一种自裹渣式焊枪的制作方法
1.本发明涉及焊接领域,更具体地说,涉及一种自裹渣式焊枪。
背景技术:
2.气焊为利用可燃气体与助燃气体混合燃烧生成的火焰为热源,熔化焊件和焊接材料使之达到原子间结合的一种焊接方法。气焊时,焊丝不断地送入熔池内,并与熔化的基本金属熔合形成焊缝。焊缝的质量在很大程度上与气焊丝的化学成分和质量有关。
3.助燃气体主要为氧气,可燃气体主要采用乙炔、液化石油气等。所使用的焊接材料主要包括可燃气体、助燃气体、焊丝、气焊熔剂等。特点设备简单不需用电。设备主要包括氧气瓶、乙炔瓶(如采用乙炔作为可燃气体)、减压器、焊枪、胶管等。
4.气焊在焊接时,容易出现焊渣飞溅的情况,部分焊渣容易飞溅至焊嘴上,后续需要打磨清理,易占用大量的人工和时间,导致成本投入增大,并且容易堵塞焊嘴,影响通气通丝,造成焊接电弧不稳定。
技术实现要素:
5.1.要解决的技术问题针对现有技术中存在的问题,本发明的目的在于提供一种自裹渣式焊枪,通过裹渣罩的设置,有效拦截飞溅的焊渣接触到喷嘴,保护喷嘴不易受到焊渣的影响,在焊接时,裹渣罩表面在焊接高温的影响下,裹渣罩表面呈现流动性,而内部呈现硬质的状态,当焊渣飞溅到裹渣罩表面时,裹渣罩表面在其冲击力作用下朝向喷嘴处形变凹陷,使焊渣随之嵌入裹渣罩内部,同时形变的裹渣罩被内侧吸附,连同焊渣一同被包裹在裹渣罩内侧,相较于现有技术,一方面有效避免焊渣直接粘接在焊嘴周围的情况发生,从而降低后续清理焊渣的难度,另一方面有效避免飞溅到喷嘴上的焊渣再次向外飞溅,从而缩小焊渣的分布范围,再次降低清理难度。
6.2.技术方案为解决上述问题,本发明采用如下的技术方案。
7.一种自裹渣式焊枪,包括手柄,所述手柄尾部分别连接有氧气接管和乙炔接管,所述手柄头部固定有连接块,所述氧气接管和乙炔接管固定贯穿手柄和连接块并延伸至外侧,且二者端部固定连接有混气管,所述混气管前端安装有喷嘴,所述喷嘴外罩设有裹渣罩,所述混气管边缘开凿有两个卡槽,所述裹渣罩端部与卡槽卡接,所述裹渣罩包括包裹在混气管靠近喷嘴端部外的柱面罩、罩设在喷嘴上方的锥管罩以及固定连接在柱面罩端部的两个卡柱,所述卡柱与卡槽卡接,所述锥管罩与柱面罩固定连接。
8.进一步的,所述喷嘴口部位于裹渣罩外侧,且位于裹渣罩外的横向跨度不超过喷嘴横向跨度的1/10。
9.进一步的,所述柱面罩为硬质耐高温材料制成,且柱面罩与混气管之间无间隙配合。
10.进一步的,所述锥管罩包括吸渣层、两个分别包裹在吸渣层两个内外表面的护磁层以及密封卡接在吸渣层和护磁层外的裹渣片,所述裹渣片与吸渣层外表面的护磁层之间设有裹渣层,所述裹渣层与护磁层之间连接有多个限位绳。
11.进一步的,所述吸渣层为耐高温的磁性材料制成,所述护磁层为硬质隔热材料制成。
12.进一步的,所述裹渣片为耐高温的弹性材料制成,且裹渣片处于微褶皱状态。
13.进一步的,所述裹渣片靠近裹渣层的表面固定镶嵌有多个均匀分布的铁球,所述铁球与吸渣层相互吸附。
14.进一步的,所述裹渣片与裹渣层围成的空间内填充有热包裹层,所述热包裹层为热熔材料制成。
15.进一步的,所述裹渣层包括裹渣半球以及多个固定镶嵌在裹渣半球上的柔性面层,所述柔性面层与裹渣层和裹渣片围成的空间相通。
16.进一步的,所述裹渣层内部连接有多组纵向分布的牵丝片,多组所述牵丝片的分布密度沿着远离裹渣片的方向先减小后增大,相邻两组所述牵丝片上的牵丝绳相互错位分布,且每组牵丝片上的牵丝绳分布密度相同。
17.3.有益效果相比于现有技术,本发明的优点在于:(1)本方案通过裹渣罩的设置,有效拦截飞溅的焊渣接触到喷嘴,保护喷嘴不易受到焊渣的影响,在焊接时,裹渣罩表面在焊接高温的影响下,裹渣罩表面呈现流动性,而内部呈现硬质的状态,当焊渣飞溅到裹渣罩表面时,裹渣罩表面在其冲击力作用下朝向喷嘴处形变凹陷,使焊渣随之嵌入裹渣罩内部,同时形变的裹渣罩被内侧吸附,连同焊渣一同被包裹在裹渣罩内侧,相较于现有技术,一方面有效避免焊渣直接粘接在焊嘴周围的情况发生,从而降低后续清理焊渣的难度,另一方面有效避免飞溅到喷嘴上的焊渣再次向外飞溅,从而缩小焊渣的分布范围,再次降低清理难度。
附图说明
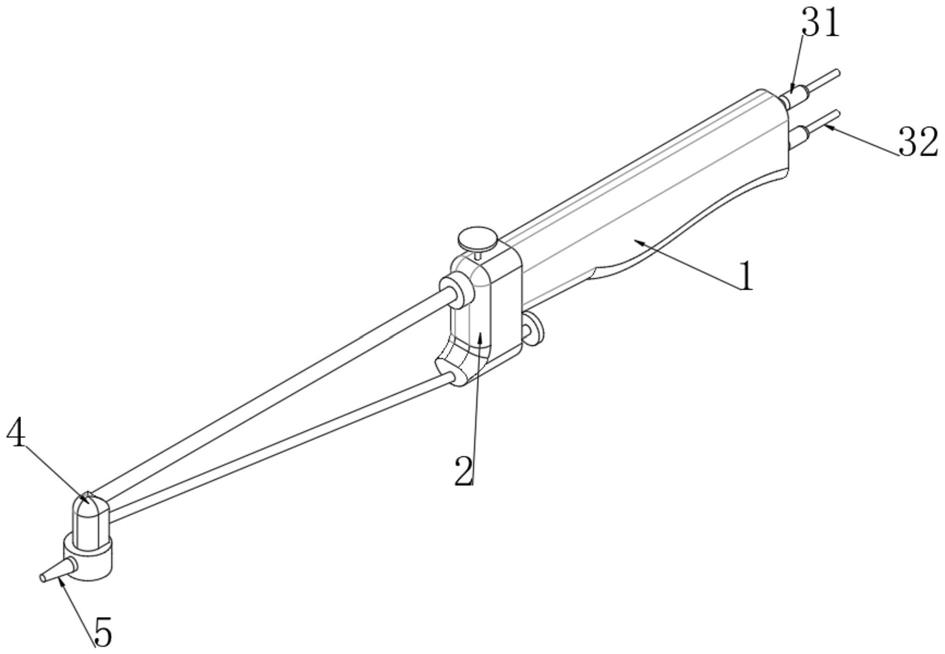
18.图1为本发明的立体的结构示意图;图2为本发明的裹渣罩罩设在焊嘴外时的结构示意图;图3为本发明的裹渣罩仰视角度时的立体结构示意图;图4为本发明的焊嘴部分的爆炸结构示意图;图5为本发明的锥管罩部分截面的结构示意图;图6为本图5中a处的结构示意图;图7为本发明的裹渣罩部分的立体结构示意图;图8为本发明的焊渣被裹入裹渣罩内时部分的结构示意图;图9为本发明的裹渣半球内部的结构示意图。
19.图中标号说明:1手柄、2连接块、31氧气接管、32乙炔接管、4混气管、41卡槽、5喷嘴、6裹渣罩、61锥管罩、62柱面罩、63卡柱、611吸渣层、612裹渣片、613护磁层、7裹渣层、71柔性面层、72裹渣半球、8限位绳、9热包裹层。
具体实施方式
20.下面将结合本发明实施例中的附图;对本发明实施例中的技术方案进行清楚、完整地描述;显然;所描述的实施例仅仅是本发明一部分实施例;而不是全部的实施例,基于本发明中的实施例;本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例;都属于本发明保护的范围。
21.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
22.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
23.实施例1:请参阅图1,一种自裹渣式焊枪,包括手柄1,手柄1尾部分别连接有氧气接管31和乙炔接管32,手柄1头部固定有连接块2,氧气接管31和乙炔接管32固定贯穿手柄1和连接块2并延伸至外侧,且二者端部固定连接有混气管4,混气管4前端安装有喷嘴5。
24.请参阅图2-4,喷嘴5外罩设有裹渣罩6,喷嘴5口部位于裹渣罩6外侧,且位于裹渣罩6外的横向跨度不超过喷嘴5横向跨度的1/10,使裹渣罩6不易影响喷嘴5口部向外喷出火焰,有效保证焊接的正常进行,混气管4边缘开凿有两个卡槽41,裹渣罩6端部与卡槽41卡接,便于裹渣罩6在喷嘴5上的拆装,裹渣罩6包括包裹在混气管4靠近喷嘴5端部外的柱面罩62、罩设在喷嘴5上方的锥管罩61以及固定连接在柱面罩62端部的两个卡柱63,卡柱63与卡槽41卡接,锥管罩61与柱面罩62固定连接,柱面罩62为硬质耐高温材料制成,使焊渣与其接触时,不易因焊渣发生形变或划痕,有效保证其使用寿命,且柱面罩62与混气管4之间无间隙配合,有效避免焊渣进入二者间隙内,从而使裹渣罩6在喷嘴5上的拆装不易受到影响。
25.请参阅图5-6,锥管罩61包括吸渣层611、两个分别包裹在吸渣层611两个内外表面的护磁层613以及密封卡接在吸渣层611和护磁层613外的裹渣片612,使裹渣片612能够从裹渣罩6上拆除,当需要清理裹渣罩6表面包裹的焊渣时,先等裹渣罩6冷却后,然后沿着一定的方向从边缘向中间部分次对裹渣罩6表面再次加热,使其内部的热包裹层9局部热熔,呈现一定的流动性,从而使热包裹层9对焊渣的束缚力变弱,此时缓慢揭开裹渣片612,使焊渣随其逐渐与裹渣罩6分离,等该处热包裹层9降温凝固后再次加热其他部分,重复上述操作,直至裹渣片612完全从裹渣罩6上揭开,完成对裹渣罩6表面焊渣的清理脱附,清理后,将裹渣片612再次密封卡接到,裹渣片612与吸渣层611外表面的护磁层613之间设有裹渣层7,裹渣层7与护磁层613之间连接有多个限位绳8。
26.吸渣层611为耐高温的磁性材料制成,优选钐钴材料,其能够耐600摄氏度的高温,护磁层613为硬质隔热材料制成,例如纳米孔超级绝热材料,有效保护内部的吸渣层611,使其不易因高温而导致磁性损失,裹渣片612为耐高温的弹性材料制成,使其与焊渣接触时,
不易被焊渣的高温影响破裂,且裹渣片612处于微褶皱状态,使其具备一定的形变空间,在焊渣飞溅到其表面时,其能够内陷,裹渣片612靠近裹渣层7的表面固定镶嵌有多个均匀分布的铁球,铁球与吸渣层611相互吸附,在焊渣冲击力作用下,裹渣片612内陷后,能够被吸渣层611吸附,使其不易回弹,而是被吸渣层611吸附,从而有效避免陷入裹渣罩6内的焊渣被反弹再次飞溅,从而有效降低焊渣的分布范围,降低后续清理难度以及工作量,裹渣片612与裹渣层7围成的空间内填充有热包裹层9,热包裹层9为热熔材料制成,热熔温度为80℃左右,热包裹层9一方面用于限制裹渣片612,使其不易直接被吸渣层611吸附,另一方面,其在热熔后,当在焊渣冲击下靠近吸渣层611后,热熔后的热包裹层9重分布能够对嵌入裹渣罩6内的焊渣进行包裹,从而使其不易从裹渣罩6表面掉落。
27.如图7,图中b表示牵丝片,裹渣层7包括裹渣半球72以及多个固定镶嵌在裹渣半球72上的柔性面层71,柔性面层71同样采用耐高温材料制成,柔性面层71与裹渣层7和裹渣片612围成的空间相通,请参阅图9,裹渣层7内部连接有多组纵向分布的牵丝片,牵丝绳采用铜丝制成,多组牵丝片的分布密度沿着远离裹渣片612的方向先减小后增大,便于焊渣进入裹渣层7内,使相对较多的牵丝绳对焊渣进行束缚拦截,对焊渣的拦截更好,相邻两组牵丝片上的牵丝绳相互错位分布,且每组牵丝片上的牵丝绳分布密度相同,当焊渣随着裹渣片612嵌入到裹渣半球72内后,穿过多个牵丝绳,此时牵丝绳对焊渣起到一定的拦截作用,进一步拦截焊渣掉落,使对焊渣的束缚作用更好。
28.通过裹渣罩6的设置,有效拦截飞溅的焊渣接触到喷嘴5,保护喷嘴5不易受到焊渣的影响,在焊接时,裹渣罩6表面在焊接高温的影响下,裹渣罩6表面呈现流动性,而内部呈现硬质的状态,当焊渣飞溅到裹渣罩6表面时,如图8,图中a表示焊渣,裹渣罩6表面在其冲击力作用下朝向喷嘴5处形变凹陷,使焊渣随之嵌入裹渣罩6内部,同时形变的裹渣罩6被内侧吸附,连同焊渣一同被包裹在裹渣罩6内侧,相较于现有技术,一方面有效避免焊渣直接粘接在焊嘴周围的情况发生,从而降低后续清理焊渣的难度,另一方面有效避免飞溅到喷嘴5上的焊渣再次向外飞溅,从而缩小焊渣的分布范围,再次降低清理难度。
29.以上所述;仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此;任何熟悉本技术领域的技术人员在本发明揭露的技术范围内;根据本发明的技术方案及其改进构思加以等同替换或改变;都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1