一种用于碳纤维复合材料的整形超快激光加工方法
1.本发明涉及超快激光加工技术领域,尤其涉及一种用于碳纤维复合材料的整形超快激光加工方法。
背景技术:
2.先进复合材料因其优良的理化性能、可设计性能等优点,广泛应用于航天、航空、兵器等军工领域和高端汽车、轨道交通等民用装备,其应用深度和广度正随着复合材料制备技术的不断成熟和装备设计性能提升而不断提高。其典型代表是以纤维作为增强或增韧体的碳纤维复合材料。以连续碳纤维增强树脂基复合材料为例,它一般通过单层预浸料经铺层和固化等工艺流程,形成预设厚度的材料或其制品,因此,沿材料厚度方向看,材料介观组织呈现典型的“碳纤维束或布-树脂-碳纤维束或布”交替的层合结构,在材料面内看,也一般为碳纤维束或布与基体材料的交替组织结构。
3.碳纤维制品在加工流程中通常存在减材质造工艺环节,例如切边、制孔、切群微缝隙,无论采用何种原理的加工能场,其理想效果是将基体材料和作为增强相或增韧相的碳纤维材料均质去除,这是保障加工断面齐整、结构尺寸精密的必要条件。然而,由于基体材料和碳纤维材料一般具有迥异的力学、热学、电学、光学、化学性质,因此,在某一能场作用下,这两种材料对该能场的响应不同,相应的去除特性或最优去除参数一般是不相同的。当采用激光能高能束能场加工时,这两种材料不同组分在介观尺度的去除特性一般是不同的,例如去除阈值、去除率,这造成了去除过程的非均质性,极易造成某一材料过去除而导致出现加工结构形状精度问题和结构边缘的变质问题。
4.以近红外超快激光加工碳纤维-树脂复合材料为例,碳纤维本征态为强吸光的良导体而树脂为透明或半透明的绝缘体,且二者的汽化点、汽化焓或热导率,均具有数量级的差异,这导致二者一般具有迥异的去除阈值和材料去除率,如果采用传统方法,那么一方面会因为碳纤维和树脂去除阈值的巨大差异而出现树脂和纤维刻蚀宽度不一的情况且由于树脂的多脉冲阈值更低,因此一般树脂层会产生过烧问题,另一方面,由于没有给出该怎样选择加工通量值f的方法,因此当激光束横向依次划过复合材料的“纤维-树脂-纤维”的交替结构时,极容出现刻蚀深浅交替的情况。即在使用超快激光加工时,不能将构成碳纤维复合材料的碳纤维材料和基体材料均匀去除。
技术实现要素:
5.针对现在有技术中存在的上述问题,本发明提供了一种
6.利用时域整形超快激光在具有非均质特性的碳纤维复合材料上实现均匀去除的方法。
7.本发明提供的用于碳纤维复合材料的整形超快激光加工方法中,所述碳纤维复合材料包括纤维材料和基体材料,
8.本发明提供的用于碳纤维复合材料的整形超快激光加工方法包括以下步骤:
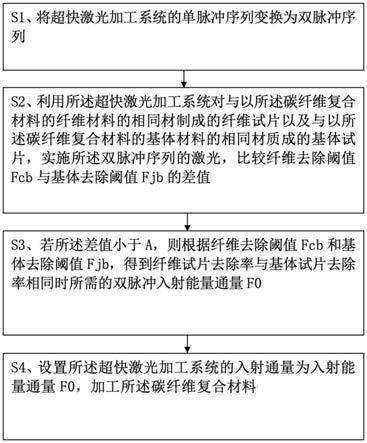
9.s1、将超快激光加工系统的单脉冲序列变换为双脉冲序列;
10.s2、利用所述超快激光加工系统对与以所述碳纤维复合材料的纤维材料的相同材质成的纤维试片以及与以所述碳纤维复合材料的基体材料的相同材质成的基体试片,实施所述双脉冲序列的激光,比较纤维去除阈值fcb与基体去除阈值fjb的差值;
11.s3、若所述差值小于a,则根据纤维去除阈值fcb和基体去除阈值fjb,得到纤维试片去除率与基体试片去除率相同时所需的双脉冲入射能量通量f0;
12.s4、设置所述超快激光加工系统的入射通量为入射能量通量f0,加工所述碳纤维复合材料。
13.本发明提供的用于碳纤维复合材料的整形超快激光加工方法,是克服了碳纤维复合材料因纤维材料和基体材料光性质和热性质迥异而难以实现在介观尺度的均匀去除的方法。碳纤维复合材料中的纤维材料的组分是一种类石墨的热和电的良导体,而基体材料的组分则为高分子聚合物或陶瓷等透明或半透明材料,其中,高分子聚合物是绝缘体材料;陶瓷是绝缘体或宽禁带半导体。纤维材料和基体材料的汽化点、汽化焓或热导率均具有数量级的差异。单脉冲序列可视为脉冲时间间隔时为零的特殊双脉冲序列,双脉冲序列是即将单个脉冲在时间轴上“一劈为二”引入不为零的脉冲时间间隔。将单脉冲序列在时域上整形为双脉冲序列时时,利用良导体材料的去除阈值、每去除深度的去除特性对延迟、对脉冲时间间隔依赖较弱,而绝缘体或体半导体材料则对延迟、对脉冲时间间隔强烈依赖的特性,可实现纤维材料和基体材料的去除阈值及其决定刻蚀宽度、每去除深度的去除特性调和为具有一致性。
14.具体地,虽然在脉冲时间间隔由零时,在多脉冲的作用下,基体材料的阈值量级约为纤维材料的一半,但当变换为具有一定脉冲时间间隔的双脉冲时,基体材料阈值几乎翻倍而纤维材料阈值几乎不变,这使得二者去除阈值趋同。由于高斯激光的去除阈值决定了刻蚀宽度,故此法实现了刻蚀宽度的趋同。此外,在深度方面,通过采用步骤s3中得到的纤维试片去除率与基体试片去除率相同时所需的双脉冲入射能量通量f0是能使得纤维材料和基材层加工深度趋同的能量通量,又保证了刻蚀深度的趋同。刻蚀宽度和深度的趋同,保证了纤维材料和基体材料去除特性的一致性。因此,本发明提供的用于碳纤维复合材料的整形超快激光加工方法,解决了传统超快激光去除过程的最基本单元存在的“不同材料组分的体积去除率不一致”的问题,保障了在非均质的碳纤维复合材料上实现精密切边、制孔等加工,是精密加工方法。
15.根据本发明的一个方面,
16.在步骤s1中,利用传输光路中的时域脉冲整形器,将单脉冲序列变换为双脉冲序列,其中,双脉冲中两个子脉冲之间具有时间间隔τ,所述时间间隔τ的可调范围为[τ1,τ2];
[0017]
在步骤s2中,在与所述纤维试片和所述基体试片上,使用所述双脉冲序列的激光,测算出纤维试片的纤维去除阈值fcb与基体试片的基体去除阈值fjb,并测算出每叩击的纤维平均去除深度dc和基体平均去除深度dj;
[0018]
比较纤维去除阈值fcb与基体去除阈值fjb的差值a,若差值a范围在3%-50%,则继续实施所述步骤s3;
[0019]
在步骤s3中,根据纤维叩击去除阈fcb及每叩击的纤维平均去除深度dc的对应关系和基体去除阈值fjb及每叩击的基体平均去除深度dj的对应关系,得到所述纤维试片去
除率与所述基体试片去除率相同时所需的双脉冲入射能量通量f0,并根据所述双脉冲入射能量通量f0计算出可使用的双脉冲重复频率的频率上限fmax;
[0020]
在步骤s4中,将所述碳纤维复合材料放置在超快激光系统的承载与运动平台上,设置双脉冲频率f、双脉冲总能量e,其中双脉冲频率f≤所述频率上限fmax,双脉冲总能量e对应的峰值通量为双脉冲入射能量通量f0,使用超快激光系统对所述碳纤维复合材料进行加工。
[0021]
本发明提供的用于碳纤维复合材料的整形超快激光加工方法,是利用绝缘体、半导体材、金属或类金属在超快激光作用下的非线性或线性吸收原理及不同的吸收原理决定的不同的材料去除率和去除效率机理、边缘热损伤控制机理,通过综合控制光斑重叠率、入射双脉冲通量等参数,综合调控碳纤维复合材料去除效率和加工损伤的方法。一方面,作为宽禁带半导体或绝缘体,高分子聚合物、陶瓷材料等碳纤维材料的基体材料在超快激光作用的光吸收过程为非线性吸收,存在著名的近饱和效应:即当加工通量值f达到材料去除阈值并稍微增加后,单次冲击刻蚀深度d迅速增加,并很快在通量值f达到几倍去除阈值以后纤维函数关系式的曲线与基体函数关系式d(f)的曲线将趋向于饱和;而作为类金属材料的碳纤维材料由于光吸收过程为线性吸收主导,则不存在近饱和效应:在达到几倍阈值以后,其d(f)曲线将继续增加。这为按照步骤s3得到纤维试片去除率与基体试片去除率相同时所需的双脉冲入射能量通量f0奠定了可能。另一方面,纤维试片去除率与基体试片去除率相同时所需的双脉冲入射能量通量f0一般位于纤维材料和基体材料的共同阈值的3ˉ10倍数之间,材料去除效率即单位时间内耗费单位能量所能去除的材料体积,根据线性吸收及非线性吸收的加工效率理论,该取值与使材料去除效率最大化的通量值相接近。此外,对于碳纤维复合材料,加工通量能调配用于材料去除和用于热损伤之间的能量分配,纤维试片去除率与基体试片去除率相同时所需的双脉冲入射能量通量f0的大小一般能使得热损伤至少处于各种不同通量值下热损伤的中等水平。因此,综合来看,本发明提供的用于碳纤维复合材料的整形超快激光加工方法,充分利用了纤维材料和基体材料不同的吸收机机理,是在精密性前提下能够实现加工高效、低加工热损伤的方法。
[0022]
根据本发明的一个方面,
[0023]
所述步骤s2中,所述初始次数n的范围为50次-200次;
[0024]
在与所述纤维试片上,使用所述双脉冲序列的激光和多个不同的大于所述纤维试片的去除阈值的纤维用能量通量fc,在同一位置叩击初始次数n,测算出所述纤维试片在初始次数n下的纤维去除阈值fcb,并测算出每叩击的纤维平均去除深度dc;
[0025]
在所述基体试片上,使用所述双脉冲序列的激光和多个不同的大于所述基体试片的去除阈值的基体用能量通量fj,在同一位置以初始次数n叩击,测算出所述基体试片在初始次数n下的基体去除阈值fjb,并测算出每叩击的基体平均去除深度dj;
[0026]
比较在叩击了初始次数n后得到的纤维去除阈值fcb与基体去除阈值fjb,若纤维去除阈值fcb与基体去除阈值fjb之间的差值范围为3%-50%,则继续实施所述步骤s3。
[0027]
根据本发明的一个方面,
[0028]
所述步骤s2中,所述初始次数n的范围为50次-200次;
[0029]
在与所述纤维试片上,使用所述双脉冲序列的激光和多个不同的大于所述纤维试片的去除阈值的纤维用能量通量fc,在同一位置叩击初始次数n,测算出所述纤维试片在初
始次数n下的纤维去除阈值fcb,并测算出每叩击的纤维平均去除深度dc;
[0030]
在所述基体试片上,使用所述双脉冲序列的激光和多个不同的大于所述基体试片的去除阈值的基体用能量通量fj,在同一位置以初始次数n叩击,测算出所述基体试片在初始次数n下的基体去除阈值fjb,并测算出每叩击的基体平均去除深度dj;
[0031]
比较在叩击了初始次数n后得到的纤维去除阈值fcb与基体去除阈值fjb,若纤维去除阈值fcb与基体去除阈值fjb之间的差值范围为<3%或大于50%,则跳转至步骤s1,根据所述时间间隔τ的可调范围为[τ1,τ2],调整所述时间间隔τ后再执行所述步骤s2以及所述步骤s3。
[0032]
根据本发明的一个方面,
[0033]
在所述步骤s3中,
[0034]
根据纤维去除阈值fcb及每叩击的纤维平均去除深度dc,得到纤维去除阈值fcb及每叩击的纤维平均去除深度dc的纤维函数关系式;
[0035]
根据基体去除阈值fjb及每叩击的基体平均去除深度dj,得到基体去除阈值fjb及每叩击的基体平均去除深度dj的基体函数关系式;
[0036]
找出纤维函数关系式的曲线与基体函数关系式的曲线的交点,获得此交点的横坐标,即获得所述纤维试片去除率与所述基体试片去除率相同时所需的双脉冲入射能量通量f0,根据所述双脉冲入射能量通量f0计算出双脉冲总能量e的相应数值,根据双脉冲总能量e和超快激光系统的激光总功率p,计算双脉冲重复频率的频率上限fmax。
[0037]
本发明提供的用于碳纤维复合材料的整形超快激光加工方法,仅通过按照步骤s3得到的纤维函数关系式与基体函数关系式的曲线的交点的横坐标即可得到纤维试片去除率与基体试片去除率相同时所需的双脉冲入射能量通量f0,即可快速定位所需施加的加工能量;且提供了通过调整两个子脉冲时间间隔τ满足不同预设精度需求。
[0038]
根据本发明的一个方面,
[0039]
所述步骤s4中,
[0040]
将所述碳纤维复合材料放置在超快激光系统承载与运动平台上,设置双脉冲总能量e,加工激光束的扫描速度v,双脉冲频率f、聚焦光斑直径d、聚焦光斑的重叠率o,设置完成上述参数后使用所述超快激光系统对所述碳纤维复合材料的加工结构进行加工,其中,通过调整加工激光束的扫描速度v使得双脉冲频率f≤所述频率上限fmax。
[0041]
根据本发明的一个方面,
[0042]
所述步骤s4中,双脉冲中的两个子脉冲的持续时间tp的范围均为35fs-3ps。
[0043]
根据本发明的一个方面,
[0044]
所述步骤s1中,双脉冲中两个子脉冲的时间间隔τ的取值区间[τ1,τ2]=[0,100ps]。
[0045]
特别地,当两个子脉冲的时间间隔τ的取值为0时,即实际上不对原始的单脉冲序列进行双脉冲整形时,虽然纤维去除阈值fcb与基体去除阈值fjb必然存在差异,但会落在预设精度范围3%-50%内,因此,此时仅利用了步骤s2、s3和s4的方法即完成了预设精度的均匀去除。因此,本发明提供的是计算量小、精度高且灵活可控的方法。
[0046]
根据本发明的一个方面,
[0047]
在所述步骤s4中,光斑重叠率o的取值区间[o1,o2]=[20%,80%],其中,光斑重
叠率o按照下式计算:
[0048]
o=1-v/df
[0049]
式中,v是加工激光束的扫描速度,d是聚焦光斑直径,f是双脉冲频率。
[0050]
根据本发明的一个方面,
[0051]
所述碳纤维复合材料的基体的材料为高分子聚合物或陶瓷材料。
[0052]
本发明具有如下的有益效果:能够实现碳纤维复合材料的均匀去除,有利于实现加工结构轮廓尺寸和加工界面的精度,也有利于降低加工结构的边缘热损伤。本发明在介观尺度上提供了在超快激光加工中能够实现碳纤维的纤维材料和树脂的基体材料的刻蚀宽与深均趋同的方法,即碳纤维复合材料的均匀去除。由于每个脉冲的刻蚀是脉冲激光切割、铣、钻等工艺方法的最基本单元,因此一旦在最基本单元上实现了均质去除,那么将最大限度地保障通过往复刻蚀形成的微小或者宏观结构的边缘的齐整,从而有利于结构尺寸的精密加工。
附图说明
[0053]
图1为本发明的用于碳纤维复合材料的整形超快激光加工方法的一个实施例的流程图;
[0054]
图2为本发明的用于碳纤维复合材料的整形超快激光加工方法的另一个实施例的流程图;
[0055]
图3为超快激光加工系统中的光路子系统示意图;
[0056]
图4为本发明的用于碳纤维复合材料的整形超快激光加工方法的另一个实施例的纤维函数关系式的曲线与基体函数关系式的曲线;
[0057]
图5为使用单脉冲序列时的纤维函数关系式的曲线与基体函数关系式的曲线。
[0058]
附图编号:1-超快激光加工系统;2-脉冲时域整形器;3-光束聚焦系统;4-碳纤维复合材料;5-承载与运动平台;
具体实施方式
[0059]
为了更清楚地说明本发明实施方式或现有技术中的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是本发明的一些实施方式,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0060]
下面结合附图和具体实施方式对本发明作详细地描述,实施方式不能在此一一赘述,但本发明的实施方式并不因此限定于以下实施方式。
[0061]
根据图1所示,本发明提供的用于碳纤维复合材料的整形超快激光加工方法的一个实施例中,碳纤维复合材料4包括纤维材料和基体材料,
[0062]
在该实施例中提供的用于碳纤维复合材料的整形超快激光加工方法包括以下步骤:
[0063]
s1、将超快激光加工系统1的单脉冲序列变换为双脉冲序列;
[0064]
s2、利用超快激光加工系统1对与以碳纤维复合材料4的纤维材料的相同材质成的纤维试片以及与以碳纤维复合材料4的基体材料的相同材质成的基体试片,实施双脉冲序
列的激光,比较纤维去除阈值fcb与基体去除阈值fjb的差值;
[0065]
s3、若差值小于a,则根据纤维去除阈值fcb和基体去除阈值fjb,得到纤维试片去除率与基体试片去除率相同时所需的双脉冲入射能量通量f0;
[0066]
s4、设置超快激光加工系统1的双脉冲总能量e对应的峰值通量为双脉冲入射能量通量f0,加工碳纤维复合材料4。
[0067]
该实施例提供的用于碳纤维复合材料的整形超快激光加工方法,是克服了碳纤维复合材料4因纤维材料和基体材料光性质和热性质迥异而难以实现在介观尺度的均匀去除的方法。碳纤维复合材料4中的纤维材料的组分是一种类石墨的热和电的良导体,而基体材料的组分则为高分子聚合物或陶瓷等透明或半透明材料,其中,高分子聚合物是绝缘体材料;陶瓷是绝缘体或宽禁带半导体。纤维材料和基体材料的汽化点、汽化焓或热导率均具有数量级的差异。单脉冲序列可视为脉冲时间间隔时为零的特殊双脉冲序列,双脉冲序列是即将单个脉冲在时间轴上“一劈为二”引入不为零的脉冲时间间隔。将单脉冲序列在时域上整形为双脉冲序列时时,利用良导体材料的去除阈值、每去除深度的去除特性对延迟、对脉冲时间间隔依赖较弱,而绝缘体或体半导体材料则对延迟、对脉冲时间间隔强烈依赖的特性,可实现纤维材料和基体材料的去除阈值及其决定刻蚀宽度、每去除深度的去除特性调和为具有一致性。
[0068]
具体地,虽然在脉冲时间间隔为零时,在多脉冲的作用下,基体材料的阈值量级约为纤维材料的一半,但当变换为具有一定脉冲时间间隔的双脉冲时,基体材料阈值几乎翻倍而纤维材料阈值几乎不变,这使得二者去除阈值趋同。由于高斯激光的去除阈值决定了刻蚀宽度,故此法实现了刻蚀宽度的趋同。此外,在深度方面,通过采用步骤s3中得到的纤维试片去除率与基体试片去除率相同时所需的双脉冲入射能量通量f0是能使得纤维材料和基材层加工深度趋同的能量通量,又保证了刻蚀深度的趋同。刻蚀宽度和深度的趋同,保证了纤维材料和基体材料去除特性的一致性。因此,本实施例提供的用于碳纤维复合材料的整形超快激光加工方法,解决了传统超快激光去除过程的最基本单元存在的“不同材料组分的体积去除率不一致”的问题,保障了在非均质的碳纤维复合材料4上实现精密切边、制孔等加工,是精密加工方法。
[0069]
在该实施例中,
[0070]
在步骤s1中,利用传输光路中的时域脉冲整形器,将单脉冲序列变换为双脉冲序列,其中,双脉冲中两个子脉冲之间具有时间间隔τ,时间间隔τ的可调范围为[τ1,τ2];
[0071]
在步骤s2中,在与纤维试片和基体试片上,使用双脉冲序列的激光,测算出纤维试片的纤维去除阈值fcb与基体试片的基体去除阈值fjb,并测算出每叩击的纤维平均去除深度dc和基体平均去除深度dj;
[0072]
比较纤维去除阈值fcb与基体去除阈值fjb的差值a,若差值a范围在3%-50%,则继续实施步骤s3;
[0073]
在步骤s3中,根据纤维去除阈值fcb及每叩击的纤维平均去除深度dc的对应关系和基体去除阈值fjb及每叩击的基体平均去除深度dj的对应关系,得到纤维试片去除率与基体试片去除率相同时所需的双脉冲入射能量通量f0,并根据双脉冲入射能量通量f0计算出可使用的双脉冲重复频率的频率上限fmax;
[0074]
在步骤s4中,将碳纤维复合材料4放置在超快激光加工系统1的承载与运动平台5
上,设置双脉冲频率f、双脉冲总能量e,其中双脉冲频率f≤频率上限fmax,双脉冲总能量e对应的峰值通量为双脉冲入射能量通量f0,使用超快激光加工系统1对碳纤维复合材料4进行加工。
[0075]
在该实施例中提供的用于碳纤维复合材料的整形超快激光加工方法,是利用绝缘体、半导体材、金属或类金属在超快激光作用下的非线性或线性吸收原理及不同的吸收原理决定的不同的材料去除率和去除效率机理、边缘热损伤控制机理,通过综合控制光斑重叠率、入射双脉冲通量等参数,综合调控碳纤维复合材料4去除效率和加工损伤的方法。一方面,作为宽禁带半导体或绝缘体,高分子聚合物、陶瓷材料等碳纤维材料的基体材料在超快激光作用的光吸收过程为非线性吸收,存在著名的近饱和效应:即当加工通量值f达到材料去除阈值并稍微增加后,单次冲击刻蚀深度d迅速增加,并很快在通量值f达到几倍去除阈值以后d(f)曲线将趋向于饱和;而作为类金属材料的碳纤维材料由于光吸收过程为线性吸收主导,则不存在近饱和效应:在达到几倍阈值以后,其d(f)曲线将继续增加。这为按照步骤s3得到纤维试片去除率与基体试片去除率相同时所需的双脉冲入射能量通量f0奠定了可能。另一方面,纤维试片去除率与基体试片去除率相同时所需的双脉冲入射能量通量f0一般位于纤维材料和基体材料的共同阈值的3ˉ10倍数之间,材料去除效率即单位时间内耗费单位能量所能去除的材料体积,根据线性吸收及非线性吸收的加工效率理论,该取值与使材料去除效率最大化的通量值相接近。此外,对于碳纤维复合材料4,加工通量能调配用于材料去除和用于热损伤之间的能量分配,纤维试片去除率与基体试片去除率相同时所需的双脉冲入射能量通量f0的大小一般能使得热损伤至少处于各种不同通量值下热损伤的中等水平。因此,综合来看,本实施例提供的用于碳纤维复合材料的整形超快激光加工方法,充分利用了纤维材料和基体材料不同的吸收机机理,是在精密性前提下能够实现加工高效、低加工热损伤的方法。
[0076]
在该实施例中,
[0077]
步骤s2中,初始次数n的范围为50次-200次;
[0078]
在与纤维试片上,使用双脉冲序列的激光和多个不同的大于纤维试片的去除阈值的纤维用能量通量fc,在同一位置叩击的初始次数n,测算出纤维试片在初始次数n下的纤维去除阈值fcb,并测算出每叩击的纤维平均去除深度dc;
[0079]
在与基体试片上,使用双脉冲序列的激光和多个不同的大于基体试片的去除阈值的基体用能量通量fj,在同一位置以叩击的初始次数n叩击,测算出基体试片在初始次数n下的基体去除阈值fjb,并测算出每叩击的基体平均去除深度dj;
[0080]
比较在叩击了初始次数n后得到的纤维去除阈值fcb与基体去除阈值fjb,若纤维去除阈值fcb与基体去除阈值fjb之间的差值范围为3%-50%,则继续实施步骤s3。
[0081]
在该实施例中,
[0082]
步骤s2中,初始次数n的范围为50次-200次;
[0083]
在与纤维试片上,使用双脉冲序列的激光和多个不同的大于纤维试片的去除阈值的纤维用能量通量fc,在同一位置叩击初始次数n,测算出纤维试片在初始次数n下的纤维去除阈值fcb,并测算出每叩击的纤维平均去除深度dc;
[0084]
在与基体试片上,使用双脉冲序列的激光和多个不同的大于基体试片的去除阈值的基体用能量通量fj,在同一位置以初始次数n叩击,测算出基体试片在初始次数n下的基
体去除阈值fjb,并测算出每叩击的基体平均去除深度dj;
[0085]
比较在叩击了初始次数n后得到的纤维去除阈值fcb与基体去除阈值fjb,若纤维去除阈值fcb与基体去除阈值fjb之间的差值范围为<3%或大于50%,则跳转至步骤s1,根据时间间隔τ的可调范围为[τ1,τ2].,调整时间间隔τ后再执行步骤s2以及步骤s3。
[0086]
在该实施例中,
[0087]
在步骤s3中,
[0088]
根据纤维去除阈值fcb及每叩击的纤维平均去除深度dc,得到纤维去除阈值fcb及每叩击的纤维平均去除深度dc的纤维函数关系式;
[0089]
根据基体去除阈值fjb及每叩击的基体平均去除深度dj,得到基体去除阈值fjb及每叩击的基体平均去除深度dj的基体函数关系式;
[0090]
找出纤维函数关系式的曲线与基体函数关系式的曲线的交点,获得此交点的横坐标,即获得纤维试片去除率与基体试片去除率相同时所需的双脉冲入射能量通量f0,根据双脉冲入射能量通量f0计算出双脉冲总能量e的相应数值,根据双脉冲总能量e和超快激光加工系统1的激光总功率p,计算双脉冲重复频率的频率上限fmax。
[0091]
在该实施例中提供的用于碳纤维复合材料的整形超快激光加工方法,仅通过按照步骤s3得到的纤维函数关系式与基体函数关系式的曲线的交点的横坐标即可得到纤维试片去除率与基体试片去除率相同时所需的双脉冲入射能量通量f0,即可快速定位所需施加的加工能量;且提供了通过调整两个子脉冲时间间隔τ满足不同预设精度需求。
[0092]
在该实施例中,
[0093]
步骤s4中,
[0094]
将碳纤维复合材料4放置在超快激光加工系统1的承载与运动平台5上,设置双脉冲总能量e,加工激光束的扫描速度v,双脉冲频率f、聚焦光斑直径d、聚焦光斑的重叠率o,设置完成上述参数后使用超快激光加工系统1对碳纤维复合材料4的加工结构进行加工,其中,通过调整加工激光束的扫描速度v使得双脉冲频率f≤频率上限fmax。
[0095]
在该实施例中,
[0096]
步骤s4中,双脉冲中的两个子脉冲的持续时间tp的范围均为35fs-3ps。
[0097]
在该实施例中,
[0098]
步骤s1中,双脉冲中两个子脉冲的时间间隔τ的取值区间[τ1,τ2]=[0,15ps]。
[0099]
特别地,当两个子脉冲的时间间隔τ的取值为0时,即实际上不对原始的单脉冲序列进行双脉冲整形时,虽然纤维去除阈值fcb与基体去除阈值fjb必然存在差异,但会落在预设精度范围3%-50%内,因此,此时仅利用了步骤s2、s3和s4的方法即完成了预设精度的均匀去除。因此,本实施例提供的是计算量小、精度高且灵活可控的方法。
[0100]
在该实施例中,
[0101]
在步骤s4中,光斑重叠率o的取值区间[o1,o2]=[20%,80%],其中,光斑重叠率o按照下式计算:
[0102]
o=1-v/df
[0103]
式中,v是加工激光束的扫描速度,d是聚焦光斑直径,f是双脉冲频率。
[0104]
在该实施例中,
[0105]
碳纤维复合材料4的基体的材料为高分子聚合物或陶瓷材料。
[0106]
本实施例能够实现碳纤维复合材料4的均匀去除,有利于实现加工结构轮廓尺寸和加工界面的精度,也有利于降低加工结构的边缘热损伤。本实施例在介观尺度上提供了在超快激光加工中能够实现碳纤维的纤维材料和树脂的基体材料的刻蚀宽与深均趋同的方法,即碳纤维复合材料4的均匀去除。由于每个脉冲的刻蚀是脉冲激光切割、铣、钻等工艺方法的最基本单元,因此一旦在最基本单元上实现了均质去除,那么将最大限度地保障通过往复刻蚀形成的微小或者宏观结构的边缘的齐整,从而有利于结构尺寸的精密加工。
[0107]
如图2、图3和图4所示,本发明的另一个实施例的用于碳纤维复合材料的整形超快激光加工方法,具体步骤如下:
[0108]
s1:调整超快激光加工系统1的各元器件的状态,利用传输光路中的时域脉冲整形器2将脉冲重复频率为f、脉冲能量为e、持续时间为tp=250fs的单脉冲序列变换为双脉冲序列,其中,双冲脉冲构成的脉冲对的重复频率仍为f、脉冲对中每个子脉冲的能量为e/2、双冲脉冲中两个子脉冲各自的持续时间相等且仍为tp=250fs、双冲脉冲中两个子脉冲的时间间隔τ=5.0ps。
[0109]
s2:调整入射的双脉冲序列超快激光和碳纤维复合材料4的相对姿态,选取与碳纤维复合材料4中纤维材料组分、基体材料组分相同材料,作为纤维试片和基体试片,通过多个大于纤维试片和基体试片的各自去除阈值的能量通量f,使用每个能量通量f原位叩击纤维试片和基体试片表面100次,并采用“叩击深度-入射能量通量”法,分别测算出纤维试片和基体试片各自的100次叩击的纤维去除阈值fcb和基体去除阈值fjb,可得fcb≈0.71j/cm2,fjb≈0.62j/cm2,因此,fcb和fjb的差值a<15%,这种尺度的差异可以满足刻蚀需求,继续进行步骤s3。
[0110]
s3:根据纤维去除阈值fcb及每叩击的纤维平均去除深度dc,得到纤维去除阈值fcb及每叩击的纤维平均去除深度dc的纤维函数关系式;
[0111]
根据基体去除阈值fjb及每叩击的基体平均去除深度dj,得到基体去除阈值fjb及每叩击的基体平均去除深度dj的基体函数关系式;
[0112]
找出纤维函数关系式的曲线与基体函数关系式的曲线的交点,获得此交点的横坐标,即获得纤维试片去除率与基体试片去除率相同时所需的双脉冲入射能量通量f0,f0≈2.0j/cm2。
[0113]
双脉冲入射能量通量f 0≈2.0j/cm2对应调整双脉冲总能量e=20.0μj;根据双脉冲总能量e=20.0μj和可支配的激光总功率p=20.0w,计算可支配的双脉冲重复频率的上限fmax=p/e=1.0mhz;
[0114]
s4:调整超快激光加工系统1的参数如下,调整双脉冲总能量e=20.0μj,调整加工激光束的扫描速度v=10m/s,使得双脉冲频率为f=1.0mhz、聚焦光斑直径d=50.0μm且光斑重叠率o不超出[20%,80%]区间。利用上述参数对碳纤维复合材料4的加工结构进行加工。
[0115]
下面结合该实施例进行进一步说明:
[0116]
碳纤维复合材料4为厚度2.0mm的m55碳纤维增强的某牌号环氧树脂复合多向板。超快激光加工系统1发出的最大脉冲重复频率f=1.0mhz、中心波长为1030nm、高斯脉宽tp设定为tp=250fs,聚焦后用于加工的焦斑直径d=50.0μm。图3中的双脉冲的脉冲时域整形器2是迈克尔逊干涉仪原理的分光装置,可产生脉冲时间间隔τ,脉冲时间间隔τ的范围设定
为[0,20ps]。光束聚焦系统3用于控制激光束的焦点。纤维试片仅含碳纤维成分,基体试片仅含环氧树脂成分。
[0117]
图5为使用采用现有技术中的单脉冲序列加工m55碳纤维增强的某牌号环氧树脂复合多向板时测定的纤维函数关系式的曲线与基体函数关系式d(f)的曲线,可见,碳纤维去除阈值和树脂去除阈值分别为fcb≈0.70j/cm2、fjb≈0.38j/cm2,即纤维材料的去除阈值几乎是基体材料的去除阈值的2倍,且两种试片的叩击去除阈值及每叩击的平均去除深度的函数关系式的曲线仅有一个焦点。
[0118]
通过将单脉冲序列整形为子脉冲时间间隔τ=5.0ps的双脉冲序列,可以将碳纤维和环氧树脂原本迥异的蚀除特性,在很大的脉冲通量范围内最小化。如图4所示,在加工通量值f=0.60-2.0j/cm2时,纤维材料和基体材料的叩击去除阈值及每叩击的平均去除深度的函数关系式的曲线在误差范围内是几乎重合的。一方面,根据领域公知的内容,高斯光斑的去除阈值fth与加工入口宽度d具有可等价关系,即d2=0.5
×
d2ln(f/f
th
),其中,d为聚焦光斑直径、f为入射通量值,因此,一旦利用本实施例中的方法将纤维材料和基体材料的去除阈值调至几乎相等,那么当聚焦光束加工碳纤维复合复合材料时,材料中的碳纤维和树脂的刻蚀宽度d就将几乎相等。另一方面,当取加工通量值f为纤维材料和基体材料的叩击去除阈值及每叩击的平均去除深度的函数关系式的曲线的交点时,又同时实现了碳纤维和树脂的刻蚀深度的趋同。如此一来,通过以上两方面,就实现了脉冲加工过程中碳纤维复合材料4中的纤维材料和基体材料的刻蚀深度和宽度的趋同。这些分析说明,该实施例在介观尺度上提供了实现构成纤维材料的碳纤维和构成基体材料的树脂的刻蚀宽与深均趋同的方法,即碳纤维复合材料4的均匀去除。由于每个脉冲的刻蚀是脉冲激光切割、铣、钻等工艺方法的最基本单元,因此一旦在最基本单元上实现了均质去除,那么将最大限度地保障通过往复刻蚀形成的微小或者宏观结构的边缘的齐整,从而有利于结构尺寸的精密加工。
[0119]
上述内容仅为本发明的具体实施方式的例子,对于其中未详尽描述的设备和结构,应当理解为采取本领域已有的通用设备及通用方法来予以实施。
[0120]
以上仅为本发明的具体实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1