大口径双金属复合管的对焊方法与装置与流程
1.本发明涉及到一种双金属复合管焊接技术,特别涉及一种大口径双金属复合管的对焊方法与装置。
背景技术:
2.双金属复合管具有含碳量高、耐冲击、热膨胀率低、耐压、耐高温的优点,双金属复合管已广泛应用于油田、化工、电力等工业领域,其适用范围越来越广泛,带来的经济、环境、社会效益也更加明显。双金属复合钢管是将镀锌钢管或焊管、无缝钢管和壁厚更薄的不锈钢管强力嵌合在一起的新型复合给水管材,也是一种更理想的管道升级换代产品。双金属复合钢管保留了两种不同材料内在的优点,互补了它们内在的不足,并且沿用了镀锌钢管传统成熟的安装方式和工艺,因此在使用中方便、可靠、卫生、安全。
3.双金属复合管通常覆层(不锈钢层)金属厚度在1~3毫米之间,基层(碳钢或低合金钢)金属厚度视承受压力强度而定,通常在6毫米以上。双金属复合管覆层负责抵抗腐蚀介质的腐蚀,基层承担需要的强度。现有的大口径双金属复合管适用于石油或者特种化学原料的输送,大口径双金属复合管的接口焊接非常重要,现有的大口径双金属复合管接口焊接采用对焊,但是其存在耐高温陶瓷环未被合理承托,耐高温陶瓷环稳定性和精准性不佳,同时外观的初始定位不佳,影响整体的焊接效果。
技术实现要素:
4.发明的目的在于提供一种大口径双金属复合管的对焊方法与装置,该发明具有稳定性好,同时多重定位能保证焊接处的精准性的优点,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种大口径双金属复合管的对焊方法,包括以下步骤:s1:切口,其中采用切割设备对外基管和内衬管进行切割,内衬管的端面平整无毛刺,外基管的端面无毛刺同时呈倾斜状;s2:对齐,其中将两组需要对向焊接的外基管和内衬管移放到外支撑组件上方,并将两组需要对向焊接的内衬管相对齐,即两根内衬管端面接触;s3:定位,其中对外支撑组件中的零件进行调整,使得外支撑组件完全夹紧两根外基管,两根外基管连接处留有呈v形的槽;s4:安装耐高温陶瓷环,将预设有容渣槽和通气孔的耐高温陶瓷环预置到内支撑组件的边缘处,再将内支撑组件安装到内衬管的内侧;s5:调整位置,即调整耐高温陶瓷环的安装位置,耐高温陶瓷环移动到内衬管的端面处,内衬管的端面位于耐高温陶瓷环容渣槽的正上方;s6:焊接,其中利用焊接枪对两组外基管和内衬管的连接处进行焊接,这样外基管和内衬管边缘处逐渐熔化,熔化的含杂质熔融物落到耐高温陶瓷环中;s7:充气,其中通过高压管道向耐高温陶瓷环中充入惰性气体,高压惰性气体使得
熔融物发生流动;s8:停止吹气快速合紧,即根据需求达到预定的熔融物流动要求后,停止吹气,并快速将对象的外基管和内衬管进行合紧;s9:冷却,使得熔融物得到很好的冷却,冷却后的熔融物将两组外基管1和内衬管2连接起来;s10:精修,在熔融物将两组外基管和内衬管连接后,通过精修的方式除去多余的渗出的金属残余,保证内衬管内腔壁光滑。
6.进一步的,s1切口过程中,内衬管相对于外基管延伸0.6-1mm,外基管的端面开设有1-1.5度的倾角。
7.本发明要解决的另一技术问题是提供一种大口径双金属复合管的对焊装置,外基管、内衬管、外支撑组件、内支撑组件和耐高温陶瓷环,耐高温陶瓷环安装在内支撑组件的边缘处,耐高温陶瓷环和内支撑组件均与内衬管的内壁接触连接,内衬管与外基管的内腔壁连接,外基管的外壁与外支撑组件接触连接。
8.进一步的,外支撑组件包括垫板、活动压板、基础座、支撑柱和弹片,基础座的顶面安装对称分布的两根支撑柱,支撑柱竖直设置,支撑柱的顶端安装垫板,垫板的顶端通过铰接的方式连接活动压板,活动压板还通过弹片连接垫板,垫板与外基管的外壁接触连接。
9.进一步的,垫板呈月牙状,垫板的外侧壁上和活动压板的外侧壁上均开设有卡位槽,弹片的一端伸入到此卡位槽的内侧。
10.进一步的,内支撑组件包括第一圆环、第二圆环、延伸轴和受压轮组,第一圆环和第二圆环分别安装在延伸轴的两端,第一圆环的外边缘安装耐高温陶瓷环,第二圆环的外侧安装均匀分布的受压轮组,受压轮组与内衬管的壁接触连接。
11.进一步的,受压轮组包括橡胶轮、轮框、柱块、套筒和复位弹簧,套筒安装在第二圆环的边缘处,套筒的内侧安装复位弹簧,复位弹簧的顶端与柱块接触,柱块与套筒的内腔壁活动连接,柱块的顶端安装轮框,轮框上安装橡胶轮,橡胶轮与与内衬管的壁接触连接。
12.进一步的,第一圆环、第二圆环和延伸轴三者的中心轴线相重合,第一圆环与第二圆环直径相同。
13.进一步的,耐高温陶瓷环的中心处设有容渣槽,耐高温陶瓷环的底面中心处开设有通气孔,容渣槽连通通气孔,耐高温陶瓷环通过此通气孔连接有高压惰性气体罐。
14.进一步的,耐高温陶瓷环通过其底端中心通气孔连接的高压惰性气体为氩气。
15.与现有技术相比,本发明的有益效果是:本发明提出的大口径双金属复合管的对焊方法与装置,其中焊接方法包括切口、对齐、定位、安装耐高温陶瓷环、调整位置、焊接、充气、停止吹气快速合紧、冷却和精修,对焊装置包括外基管、内衬管、外支撑组件、内支撑组件和耐高温陶瓷环,耐高温陶瓷环安装在内支撑组件的边缘处,其中内衬管布置在外基管的外侧,通过活动压板与垫板的配合,这样外基管就能得到有效的初始支撑,内支撑组件支撑耐高温陶瓷环,这样耐高温陶瓷环就能得到定位,整个对焊方法与装置使用时稳定性好,同时多重定位能保证焊接处的精准性。
附图说明
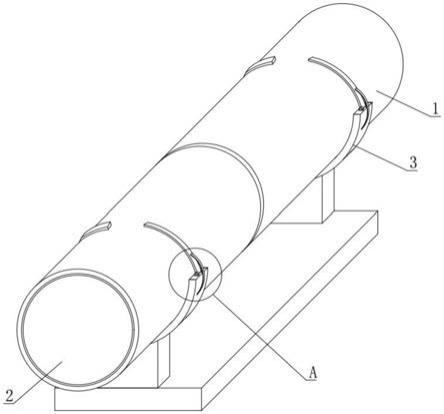
16.图1为本发明的整体结构安装效果示意图;
图2为本发明的a处结构放大示意图;图3为本发明的外支撑组件结构示意图;图4为本发明的整体结构侧视示意图;图5为本发明的整体结构正向示意图;图6为本发明的外支撑组件结构正向示意图;图7为本发明的内支撑组件安装位置示意图;图8为本发明的b处结构放大示意图;图9为本发明的内支撑组件结构示意图;图10为本发明的受压轮组结构示意图。
17.图中:1、外基管;2、内衬管;3、外支撑组件;31、垫板;32、活动压板;33、基础座;34、支撑柱;35、弹片;4、内支撑组件;41、第一圆环;42、第二圆环;43、延伸轴;44、受压轮组;441、橡胶轮;442、轮框;443、柱块;444、套筒;445、复位弹簧;5、耐高温陶瓷环。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.请参阅图1-图10,一种大口径双金属复合管的对焊装置,外基管1、内衬管2、外支撑组件3、内支撑组件4和耐高温陶瓷环5,耐高温陶瓷环5安装在内支撑组件4的边缘处,耐高温陶瓷环5和内支撑组件4均与内衬管2的内壁接触连接,内衬管2与外基管1的内腔壁连接,外基管1的外壁与外支撑组件3接触连接;其中内衬管2布置在外基管1的外侧,外基管1为整个管道的基础,外基管1为整个管道提供强度支持,内衬管2采用合金材料制成,内衬管2具有较佳的耐腐蚀性,内衬管2作为石油等液体的输送装置。
20.请参阅图3-图6,外支撑组件3包括垫板31、活动压板32、基础座33、支撑柱34和弹片35,基础座33的顶面安装对称分布的两根支撑柱34,支撑柱34竖直设置,支撑柱34的顶端安装垫板31,垫板31的顶端通过铰接的方式连接活动压板32,活动压板32还通过弹片35连接垫板31,垫板31与外基管1的外壁接触连接,外支撑组件3作为外基管1的支撑件,外基管1安装在垫板31上时,活动压板32可以压住外基管1的外壁,通过活动压板32与垫板31的配合,这样外基管1就能得到有效的初始支撑;其中垫板31呈月牙状,这样符合外基管1的外形,垫板31的外侧壁上和活动压板32的外侧壁上均开设有卡位槽,弹片35的一端伸入到此卡位槽的内侧,这样弹片35就能有很好的安装和定位。
21.请参阅图7-图10,内支撑组件4包括第一圆环41、第二圆环42、延伸轴43和受压轮组44,第一圆环41和第二圆环42分别安装在延伸轴43的两端,第一圆环41的外边缘安装耐高温陶瓷环5,第二圆环42的外侧安装均匀分布的受压轮组44,受压轮组44与内衬管2的壁接触连接,内支撑组件4用于伸入到内衬管2的内侧,内支撑组件4支撑耐高温陶瓷环5,这样耐高温陶瓷环5就能得到定位,受压轮组44用于维持内支撑组件4的稳定。受压轮组44包括橡胶轮441、轮框442、柱块443、套筒444和复位弹簧445,套筒444安装在第二圆环42的边缘处,套筒444的内侧安装复位弹簧445,复位弹簧445的顶端与柱块443接触,柱块443与套筒
444的内腔壁活动连接,柱块443的顶端安装轮框442,轮框442上安装橡胶轮441,橡胶轮441与与内衬管2的壁接触连接,第一圆环41、第二圆环42和延伸轴43三者的中心轴线相重合,第一圆环41与第二圆环42直径相同,稳定性更好。
22.耐高温陶瓷环5的中心处设有容渣槽,耐高温陶瓷环5的底面中心处开设有通气孔,容渣槽连通通气孔,耐高温陶瓷环5通过此通气孔连接有高压惰性气体罐,耐高温陶瓷环5通过其底端中心通气孔连接的高压惰性气体为氩气,其中在焊接的过程中,利用焊接枪对两组外基管1和内衬管2的连接处进行焊接,这样外基管1和内衬管2边缘处逐渐熔化,熔化的含杂质熔融物落到耐高温陶瓷环5中,可以通过高压管道向耐高温陶瓷环5中充入惰性气体,高压惰性气体使得熔融物发生流动。
23.请参阅图7-图8,大口径双金属复合管的对焊方法,包括以下步骤:第一步:切口,其中采用切割设备对外基管1和内衬管2进行切割,内衬管2的端面平整无毛刺,外基管1的端面无毛刺同时呈倾斜状,其中内衬管2相对于外基管1延伸0.6-1mm,外基管1的端面开设有1-1.5度的倾角,即内衬管2凸出一定距离,同时外基管1倾斜,这样在焊接的过程中,焊接熔融物料就能堆积在间隙中,便于后续的挤压;第二步:对齐,其中将两组需要对向焊接的外基管1和内衬管2移放到外支撑组件3上方,并将两组需要对向焊接的内衬管2相对齐,即两根内衬管2端面接触,此时两根内衬管2端面接触会存在极小的间隙,这样便于焊接时熔融物的稳定性流动;第三步:定位,其中对外支撑组件3中的零件进行调整,使得外支撑组件3完全夹紧两根外基管1,两根外基管1连接处留有呈v形的槽;第四步:安装耐高温陶瓷环5,将预设有容渣槽和通气孔的耐高温陶瓷环5预置到内支撑组件4的边缘处,再将内支撑组件4安装到内衬管2的内侧;第五步:调整位置,即调整耐高温陶瓷环5的安装位置,耐高温陶瓷环5移动到内衬管2的端面处,内衬管2的端面位于耐高温陶瓷环5容渣槽的正上方;第六步:焊接,其中利用焊接枪对两组外基管1和内衬管2的连接处进行焊接,这样外基管1和内衬管2边缘处逐渐熔化,熔化的含杂质熔融物落到耐高温陶瓷环5中;第七步:充气,其中通过高压管道向耐高温陶瓷环5中充入惰性气体,高压惰性气体使得熔融物发生流动,向耐高温陶瓷环5中充入的惰性气体可以为氩气,氩气能对耐高温陶瓷环5中的熔融物进行合理的分流;第八步:停止吹气快速合紧,即根据需求达到预定的熔融物流动要求后,停止吹气,并快速将对象的外基管1和内衬管2进行合紧,这样在耐高温陶瓷环5中的熔融物和焊接面的熔融物冷却后就将两个外基管1和内衬管2紧紧连接在一起;第九步:冷却,使得熔融物得到很好的冷却,冷却后的熔融物将两组外基管1和内衬管2连接起来;第十步:精修,在熔融物将两组外基管1和内衬管2连接后,通过精修的方式除去多余的渗出的金属残余,保证内衬管2内腔壁光滑,保证液体物料输送稳定性。
24.本大口径双金属复合管的对焊方法,包括以下步骤:即切口、对齐、定位、安装耐高温陶瓷环5、调整位置、焊接、充气、停止吹气快速合紧、冷却和精修,其中采用切割设备对外基管1和内衬管2进行切割,内衬管2的端面平整无毛刺,外基管1的端面无毛刺同时呈倾斜状,其中内衬管2相对于外基管1延伸0.6-1mm,外基管1的端面开设有1-1.5度的倾角,然后
将两组需要对向焊接的外基管1和内衬管2移放到外支撑组件3上方,并将两组需要对向焊接的内衬管2相对齐,即两根内衬管2端面接触,接着对外支撑组件3中的零件进行调整,使得外支撑组件3完全夹紧两根外基管1,两根外基管1连接处留有呈v形的槽,然后安装耐高温陶瓷环5,将预设有容渣槽和通气孔的耐高温陶瓷环5预置到内支撑组件4的边缘处,再将内支撑组件4安装到内衬管2的内侧,接着调整耐高温陶瓷环5的安装位置,耐高温陶瓷环5移动到内衬管2的端面处,内衬管2的端面位于耐高温陶瓷环5容渣槽的正上方,然后进行焊接,其中利用焊接枪对两组外基管1和内衬管2的连接处进行焊接,这样外基管1和内衬管2边缘处逐渐熔化,熔化的含杂质熔融物落到耐高温陶瓷环5中,并通过高压管道向耐高温陶瓷环5中充入惰性气体,高压惰性气体使得熔融物发生流动,一定时间后停止吹气快速合紧,即根据需求达到预定的熔融物流动要求后,停止吹气,并快速将对象的外基管1和内衬管2进行合紧,然后进行冷却,使得熔融物得到很好的冷却,冷却后的熔融物将两组外基管1和内衬管2连接起来,整个过程能使耐高温陶瓷环5就能得到准确定位,对焊方法与装置使用时稳定性好,同时多重定位能保证焊接处的精准性 ,实用性好,在进行大口径双金属复合管的对焊过程中需要一种大口径双金属复合管的对焊装置,对焊装置包括外基管1、内衬管2、外支撑组件3、内支撑组件4和耐高温陶瓷环5,耐高温陶瓷环5安装在内支撑组件4的边缘处,耐高温陶瓷环5和内支撑组件4均与内衬管2的内壁接触连接,内衬管2与外基管1的内腔壁连接,外基管1的外壁与外支撑组件3接触连接;其中内衬管2布置在外基管1的外侧,外基管1为整个管道的基础,外基管1为整个管道提供强度支持,内衬管2采用合金材料制成,内衬管2具有较佳的耐腐蚀性,内衬管2作为石油等液体的输送装置。外支撑组件3包括垫板31、活动压板32、基础座33、支撑柱34和弹片35,通过活动压板32与垫板31的配合,这样外基管1就能得到有效的初始支撑,其中垫板31呈月牙状,这样符合外基管1的外形,内支撑组件4包括第一圆环41、第二圆环42、延伸轴43和受压轮组44,内支撑组件4用于伸入到内衬管2的内侧,内支撑组件4支撑耐高温陶瓷环5,这样耐高温陶瓷环5就能得到定位,受压轮组44用于维持内支撑组件4的稳定,内支撑组件4的设置保证耐高温陶瓷环5的安装位置精准,提高焊接效果;耐高温陶瓷环5的中心处设有容渣槽,耐高温陶瓷环5的底面中心处开设有通气孔,容渣槽连通通气孔,耐高温陶瓷环5通过此通气孔连接有高压惰性气体罐,耐高温陶瓷环5通过其底端中心通气孔连接的高压惰性气体为氩气。
25.综上所述,本发明提出的大口径双金属复合管的对焊方法与装置,其中焊接方法包括切口、对齐、定位、安装耐高温陶瓷环5、调整位置、焊接、充气、停止吹气快速合紧、冷却和精修,对焊装置包括外基管1、内衬管2、外支撑组件3、内支撑组件4和耐高温陶瓷环5,耐高温陶瓷环5安装在内支撑组件4的边缘处,其中内衬管2布置在外基管1的外侧,通过活动压板32与垫板31的配合,这样外基管1就能得到有效的初始支撑,内支撑组件4支撑耐高温陶瓷环5,这样耐高温陶瓷环5就能得到定位,整个对焊方法与装置使用时稳定性好,同时多重定位能保证焊接处的精准性。
26.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备
所固有的要素。
27.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1