一种鳞片石墨块制作成形设备的制作方法
1.本发明涉及石墨加工技术领域,具体地说是一种鳞片石墨块制作成形设备。
背景技术:
2.鳞片石墨形似鱼磷状,属六方晶系,呈层状结构,具有良好的耐高温、导热导电和耐酸碱等性能。鳞片石墨在出矿和后续打磨工序中会产生较多的鳞片石墨粉颗粒,为了资源再利用,现有一些装置能将这些鳞片石墨粉颗粒制备成鳞片石墨块进行再利用。但是发明人发现现有加工装置存在以下问题:鳞片石墨粉颗粒无法等量输出,鳞片石墨粉颗粒挤压成形效果差,最后制成的鳞片石墨块厚度、大小和形状不一,不良率高,制备效率低下,因此针对上述问题,本发明设计了一种鳞片石墨块制作成形设备。
技术实现要素:
3.本发明的设计目的是提供一种鳞片石墨块制作成形设备,下料仓的鳞片石墨粉颗粒通过下料孔等量转移至挤压板上,挤压板的转动路径上依次设置有抖平导轨、驱动组件和挤压挡板,抖平导轨引导挤压板进行上下抖动将挤压板上堆积的鳞片石墨粉颗粒抖平,驱动组件驱动挤压板反复升降配合挤压挡板将抖平的鳞片石墨颗粒在成形孔内挤压成形,通过上述设置解决了现有技术制备鳞片石墨成形效果差,鳞片石墨厚度、大小和形状不一,不良率高,制备效率低下等弊端。
4.针对上述技术问题,本发明采用的技术方案如下:
5.一种鳞片石墨块制作成形设备,包括伺服电机和下料仓,所述伺服电机的输出端固定连接有输料盘和成形盘,所述输料盘和成形盘上分别开设有同心配合的下料孔和成形孔,所述成形孔内设置有挤压板和与挤压板连接的限位板,所述下料仓内的鳞片石墨颗粒通过下料孔转移至挤压板上,所述挤压板的转动路径上依次设置有抖平导轨、驱动组件和挤压挡板,所述抖平导轨引导挤压板进行上下抖动将挤压板上堆积的鳞片石墨颗粒抖平,所述驱动组件驱动挤压板反复升降配合挤压挡板将抖平的鳞片石墨颗粒在成形孔内挤压成形。
6.作为一种优选,所述挤压板的下端面固定连接有升降杆,所述成形盘的下端面设置有与所述成形孔相配合的滑动座,所述升降杆滑动设置在所述滑动座上。
7.作为一种优选,所述升降杆上依次固定设置有齿轮和支撑球。
8.作为一种优选,所述挤压板与所述限位板为螺纹连接,所述限位板设置在挤压板下方,所述限位板下端固定设置有一对限位杆,所述限位杆滑动设置在所述滑动座上。
9.作为一种优选,所述限位杆上设置有限位托块和弹簧连接块,所述弹簧连接块与所述滑动座之间连接有复位弹簧。
10.作为一种优选,所述抖平导轨为与所述支撑球转动路径相配合的波浪形导轨。
11.作为一种优选,所述驱动组件包括在所述齿轮转动路径上依次固定设置与齿轮相啮合的抬升齿条、下移齿条、上升齿条和出料齿条。
12.作为一种优选,所述下料仓的一端固定连接有支撑杆,所述支撑杆上还固定连接有与设置在所述输料盘下方的挡料隔板,所述下料仓内还设置有转动电机和转动电机带动下的搅拌叶片。
13.作为一种优选,所述输料盘和成形盘之间还固定设置有加热管和冷却管,所述挤压挡板固定设置在加热管和冷却管之间且与所述成形盘的上端面贴合设置。
14.作为又一种优选,所述挡料隔板的一侧固定连接有出料引导板,所述成形盘的外侧固定设置有与所述出料引导板相配合的出料传输带。
15.本发明的有益效果:
16.1.本发明抖平导轨设置为波浪形导轨,在支撑球转动过程中经过波浪形导轨能带动升降杆在滑动座上进行竖直方向上的往复抖动,通过该往复抖动将挤压板上转移输入呈堆积状的鳞片石墨粉颗粒(图7所示)逐渐抖平整(图8所示),抖平整的鳞片石墨粉颗粒在加热后,配合后续的挤压成形能使得成形后的鳞片石墨块厚度均匀,各处强度一致,提高了鳞片石墨块的美观度和结构强度稳定性。
17.2.本发明挤压板与限位板螺纹连接,限位板处于限位状态且不能实现转动,驱动组件通过齿条带动齿轮转动,齿轮转动实现挤压板在成形孔内升降,齿条包括若干个下移齿条和上升齿条,通过在转动路径上反复驱动挤压板的升降,配合固定设置的挤压挡板能对加热后的鳞片石墨粉颗粒进行多次挤压成形(图9所示),多次升降挤压有利于提升鳞片石墨块压制成形的效果,产品致密性高,进一步提高鳞片石墨块的成形质量。
18.3.本发明设备采用转盘结构实现压制成形作业的连续性,转盘结构能充分利用生产车间的有效空间,便于设备的组装,同时在单个转盘结构上能开设多组下料孔和成形孔同时进行多组的生产作业,大大提高了鳞片石墨块的生产效率。
19.综上所述,该鳞片石墨制作成形设备具有设计巧妙,结构简单,使用稳定高效等优点,尤其适用于石墨加工技术领域。
附图说明
20.为了更清楚的说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述的附图仅仅是本发明的一些实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。
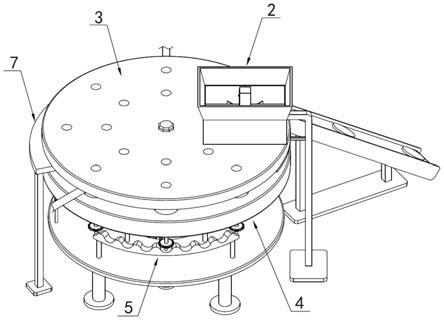
21.图1为鳞片石墨制作成形设备的结构示意图;
22.图2为鳞片石墨制作成形设备的上视结构示意图;
23.图3为抖平导轨的正视结构示意图;
24.图4为挤压板和限位板的结构示意图;
25.图5为驱动组件各个齿条的位置示意图;
26.图6为出料引导板和出料传输带的传输状态示意图;
27.图7为挤压板上堆积鳞片石墨粉颗粒的状态示意图;
28.图8为挤压板上堆积鳞片石墨粉颗粒抖平的状态示意图;
29.图9为挤压板上升和挤压挡板配合压制成形的状态示意图。
具体实施方式
30.下面结合附图对本发明实施例中的技术方案进行清楚、完整地说明。
31.实施例一
32.如图1至图9所示,本发明实施例提供了一种鳞片石墨块制作成形设备,包括伺服电机1和下料仓2,伺服电机1的输出端固定连接有输料盘3和成形盘4,输料盘3和成形盘4上分别开设有同心配合的下料孔301和成形孔401,成形孔401内设置有挤压板402和与挤压板402连接的限位板403,下料仓2内的鳞片石墨颗粒通过下料孔301转移至挤压板402上,挤压板402的转动路径上依次设置有抖平导轨5、驱动组件6和挤压挡板7,抖平导轨5引导挤压板402进行上下抖动将挤压板402上堆积的鳞片石墨颗粒抖平,驱动组件6驱动挤压板402反复升降配合挤压挡板7将抖平的鳞片石墨颗粒在成形孔401内挤压成形。
33.参照附图4,具体地,挤压板402的下端面固定连接有升降杆404,成形盘4的下端面设置有与成形孔401相配合的滑动座405,升降杆404滑动设置在滑动座405上,挤压板402和成形盘4采用耐高低温材质制成,挤压板402的上端面为粗糙设置,挤压挡板7的下端面为光滑设置。
34.参照附图4,具体地,升降杆404上依次固定设置有齿轮406和支撑球407。
35.参照附图4,具体地,挤压板402与限位板403为螺纹连接,限位板403设置在挤压板402下方,限位板403下端固定设置有一对限位杆408,限位杆408滑动设置在滑动座405上,限位杆408能实现竖直方向上的升降,但因为限位杆408与滑动座405的限位配合,无法实现圆周转动。
36.参照附图4,具体地,限位杆408上设置有限位托块409和弹簧连接块410,弹簧连接块410与滑动座405之间连接有复位弹簧411。
37.参照附图3,具体地,抖平导轨5为与支撑球407转动路径相配合的波浪形导轨,支撑球407转动过程中经过波浪形导轨,波浪形导轨的波峰段引导带动支撑球407上升,因挤压板402与限位板403为螺纹连接,支撑球407引导挤压板402与限位板403通过压缩复位弹簧411同步上升,在经过波浪形导轨的波谷段通过弹簧的自恢复力复位下降退回,依次上下运动实现抖动效果。
38.在此,本发明抖平导轨5设置为波浪形导轨,在支撑球407转动过程中经过波浪形导轨能带动升降杆404在滑动座405上进行竖直方向上的往复抖动,通过该往复抖动将挤压板402上转移输入呈堆积状的鳞片石墨粉颗粒(图7所示)逐渐抖平整(图8所示),抖平整的鳞片石墨粉颗粒在加热后,配合后续的挤压成形能使得成形后的鳞片石墨块厚度均匀,各处强度一致,提高了鳞片石墨块的美观度和结构强度稳定性。
39.参照附图5,具体地,驱动组件6包括在齿轮406转动路径上依次固定设置与齿轮406相啮合的抬升齿条601、下移齿条602、上升齿条603和出料齿条604,抬升齿条601用于驱动齿轮406转动,因限位杆408与滑动座405的限位配合无法实现圆周转动,从而实现限位板403不动而挤压板402竖直上升,挤压板402上加热后的鳞片石墨粉颗粒第一次接触挤压挡板7进行初次挤压成形,接着齿轮406经过下移齿条602驱动挤压板402和初次成形的鳞片石墨板短距离下移,再经过上升齿条603同理进行后续的多次挤压成形,出料齿条604用于带动挤压板402上的成形鳞片石墨块继续上升脱离成形孔401进行后续的出料作业。
40.需要指出的是,本发明挤压板402与限位板403螺纹连接,限位板403处于限位状态
且不能实现转动,驱动组件6通过齿条带动齿轮406转动,齿轮406转动实现挤压板402在成形孔401内升降,齿条包括若干个下移齿条602和上升齿条603,通过在转动路径上反复驱动挤压板402的升降,配合固定设置的挤压挡板7能对加热后的鳞片石墨粉颗粒进行多次挤压成形(图9所示),多次升降挤压有利于提升鳞片石墨块压制成形的效果,产品致密性高,进一步提高鳞片石墨块的成形质量。
41.参照附图2、附图3和附图6,具体地,下料仓2的一端固定连接有支撑杆201,支撑杆201上还固定连接有与设置在输料盘3下方的挡料隔板202,下料仓2内还设置有转动电机203和转动电机203带动下的搅拌叶片204,下料仓2与挡料隔板202都与熟料盘3贴合设置,下料孔301内填满鳞片石墨粉颗粒并脱离挡料隔板202后,等量的鳞片石墨粉颗粒依次落入转移至成形孔401内的挤压板402上,转动电机203带动搅拌叶片204转动有利于提高鳞片石墨粉颗粒落入下料孔301内的速率。
42.参照附图2和附图3,具体地,输料盘3和成形盘4之间还固定设置有加热管8和冷却管9,挤压挡板7固定设置在加热管8和冷却管9之间且与成形盘4的上端面贴合设置,输料盘3和成形盘4同步转动至加热管8和冷却管9处停止,加热管8正对成形孔401能对里面的鳞片石墨粉颗粒进行加热熔融配合后续挤压成形,冷却管9能对挤压成形后的鳞片石墨块进行快速冷却配合后续的出料。
43.值得一提的是,本发明设备采用转盘结构实现压制成形作业的连续性,转盘结构能充分利用生产车间的有效空间,便于设备的组装,同时在单个转盘结构上能开设多组下料孔301和成形孔401同时进行多组的生产作业,大大提高了鳞片石墨块的生产效率。
44.实施例二
45.如附图6所示,其中与实施例一中相同或相应的部件采用与实施例一相应的附图标记,为简便起见,下文仅描述与实施例一的区别点;该实施例二与实施例一的不同之处在于:挡料隔板202的一侧固定连接有出料引导板10,成形盘4的外侧固定设置有与出料引导板10相配合的出料传输带1001,成形冷却后的鳞片石墨块在出料齿条604作用下脱离成形孔401,转动过程中接触到出料引导板10依次向外通过出料传输带1001进行输出。
46.本发明的工作过程如下:下料仓2内的鳞片石墨粉颗粒输入至下料孔301内,下料仓2下方设置有挡料隔板202能进行隔档,下料孔301转动脱离挡料隔板202后,鳞片石墨粉颗粒落入转移至成形孔401内的挤压板402上呈堆积状,接着经过抖平导轨5,通过上下的反复抖动将堆积状的鳞片石墨粉颗粒抖平整,抖平之后,输料盘3和成形盘4停止在加热管8上方,加热管8对抖平的鳞片石墨粉颗粒进行加热,加热后输料盘3和成形盘4继续转动,经过驱动组件6带动挤压板402上升配合挤压挡板7对加热后的鳞片石墨粉颗粒进行反复的挤压成形,成形后停止在冷却管9处进行冷却,最后转动经过出料引导板10引导鳞片石墨块通过出料传输带1001向外传输,过程依次循环重复。
47.在本发明的描述中,需要理解的是,术语“前后”、“左右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或部件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对发明的限制。
48.当然在本技术方案中,本领域的技术人员应当理解的是,术语“一”应理解为“至少一个”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施
例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
49.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明的技术提示下可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1