用于制造车轮的方法与流程
1.在本公开中描述的技术涉及一种用于制造车轮的方法。
背景技术:
2.已知一种用于制造车轮的方法,其中,通过在车床上与涂覆膜一起地机械加工被涂覆的轻金属轮子的表面来形成金属工件在此处露出的光亮面以增强设计性质。因为光亮面是通过在车床上机械加工而形成的,所以光亮面可以仅仅被设置在车轮的最外部分处。因此,光亮面是简单的平坦面或者简单的弯曲面。例如,在日本未审查专利申请公报第2017-226330号(jp 2017-226330 a)和日本未审查专利申请公报第2018-127040号(jp 2018-127040 a)中的每一篇中公开了用于制造具有形状更加复杂的光亮面的车轮的方法。在这种方法中,使用加工中心来增强光亮面的设计性质。通过沿着轮子的三维形状移动切削刀具来形成光亮面,或者通过改变切削刀具的旋转轴线来形成三维弯曲的光亮面。
技术实现要素:
3.作为广泛的研究的结果,本发明人新近已经发现,能够通过不同于相关技术制造方法的制造方法来制造具有高设计性质的车轮(即,带有良好外观的车轮)。
4.在这里公开了一项能够解决以上描述的问题的技术。
5.在这里公开的技术能够通过以下方式实现。
6.(1)根据本公开的一个方面的一种用于制造车轮的方法是一种用于制造车轮的方法,该车轮包括具有圆筒形的形状的轮辋和设置在轮辋的内周侧上的轮盘。该方法包括:通过铸造或者锻造来形成车轮的工件,该工件是轻金属工件;切削工件的一部分以形成切削面;用有色涂料涂覆切削面、切削面与工件的表面相交的边缘以及在工件的表面中的至少在边缘的周围的部分;以及在涂覆切削面、边缘和至少在边缘的周围的所述部分之后,对边缘进行倒角,以形成露出所述工件的光亮面。
7.在根据以上描述的方面的用于制造车轮的方法中,能够形成沿着在切削面和工件的表面之间的边界线性延伸的光亮面。切削面和工件的表面涂覆有有色涂料,并且工件在光亮面中露出。因此,能够制造具有高设计性质(即,具有良好外观)的在视觉上强调的车轮。
8.(2)在根据以上描述的方面的用于制造车轮的方法中,在对边缘进行倒角时,可以通过机械加工对边缘进行倒角。因为在用于制造车轮的方法中在倒角步骤中形成的光亮面线性延伸,所以当光亮面的宽度大大地改变时,外观很可能劣化。因此,有必要减小光亮面的宽度的变化的速率。在根据以上描述的方面的用于制造车轮的方法中,如与例如手动地执行倒角的情形相比,能够通过机械加工减小线性延伸的光亮面的宽度的变动。
9.在本公开中描述的技术能够以各种形式或者方式实现。例如,该技术能够被实现为一种车轮或者它的制造方法。
附图说明
10.将在下面参考附图描述本发明的示例性实施例的特征、优点以及技术和工业意义,其中,类似的附图标记表示类似的元件,并且其中:
11.图1是概略地示意根据第一实施例的车轮100的外部结构的xz平面;
12.图2是概略地示意车轮100的yz截面结构的解释性绘图;
13.图3是概略地示意车轮100的xy截面结构的解释性绘图;
14.图4是示意用于制造车轮100的过程的流程图;
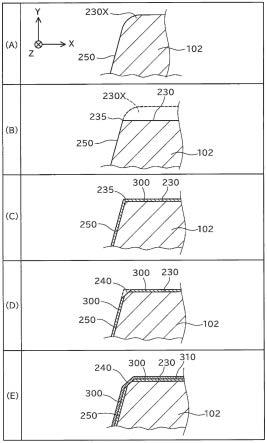
15.图5是示意用于制造车轮100的过程的一些部分的解释性绘图;
16.图6是概略地示意根据第二实施例的车轮100a的一部分的外部结构的xz平面;并且
17.图7是概略地示意车轮100a的yz截面结构的解释性绘图。
具体实施方式
18.a.第一实施例
19.a-1.车轮100的结构
20.图1是概略地示意根据第一实施例的车轮100(在下文中简单地称作“轮子100”)的外部结构的xz平面。图2是概略地示意车轮100的yz截面结构的解释性绘图。图2在图1中的位置ii-ii处示意轮子100的yz截面结构。图3是概略地示意根据这个实施例的轮子100的xy截面结构的解释性绘图。图3在图1中的位置iii-iii处示意轮子100的轮辐210的xy截面结构。在图中,示意了相互正交的x、y和z轴线以确定方向。为了方便起见,y轴线方向在这里平行于轮子100的旋转轴线,并且在下文中称作“轮子轴向方向”。实际上,轮子100可以设置在不同于y-轴线方向的方向上。这同样适用于以后描述的图5。轮子100的径向方向在下文中被称作“轮子径向方向”。围绕轮子100的旋转轴线的周向方向在下文中被称作“轮子周向方向”。
21.如在图2中示意的,轮子100在轮子工件102的表面上具有彩色涂覆层300和透明涂覆层310。轮子工件102在以后描述的形成步骤中形成,并且然后经历涂覆步骤和倒角步骤以获得轮子100。为了方便起见,在每一个步骤中使用的轮子100的工件被称作“轮子工件102”。
22.轮子工件102由轻金属、诸如铝合金或者镁合金制成。轮子工件102包括基本筒形的轮辋10和设置在轮辋10的内周侧上的轮盘20。这个实施例的轮子工件102是其中轮辋10和轮盘20被一体地形成的所谓的一件式轮子。轮子100(轮子工件102)在轮子轴向方向上的一侧(在y轴线方向上的正侧)在下文中被称作“外侧”。轮子100(轮子工件102)在轮子轴向方向上的另一侧(在y轴线方向上的负侧)在下文中被称作“内侧”。当轮子100被安装在车体(未示意)上时,轮子100的外侧与车体相对地定向,并且轮子100的内侧朝向车体定向。轮子100在外侧上的表面是设计面。
23.如在图1中示意的,轮辋10整体上具有基本圆筒形的形状,并且包括筒部(未示意)和一对凸缘110(图1仅仅示意在外侧上的凸缘110)。筒部具有带有井部等的圆筒形的形状。当在轮子轴向方向(y轴线方向)上观察时,凸缘110中的每一个具有大致环形形状。凸缘110分别地位于筒部在轮子轴向方向上的两端处。凸缘110保持附接到轮子100的轮胎(未示意)
以防止在轮子轴向方向上的错位(移位)。
24.轮盘20位于轮辋10的外侧上,并且包括毂附接部220和多个(在这个实施例中为五个)轮辐210。毂附接部220具有大致盘形状,并且当在轮子轴向方向(y轴线方向)上观察时位于轮盘20的大致中心处。毂附接部220在大致中心处具有毂孔222。车体的毂(未示意)联接到毂孔222。多个螺栓孔224围绕毂孔222形成以将轮子100固定到车体的毂。
25.轮辐210被放射状地布置在轮辋10和毂附接部220之间。每一个轮辐210在轮子径向方向上延伸。开口(空气孔)12在相邻的轮辐210之间形成。开口12具有大致三角形形状,但是形状不限于三角形形状,并且可以是例如大致矩形形状。每一个轮辐210延伸到轮辋10的凸缘110。
26.轮子100具有以线性亮度增强轮子100的设计性质的光亮面240(即,使得轮子100的外观优良的光亮面240)。具体地,如在图1中示意的,轮子工件102在外侧上的外表面(设计面)包括切削面230、多个光亮面240和多个倾斜面250。
27.切削面230是切削面230的法线在平行于轮子轴向方向或者与其相交的方向上延伸的这种表面。具体地,在轮子工件102在外侧上的外表面中,切削面230位于毂附接部220和轮辐210处的最外侧上。切削面230是大致垂直于轮子轴向方向的平坦表面。每一个倾斜面250是在轮子工件102在外侧上的外表面中限定开口12的框架形部。每一个倾斜面250相对于切削面230倾斜。具体地,如在图2和图3中示意的,倾斜面250相对于轮子轴向方向(y轴线方向)倾斜以朝向外侧增大开口12的打开区域。倾斜面250可以是平面的或者弯曲的。
28.每一个光亮面240是位于在切削面230和倾斜面250之间的边界处的线性部。光亮面240包括以下部分,该部分相对于轮子轴向方向(y轴线方向)的角度不同于切削面230和倾斜面250相对于轮子轴向方向的角度。具体地,光亮面240是大致平面的,并且光亮面240相对于轮子轴向方向的倾斜角度在切削面230相对于轮子轴向方向的倾斜角度和倾斜面250相对于轮子轴向方向的倾斜角度之间。在大致垂直于光亮面240的纵向方向的截面(例如,图3中的xy截面)中,光亮面240比切削面230的延长线l1和倾斜面250的延长线l2的相交点p更加靠近轮子工件102(轮辐210)定位(见图3)。
29.彩色涂覆层300是通过用有色涂料涂覆切削面230和每一个倾斜面250而形成的。彩色涂覆层300不在每一个光亮面240上形成,并且轮子工件102(基础)被露出。即,光亮面240是具有邻接由彩色涂覆层300涂覆的涂覆面(切削面230和倾斜面250)的两侧的线性部。换言之,涂覆面(切削面230和倾斜面250)被设置在光亮面240的相应两侧上。例如,光亮面240的宽度等于或者大于0.3mm(毫米)。例如,光亮面240的宽度等于或者小于2mm。换言之,例如,光亮面240的宽度在0.3mm到2mm的范围中。
30.透明涂覆层310是通过用透光涂料进行涂覆而形成的。透明涂覆层310形成在轮子100在外侧上的整个外表面之上(即,在切削面230、光亮240和倾斜面250之上)。
31.a-2.用于制造轮子100的方法
32.描述了一种用于制造轮子100的方法。图4是示意用于制造轮子100的过程的流程图。图5是示意用于制造轮子100的过程的一些部分的解释性绘图。
33.如在图4中示意的,首先形成加工前的轻金属轮子工件102(s110)。例如,通过使用轻金属材料进行已知的铸造或者锻造来形成加工前的轮子工件102。图5的部分(a)示意加工前的轮子工件102的xy截面。加工前的轮子工件102是在本发明中的形成步骤中形成的轮
子的轻金属工件的示例。步骤s110是本发明中的形成步骤的示例。
34.接下来,通过在外侧上切削加工前的轮子工件102的表面部分230x来形成切削面230(s120)。图5的部分(b)示意在图5的部分(a)中从加工前的轮子工件102切削面部分230x之后获得的轮子工件102的xy截面。切削面230是大致平坦的表面。通过形成切削面230,被切削的轮子工件102具有切削面230在此处与倾斜面250相交的边缘235。能够通过使用加工设备诸如铣削机或者车床执行切削。被切削的轮子工件102是具有在本发明中的切削步骤中形成的切削面的轮子的工件的示例。步骤s120是本发明中的切削步骤的示例。
35.接下来,用有色涂料涂覆被切削的轮子工件102在外侧上的整个表面(s130)。具体地,在被切削的轮子工件102中,切削面230、边缘235和边缘235周围的部分(例如,倾斜面250)被涂覆。有色涂料可以是有有色涂料或者无有色涂料。图5的部分(c)示意具有彩色涂覆层300的被切削的轮子工件102的xy截面,该彩色涂覆层形成在切削面230、倾斜面250和边缘235之上。步骤s130是本发明中的涂覆步骤的示例。
36.接下来,被切削并且被涂覆的轮子工件102的边缘235被倒角(s140)以形成露出轮子工件102的光亮面240。图5的部分(d)示意具有光亮面240的轮子工件102的xy截面,该光亮面通过在切削面230上的彩色涂覆层300和倾斜面250上的彩色涂覆层300之间进行倒角而形成。在这个实施例中,通过使用例如数控(nc)机床来机械加工从而执行倒角。
37.在轮子轴向方向上观察到的边缘235的形状是沿着开口12具有圆状顶点的大致三角形形状。边缘235包括笔直部(见图1中的符号d)和弯曲部(见图1中的符号c)。在倒角步骤中,通过沿着边缘235的形状连续地对边缘235进行倒角,光亮面240被形成为围住(包围)开口12。步骤s140是本发明中的倒角步骤的示例。如以上描述地,倒角前的边缘235具有包括笔直部和弯曲部的形状。通过倒角形成的光亮面240类似地具有具有圆状顶点的大致三角形形状,并且包括笔直部和弯曲部。
38.接下来,通过涂覆被倒角的轮子工件102形成透明涂覆层310(s150)。例如,防止轮子100的腐蚀。
39.a-3.第一实施例的效果
40.如以上描述地,在根据这个实施例的用于制造轮子100的方法中,被切削的轮子工件102的切削面230、边缘235和倾斜面250在涂覆步骤(s130)中进行彩色涂覆。然后,被切削的轮子工件102的边缘235在倒角步骤(s140)中被倒角以露出轮子工件102。因此,轮子100被制造为具有沿着边缘235形成的光亮面240。轮子工件102在光亮面240中露出。即,通过在视觉上强调位于在切削面230和倾斜面250之间的边界处的光亮面240,轮子100能够被制造为具有高设计性质(即,良好的外观)。
41.在这个实施例中,在倒角步骤(s140)中通过机械加工执行倒角。因此,如与例如手动地执行倒角的情形相比,能够执行高度准确的倒角从而不规则性减小。
42.b.第二实施例
43.图6是概略地示意根据第二实施例的轮子100a的一部分的外部结构的xz平面。图7是概略地示意轮子100a的yz截面结构的解释性绘图。图7示意在图6中的位置vii-vii处轮子100a的yz截面结构。在第二实施例的轮子100a的部件中,与第一实施例的轮子100的部件相同的部件由相同的附图标记表示以适当地省略它们的描述。
44.在第一实施例中,当在轮子轴向方向上观察时,在轮子100上形成的光亮面240的
形状是大致三角形的环形形状。在第二实施例中,当在轮子轴向方向上观察时,在轮子100a上形成的光亮面240a的形状是部分不连续的非环形形状。
45.具体地,如在图6中示意的,在轮子100a上形成的光亮面240a的形状包括大致以v形布置的一对笔直部和连接笔直部的弯曲部。弯曲部靠近毂附接部220a设置。笔直部中的每一个沿着轮辐210a的纵向方向(轮子径向方向)从弯曲部延伸到轮盘20a的周边。
46.轮盘20a的切削面230a延伸到轮盘20a的周边。在光亮面240a的笔直部之间的轮盘20a的周边的一部分是符合于轮盘20a的外周边形状的弧状部。如在图7中示意的,弧状部在此处与倾斜面250a相交的边缘不被倒角,并且光亮面240a不存在。可以通过对边缘进行倒角来形成光亮面。
47.c.修改示例
48.在这里公开的技术不限于以上描述的实施例,并且在不偏离技术范围的情况下,可以在各种实施例中修改。例如,可以采用以下修改。
49.在以上描述的实施例中,轮子100或者100a(轮子工件102)是一件式轮子,但是轮子的种类不限于一件式轮子,并且可以是其中轮辋10和轮盘20或者20a被分开地设置的所谓的两件式轮子。在以上描述的实施例中,包括轮辐210或者210a的轮子100或者100a被例示为车轮,但是车轮不限于轮子100或者100a,并且可以是不带轮辐的轮子。
50.在以上描述的实施例中,在倒角步骤(s140)中,倒角可以在边缘235上间歇地执行。当形成光亮面240或者240a时,边缘235可以在一个或者多个循环中加工,或者倒角可以在改变边缘235上的机械加工宽度(在机械加工之后获得的光亮面240或者240a的线性部的宽度)的同时执行。
51.在以上描述的实施例中,位于在切削面230或者230a和倾斜面250或者250a之间的边界处的光亮面240或者240a被例示为在倒角之后获得的光亮面,但是光亮面不限于光亮面240或者240a。光亮面240或者240a可以位于任何位置处,只要光亮面240或者240a位于在相对于轮子轴向方向的角度不同并且限定边缘的两个相邻表面(切削面和工件的表面)之间的边界处即可。在切削面和材料的表面之间的相对角度可以例如小于140
°
,并且可以是例如130
°
或者更大。在垂直于光亮面240或者240a的纵向方向的轮辐210或者210a的截面中,光亮面240或者240a不限于基本笔直表面,并且可以是凸形表面或者凹形(例如,u形)表面。在轮子100或者100a中,光亮面240或者240a可以涂覆有与用于切削面230或者230a和倾斜面250或者250a的不同的有色涂料。光亮面240的形状不限于基本三角形形状,并且可以是任何其它多边形形状或者圆形形状。光亮面240a的形状不限于基本v形,并且可以是弧形等。
52.在以上描述的实施例中的用于各个构件的材料是示例。各个构件可以由其它材料制成。
53.在以上描述的实施例中的用于制造轮子100或者100a的方法是示例,并且可以被以各种方式修改。例如,可以通过使用已知刀具、诸如加工中心执行切削(s120)。倒角(s140)可以使用锉刀等通过手动作业(手动地)来执行,而不是通过机械加工来执行倒角。在该制造方法中,可以省略涂覆步骤(s150)。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1