*sinθm=f*sin(arcsinmλ/2d)=f*mλ/2d,这样,点间距d=h
m-h
m-1
=fλ/2d,是一个与衍射光束级次m、θ无关的常量,说明随着入射光束级次的增加,聚焦光斑之间的距离保持相等,能保持较好的光斑间距精度,聚焦光斑均具有一致的聚焦效果和聚焦尺寸,进行激光多光束加工时满足精
密多光束加工的需求;
14.2.使用上述f-sinθ聚焦透镜组,配合衍射分束器进行激光分束加工,光学系统具有集成度高、结构紧凑、稳定、加工精度高以及加工效率高的特点。
15.在可选的实施方式中,f-sinθ聚焦透镜组包括扫描场镜、球面聚焦透镜组、非球面透镜组中的任意一种。
16.在可选的实施方式中,f-sinθ聚焦透镜组包括三片或四片球面透镜。
17.在可选的实施方式中,f-sinθ聚焦透镜组包括依次设置的第一透镜、第二透镜、第三透镜和第四透镜,第一透镜为负双凹透镜,第二透镜为凹面朝向入射侧的负弯月透镜,第三透镜为正双凸透镜,第四透镜为正双凸透镜。
18.这样,f-sinθ聚焦透镜组的四片透镜的光焦度分布为:负负正正,这样的光焦度分布能较好的校正系统场曲,使聚焦面具有较好的平场性,有益于材料加工,而且,第二透镜的凹面朝向入射方向,有利于引入桶形畸变,从而校正整个视场畸变量。
19.在可选的实施方式中,激光分束加工设备还包括:
20.激光光束整形器,设置在激光器与衍射分束器之间。
21.在可选的实施方式中,激光分束加工设备还包括:
22.间距调节模块,设置在衍射分束器与f-sinθ聚焦透镜组之间,间距调节模块用于调节多束子光束之间的间距。
23.这样,通过间距调节模块能够灵活调节多束子光束之间的间距,间距调节模块可以是固定倍率的透镜组,也可以是可变倍率的透镜组,还可以是可编程的空间光调制器。
24.在可选的实施方式中,间距调节模块包括固定倍率的透镜组、可变倍率的透镜组或可编程的空间光调制器中的任意一种。
25.在可选的实施方式中,激光分束加工设备还包括:
26.扩束镜,设置在激光器与衍射分束器之间,扩束镜用于调节激光光束的光束直径和发散角;和/或,
27.滤波掩膜板,设置在f-sinθ聚焦透镜组的出光侧,滤波掩膜板用于对激光光束进行滤光处理。
28.其中,扩束镜可以是手动调节的,也可以是电动调节的。激光器发射的激光光束经过扩束镜适当地扩束后,经过衍射分束器被分成所需的子光束,这些子光束经过间距调整模块,然后被f-sinθ聚焦透镜组聚焦到焦平面进行加工。
29.在可选的实施方式中,激光器包括固体激光器、气体激光器、半导体激光器、染料激光器或光纤激光器中的任意一种,衍射分束器为衍射光学元件或可编程的空间光调制器。
30.当然,激光器可以是单模激光器,也可以是多模激光器。衍射分束器的最小分束数量为1,最大分束数量视具体加工所需的数量而定。
31.在可选的实施方式中,f-sinθ聚焦透镜组的最大视场为
±
25
°
,衍射分束器的分束数量范围大于1,f-sinθ聚焦透镜组的焦距f的范围为:100mm~500mm。
32.在可选的实施方式中,多束子光束中相邻两束子光束之间的距离差不超过0.01mm;和/或相邻两束子光束的间隔范围为:0.5mm~20mm;和/或多束子光束的平行度偏差小于0.02
°
;和/或至少两束子光束的能量差不超过10%。
33.当然,相邻两束子光束之间的距离也可以视具体加工所需的间隔而定。多束子光束在待加工上基板上的多个激光光斑的尺寸视具体加工所需而定,可以为方形,也可以为圆形;激光光斑的最小尺寸为f-sinθ聚焦透镜组的衍射极限。
34.在可选的实施方式中,激光分束加工设备还包括:
35.加工平台,用于承载待加工的基板;
36.运动平台,运动平台与加工平台连接,用于驱动加工平台相对于f-sinθ聚焦透镜组运动。
37.在可选的实施方式中,多束子光束在待加工的基板上的多个激光光斑的绝对位置最大偏差不超过0.06mm,相对位置偏差不超过0.07%。
附图说明
38.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
39.图1为本发明实施例提供的激光分束加工设备的组成示意图;
40.图2为现有的f-θ镜头与本发明实施例提供的激光分束加工设备的绝对误差的比较;
41.图3为现有的f-θ镜头与本发明实施例提供的激光分束加工设备的相对误差的比较;
42.图4为实施例1中光斑位置误差和线间距误差分布示意图;
43.图5为实施例2中光斑的绝对位置误差和线间距误差分布示意图;
44.图6为实施例3中光斑的绝对位置误差和线间距误差分布示意图;
45.图7为本发明提供的一种实施例的f-sinθ聚焦透镜组的结构示意图;
46.图8为本发明提供的一种实施例的f-sinθ聚焦透镜组配合衍射分束器时的光路图。
47.图标:100-激光分束加工设备;1-激光器;2-扩束镜;3-反射镜;4-衍射分束器;5-间距调节模块;6-f-sinθ聚焦透镜组;61-第一透镜;62-第二透镜;63-第三透镜;64-第四透镜;65-保护玻璃;66-光阑面。
具体实施方式
48.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
49.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
50.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
51.在本发明的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
52.此外,若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
53.需要说明的是,在不冲突的情况下,本发明的实施例中的特征可以相互结合。
54.请参考图1,本实施例提供了一种激光分束加工设备100,激光分束加工设备100包括沿激光光束入射方向依次设置的激光器1、扩束镜2、反射镜3、衍射分束器4、间距调节模块5和f-sinθ聚焦透镜组6。
55.其中,激光器1用于发射激光光束。激光器1为固体激光器、气体激光器、半导体激光器、染料激光器或光纤激光器。当然,激光器1可以是单模激光器,也可以是多模激光器。
56.扩束镜2用于调节激光光束的光束直径和发散角。扩束镜2可以是手动调节的,也可以是电动调节的。
57.反射镜3用于将经过扩束镜2扩束后的激光光束反射至衍射分束器4。
58.衍射分束器4用于接受激光光束,并将激光光束分成多束子光束。经过衍射分束器4被分成所需的子光束。衍射分束器4为衍射光学元件或可编程的空间光调制器。衍射分束器4的最小分束数量为1,最大分束数量视具体加工所需的数量而定。
59.其中,衍射分束器4输出的各级子光束满足布拉格方程:2dsinθ=mλ,其中,d为分束器周期常数,θ为入射光束与f-sinθ聚焦透镜组6轴线的夹角,m为衍射光束级次,λ为所用的激光波长。
60.f-sinθ聚焦透镜组6用于接受多束子光束,对子光束进行聚焦,并控制子光束在焦平面上的位置,即控制各子光束均满足h=f*sinθ的关系。经过衍射分束器4被分成所需的子光束经过间距调整模块,然后被f-sinθ聚焦透镜组6聚焦到焦平面进行加工。
61.其中,f-sinθ聚焦透镜组6满足成像关系:h=f*sinθ,h为聚焦光斑与所述f-sinθ聚焦透镜组6轴线的距离;f为f-sinθ聚焦透镜组6的焦距。
62.其中,激光光束整形器设置在激光器1与衍射分束器4之间,用于调制激光相位,获得所需尺寸和形状的光斑。
63.激光光束整形器要求入射的激光光束为单模,激光光束的衍射因子m2《1.5;该激光光束整形器要求入射光束直径在1mm~15mm之间某个特定数值,优选为4mm~10mm;光束直径误差小于
±
10%,优选为小于
±
5%。采用衍射分束加工,激光光束的视场光阑位置可以严格处于f-sinθ透镜的视场光阑面重合,从而避免光斑的变形、旋转等畸变现象。基于f-sinθ镜头结合激光光束整形器得到的方形光斑能量分布均匀,形状方正、无畸变,光斑位置精度高,加工效率高。
64.间距调节模块5设置在衍射分束器4与f-sinθ聚焦透镜组6之间,间距调节模块5用于调节多束子光束之间的间距。这样,通过间距调节模块5能够灵活调节多束子光束之间的间距,间距调节模块5可以是固定倍率的透镜组,也可以是可变倍率的透镜组,还可以是可
编程的空间光调制器。
65.其中,相邻两束子光束之间的距离差不超过0.01mm。相邻两束子光束的间隔视具体加工所需的间隔而定,优选地,相邻两束子光束的间隔范围为:0.5mm~20mm,多束子光束的平行度偏差小于0.02
°
,至少两束子光束的能量差不超过10%。
66.因为衍射分束器4输出的各级子光束满足布拉格方程:2dsinθ=mλ,聚焦光斑位置h与入射光束角度θ之间满足h=f*sinθ,所以在此成像关系下,聚焦光斑位置h与衍射光束级次m之间满足:hm=f*sinθm=f*sin(arcsinmλ/2d)=f*mλ/2d,这样,点间距d=h
m-h
m-1
=fλ/2d,是一个与衍射光束级次m、θ无关的常量,说明随着入射光束级次的增加,聚焦光斑之间的距离保持相等,能保持较好的光斑间距精度,聚焦光斑均具有一致的聚焦效果和聚焦尺寸,进行激光多光束加工时满足精密多光束加工的需求。
67.而且,使用上述f-sinθ聚焦透镜组6,配合衍射分束器4进行激光分束加工,光学系统具有集成度高、结构紧凑、稳定、加工精度高以及加工效率高的特点。
68.f-sinθ聚焦透镜组6的最大视场为
±
25
°
,f-sinθ聚焦透镜组6的焦距f的范围为:100mm~500mm。
69.f-sinθ聚焦透镜组6包括扫描场镜、球面聚焦透镜组、非球面透镜组中的一种。f-sinθ聚焦透镜组6包括依次间隔设置的三片或四片球面透镜。
70.具体的,如图7和图8所示,f-sinθ聚焦透镜组6可以包括依次间隔的第一透镜61、第二透镜62、第三透镜63、第四透镜64和保护玻璃65,第一透镜61为负双凹透镜,第二透镜62为凹面朝向入射侧的负弯月透镜,第三透镜63为正双凸透镜,第四透镜64为正双凸透镜。具体地,激光光束从光阑面66入射,依次经过第一透镜61、第二透镜62、第三透镜63、第四透镜64和保护玻璃65。这样,f-sinθ聚焦透镜组6的四片透镜的光焦度分布为:负负正正,这样的光焦度分布能较好的校正系统场曲,使聚焦面具有较好的平场性,有益于材料加工,而且,第二透镜62的凹面朝向入射方向,有利于引入桶形畸变,从而校正整个视场畸变量。
71.其中,第一透镜61和第三透镜63的材料为光学玻璃,优选地,光学玻璃选用k9光学玻璃。第二透镜62和第四透镜64的材料为石英玻璃,优选地,石英玻璃选用熔融石英玻璃(f_silica)。这些材质不仅可以满足设计要求,同时成本低。
72.f-sinθ镜头的焦距f满足以下结构关系式:-0.9《f1/f《-0.5,-1.5《f2/f《-0.9,8《f3/f《1.3,5《f4/f《1.1,式中,f1为第一透镜61的焦距,f2为第二透镜62的焦距,f3为第三透镜63的焦距,f4为第四透镜64的焦距。这样的光焦度分布和材料选择能较好的校正系统场曲,使聚焦面具有较好的平场性。
73.优选地,f1/f=-0.69,f2/f=-1.14,f3/f=1.11,f4/f=0.86。此焦距比值下加工效果和精度更好。
74.其中,第一透镜61、第二透镜62、第三透镜63和第四透镜64均为球面镜或至少一个为非球面镜。优选均为球面镜,镜头成本更低。
75.为验证本实施例提供的f-sinθ镜头的设计满足要求,本实施例提供以下f-sinθ镜头的具体结构设计的实施例。
76.其中一个实施例的f-sinθ镜头的设计参数如下:
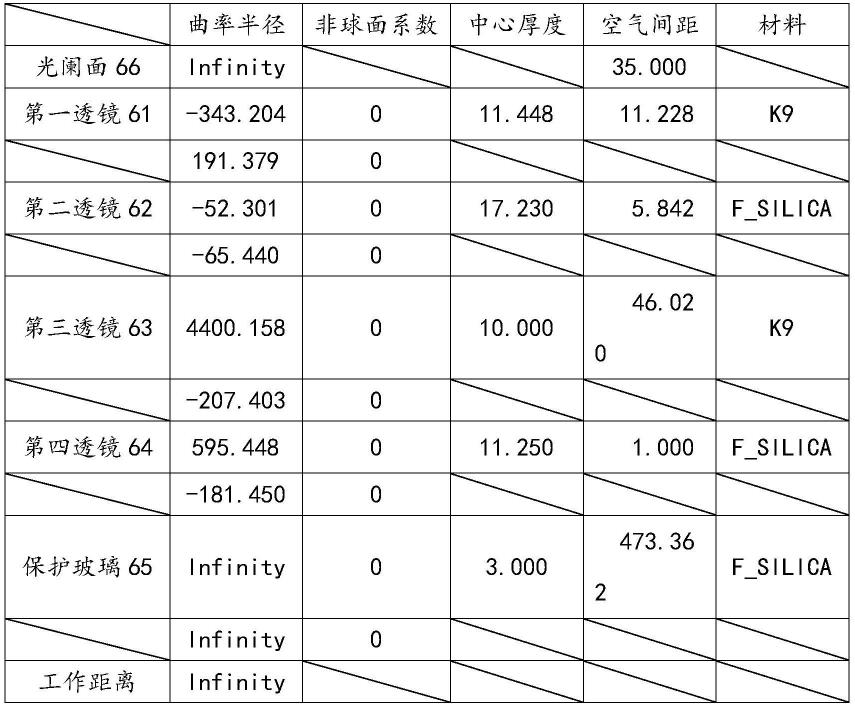
77.设计f-sinθ镜头的焦距f为350mm,第一透镜61、第二透镜62、第三透镜63和第四透镜64均为球面镜,入射的激光光束的波长为532nm、入射光束直径为11mm,并使f-sinθ镜头
的全视场达到衍射极限。f-sinθ镜头的具体结构设计参数如下,其中,曲率半径、中心厚度以及空气间距的单位均为mm,其中,空气间距表示该元件与后一元件的间隔距离:
[0078][0079]
f-sinθ镜头采用上述结构参数设计,使f-sinθ镜头的焦距f满足以下结构关系式:f1/f=-0.69,f2/f=-1.14,f3/f=1.11,f4/f=0.86,能较好的校正系统场曲,使聚焦面具有较好的平场性。
[0080]
在图7和图8中,入射的激光光束被衍射分束器分成了多束子光束,通过本技术设计的f-sinθ镜头,多束子光束均满足h=f*sinθ的关系。
[0081]
激光分束加工设备100还可以包括滤波掩膜板(图中未示出)、加工平台(图中未示出)和运动平台(图中未示出)。其中,滤波掩膜板设置在f-sinθ聚焦透镜组6的出光侧,滤波掩膜板用于对激光光束进行滤光处理。加工平台用于承载待加工的基板。运动平台与加工平台连接,用于驱动加工平台相对于f-sinθ聚焦透镜组6运动。
[0082]
多束激光光束在待加工上基板上的多个激光光斑的尺寸视具体加工所需而定,可以为方形,也可以为圆形;激光光斑的最小尺寸为f-sinθ聚焦透镜组6的衍射极限。多束子光束在待加工的基板上的多个激光光斑的绝对位置最大偏差不超过0.06mm,相对位置偏差不超过0.07%。
[0083]
请参阅图2和图3,图2中横轴为视场角,单位为
°
,纵轴为绝对误差,单位为μm,图3中横轴为视场角,单位为
°
,纵轴为相对误差。
[0084]
使用现有的标准焦距为330mm的f-θ镜头进行多光束加工,分束角度达到
±
16
°
时,对应的加工幅面为184mm*184mm,幅面边缘处的焦点位置对应的绝对误差约为1400μm,相对误差约为1.6%。
[0085]
使用本实施例提供的标准焦距为350mm的激光分束加工设备100进行激光多光束加工,分束角度达到
±
15.5
°
时,最外侧两个光斑之间的距离为187mm,幅面边缘处的焦点位置绝对误差约为60μm,相对误差约为0.07%(误差取决于f-sinθ聚焦透镜组6的畸变量)。
[0086]
为验证本实施例提供激光分束加工设备100的技术效果,本实施例提供以下激光分束加工设备100的具体应用实施例。
[0087]
实施例1
[0088]
用于182mm*182mm尺寸的太阳能电池perc工艺加工,划线数量为182根,间隔1mm。激光器1发出的激光光束经扩束镜2扩束后,经过衍射分束器4分束后,最终入射到f-sinθ聚焦透镜组6被聚焦到焦平面。
[0089]
入射激光的波长为532nm,激光光束经扩束后的光束直径为11mm;衍射分束器4使+1和-1级衍射光束之间的夹角为0.1637
°
,对应的聚焦光斑间隔为1mm,总分束数量为182束,对应的最大衍射级次为
±
181,这些子光束的连线与台面运动方向垂直,各个子光束之间的功率差异小于5%;f-sinθ聚焦透镜组6的焦距为350mm,设计最大入射光束的直径为14mm,最大视场角为
±
15.5
°
。将设置在衍射分束器4和f-sinθ聚焦透镜组6之间的间距调节模块5设置为1.0x。
[0090]
聚焦光斑尺寸为25μm,平行于台面运动方向的光斑间距为30μm,对应激光频率为20khz,入射激光总脉冲能量为5mj,总功率为100w;加工时,加工台面真空吸附硅片,以1.0m/s的速度通过焦平面,加工用时约0.18s,相对于振镜加工工艺,在时间上减少了64%。
[0091]
光斑的位置误差(绝对误差)和间距误差分布如图4所示。图4中,横轴表示光斑的编号,纵轴表示误差大小,单位:μm。从图4中可以看出,整体光斑位置误差最大为13μm,线间距误差小于2μm,整体图形精度误差小于1μm,满足perc工艺加工要求。
[0092]
对比例1
[0093]
采用常规f-θ镜头配合振镜扫描加工的方案进行振镜扫描加工,振镜加工速度为70m/s,激光功率为50w,总划线数量为182根,每根线长为182mm,单片用时约为0.5s;此加工过程中还需要对振镜进行繁琐的精密校正,使系统精度逐步满足要求,并且随着加工时间的推移,振镜存在一定的精度漂移,需要进行定期校准维护。此加工过程调试时间长,加工效率低。
[0094]
实施例2
[0095]
用于2000mm*1200mm尺寸的钙钛矿太阳能电池划线加工。划线方向平行于短边,间隔为10mm,总划线数量为192根,要求划线绝对精度优于15μm,线间距精度优于10μm。
[0096]
采用doe进行单次16分束加工,进行12次连续拼接,实现总划线数量192根。激光器1发出的光束经扩束镜2扩束后,经过衍射分束器4分束,最终入射到f-sinθ聚焦透镜组6被聚焦到焦平面。
[0097]
入射激光波长为532nm,激光光束扩束后的光束直径为8mm;衍射分束器4使+1和-1级衍射光束之间的夹角为1.6371
°
,对应的聚焦光斑间隔为10mm,单次加工中的分束数量为16束,对应的最大衍射级次为
±
15,这些子光束的连线与台面运动方向垂直,各个子光束之间的功率差异小于5%;f-sinθ聚焦透镜组6的焦距为350mm,设计最大入射光束直径为14mm,最大视场角为
±
15.5
°
。将设置在doe和f-sinθ聚焦透镜组6之间的间距调节模块5设置为1.0x。
[0098]
聚焦光斑尺寸为40μm,平行于台面运动方向的光斑间距为30μm,对应激光频率为50khz,入射激光总脉冲能量为100μj,总功率为50w;加工时,电池工件安装在加工平台,以1.5m/s的速度通过焦平面,单次通过耗时约1.5s,总耗时18s。
[0099]
光斑的位置误差和间距误差分布如图5所示。图5中,横轴表示光斑的编号,纵轴表示误差大小,单位:μm。从图5中可以看出,整体光斑的绝对位置误差最大为13μm,线间距误差小于6μm,整体图形精度误差小于1μm,满足加工精度要求。
[0100]
对比例2
[0101]
采用常规f-θ镜头进行doe分束加工,进行8分束加工;聚焦光斑尺寸为40μm,光斑间距为30μm,对应激光频率为50khz,入射激光总脉冲能量为50μj,总功率为25w;加工时,电池工件安装在加工平台,以1.5m/s的速度通过焦平面,单次通过耗时约1.5s,划线次数24次总耗时36s。划线绝对精度差于300μm,线间距精度差于50μm;划线次数24次,工件以1.5m/s的速度通过焦平面,单次通过耗时约1.5s,总耗时36s。此方案精度差,耗时长,不满足此类电池的加工需求。
[0102]
实施例3
[0103]
用于2000mm*1200mm尺寸的钙钛矿太阳能电池划线加工。划线方向平行于短边,间隔为8mm,总划线数量为240根,要求划线绝对精度优于15μm,线间距精度优于10μm。
[0104]
采用doe进行单次16分束加工,进行15次连续拼接,实现总划线数量240根。激光器1发出的光束经扩束镜2扩束后,经过衍射分束器4分束,最终入射到f-sinθ聚焦透镜组6被聚焦到焦平面。
[0105]
入射激光波长为532nm,激光光束扩束后的光束直径为6.4mm;衍射分束器4使+1和-1级衍射光束之间的夹角为1.6371
°
,对应的聚焦光斑间隔为10mm,单次加工中的分束数量为16束,对应的最大衍射级次为
±
15,这些子光束的连线与台面运动方向垂直,各个子光束之间的功率差异小于5%;f-sinθ聚焦透镜组6的焦距为350mm,设计最大入射光束直径为14mm,最大视场角为
±
15.5
°
。将设置在doe和f-sinθ聚焦透镜组6之间的间距调节模块5设置为1.25x,相应的光斑线间距将从10mm减小到8mm。
[0106]
聚焦光斑尺寸为40μm,平行于台面运动方向的光斑间距为30μm,对应激光频率为50khz,入射激光总脉冲能量为100μj,总功率为50w;加工时,电池工件安装在加工平台,以1.5m/s的速度通过焦平面,单次通过耗时约1.5s,总耗时22.5s。
[0107]
光斑的位置误差和间距误差分布如图6所示。图6中,横轴表示光斑的编号,纵轴表示误差大小,单位:μm。从图6中可以看出,整体光斑的绝对位置误差最大为12μm,线间距误差小于5μm,整体图形精度误差小于1μm,满足加工精度要求。
[0108]
对比例3
[0109]
采用常规f-θ镜头进行doe分束加工,进行8分束加工;聚焦光斑尺寸为40μm,光斑间距为30μm,对应激光频率为50khz,入射激光总脉冲能量为50μj,总功率为25w;加工时,电池工件安装在加工平台,以1.5m/s的速度通过焦平面,单次通过耗时约1.5s,划线次数30次总耗时45s。划线绝对精度差于300μm,线间距精度差于50μm;划线次数30次,工件以1.5m/s的速度通过焦平面,单次通过耗时约1.5s,总耗时45s。此方案精度差,耗时长,不满足此类电池的加工需求。
[0110]
本发明实施例提供的激光分束加工设备100的有益效果包括:
[0111]
1.因为衍射分束器4输出的各级子光束满足布拉格方程:2dsinθ=mλ,聚焦光斑位置h与入射光束角度θ之间满足h=f*sinθ,所以点间距:d=h
m-h
m-1
=fλ/2d,是一个与衍射光束级次m、θ无关的常量,随着入射光束级次的增加,聚焦光斑之间的距离保持相等,能保持较好的光斑间距精度,从而可以保持很高的间距精度,满足精密多光束加工的需求;
[0112]
2.使用上述f-sinθ聚焦透镜组6,配合衍射分束器4进行激光分束加工,光学系统具有集成度高、结构紧凑、稳定、加工精度高以及加工效率高的特点;
[0113]
3.加入了间距调节模块5,使得激光加工时,可以根据实际需求灵活调节线间距。
[0114]
以上,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1