高温合金GH2132航空套管高效切削加工工艺的冷却润滑方法与流程
高温合金gh2132航空套管高效切削加工工艺的冷却润滑方法
技术领域
1.本发明涉及航空工程制造技术领域,具体为高温合金gh2132航空套管高效切削加工工艺的冷却润滑方法。
背景技术:
2.gh2132铁基高温合金是具有面心立方结构的奥氏体型变形高温合金,其在低于650℃时具有良好的抗氧化、耐腐蚀、抗疲劳性能,较高的高温屈服强度和持久、蠕变强度等,广泛应用于航空发动机、工业燃气涡轮机以及汽车发动机等的高温承力、连接部件。然而高温合金的热导率低、导热性差、加工硬化倾向大,其相对加工性仅为45钢的5~15%,是典型的难加工材料。航空制造工程领域的连接套管主要用于航空发动机燃油管路的连接,工作环境需耐高温600℃以上。对于gh2132航空套管来说,加工过程中存在切削力大、切削温度高、刀具磨损严重、加工效率低等问题。
3.现有的gh2132航空套管切削加工过程的主要冷却润滑方式是传统切削液,其成本高昂(占总成本10%~20%)、对操作人员的身体健康有害并且对环境有污染。为了减少切削液的使用并降低污染,干切削作为一种绿色环保的方式逐渐进入人们的视野。干切削加工是在切削加工过程中不使用切削液,直接避免了切削液所引起的对人的危害和对环境的污染。但是,干切削加工会导致刀具-工件切削区域的摩擦急剧增大、切削力增加、切削温度升高,特别是在切削高温合金等难加工材料时刀具磨损急剧增加,刀具使用寿命大幅度降低,进而影响工件的已加工表面质量。
4.为了同时满足切削加工性能、经济效益和环境保护的需求,新型绿色切削技术得到了广泛的关注并迅速发展。最具代表性的绿色冷却润滑切削技术有低温冷风切削、微量润滑、水蒸气冷却和液氮冷却。虽然低温冷风切削、微量润滑、水蒸气冷却和液氮冷却技术比干切削有更好的冷却或润滑性能,但都无法同时满足gh2132航空套管高效切削加工过程良好的冷却和润滑效果。
技术实现要素:
5.针对现有技术存在的不足,本发明提出了高温合金gh2132航空套管高效切削加工工艺的冷却润滑方法。可同时兼具低温冷却和微量润滑的优异效果,超临界二氧化碳低温冷风强制对流换热效应可加快切削散热,微量润滑可减小刀具与工件摩擦生热,可大幅度减小切削力、降低切削温度、延缓刀具磨损,进而改善高温合金可加工性。能够在保证加工质量的同时提高加工效率,能够提升该类型难加工材料切削加工技术的国产化水平。
6.本发明所要解决的技术问题采用以下技术方案来实现:
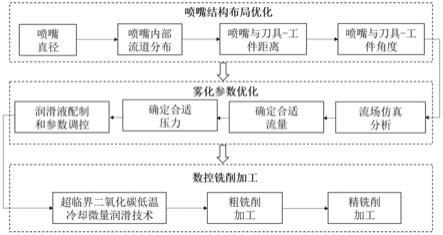
7.高温合金gh2132航空套管高效切削加工工艺的冷却润滑方法,包括以下步骤:
8.(一)通过仿真优化软件确定合适喷嘴结构和布局:根据机床、gh2132航空套管零件、刀具系统的位置布局参数,结合ug三维设计软件、计算流体力学仿真软件,研究不同喷嘴直径、内部流道分布对冷却润滑效果影响,确定合适的喷嘴结构和喷射位置;
9.(二)优化雾化参数:依据计算流体力学仿真软件分析雾化参数对流场特性的影响,得到优化的压力和流量参数,并配制润滑液和调控参数;
10.(三)应用确定好的喷嘴结构和布局以及优化后的雾化参数,采用超临界二氧化碳低温冷却微量润滑技术,通过数控铣削加工对gh2132航空套管进行粗加工和精加工。
11.优选地,所述步骤(一)中喷嘴结构参数包括直径、内部流道。
12.优选地,所述步骤(一)中喷射位置参数包括距离、角度。
13.优选地,所述步骤(二)中雾化参数包括压力和流量。
14.优选地,所述步骤(二)中流场特性包括速度、粒径和雾化角。
15.优选地,所述步骤(二)中润滑液包括润滑油和水基切削液。
16.优选地,所述润滑油为植物油基低温微量切削油。
17.优选地,所述水基切削液由30%工业酒精、50%自来水和20%防冻剂调配制成。
18.优选地,所述步骤(三)中粗加工采用高温陶瓷刀具。
19.优选地,所述步骤(三)中精加工采用耐热涂层硬质合金刀具。
20.本发明的有益效果是:
21.本发明解决了gh2132航空套管刀具磨损大、加工效率低等问题,适用于铁基高温合金等材料的切削加工;与现有技术相比,本发明提出的基于超临界二氧化碳低温冷却微量润滑技术的gh2132航空套管高效切削加工工艺,通过优化雾化参数和喷嘴布局,兼具低温冷却和微量润滑的优异效果,可较为准确的对刀具-工件切削区进行冷却润滑,以降低切削温度、减小切削力和延缓刀具磨损,大幅度改善gh2132航空套管可加工特性。
附图说明
22.下面结合附图和实施例对本发明进一步说明:
23.图1为本发明的流程示意图。
具体实施方式
24.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合附图以及实施例对本发明进一步阐述。
25.如图1所示,高温合金gh2132航空套管高效切削加工工艺的冷却润滑方法,包括以下步骤:
26.(一)通过仿真优化软件确定合适喷嘴结构和布局:根据机床、gh2132航空套管零件、刀具系统的位置布局参数,结合ug三维设计软件、计算流体力学仿真软件,研究不同喷嘴直径、内部流道分布对冷却润滑效果影响,确定合适的喷嘴结构和喷射位置。合适的喷嘴结构包括直径、内部流道,喷射位置包括距离、角度。
27.(二)优化雾化参数:依据计算流体力学仿真软件分析雾化参数对流场特性的影响,得到优化的压力和流量参数,并配制润滑液和调控参数。雾化参数包括压力、流量。流场特性包括速度、粒径和雾化角。
28.所述的润滑液配制是指:润滑油为植物油基低温微量切削油,切削油型号为microlibe2000-25,水基切削液由30%工业酒精、50%自来水和20%防冻剂调配制成,防冻剂型号为antifreeze50。通过控制不同的阀门,可以提供四种绿色冷却/润滑方式的组
scco2,scco2+mql(油),scco2+mql(水),scco2+oow(油膜附水滴)。
29.(三)应用确定好的喷嘴结构和布局以及优化后的雾化参数,采用超临界二氧化碳低温冷却微量润滑技术,通过数控铣削加工对gh2132航空套管进行粗加工和精加工。
30.所述超临界二氧化碳低温冷却微量润滑技术指的是:将高压常温的特殊二氧化碳和纯油性低温环保切削油及水溶性低温环保切削液进行充分混合,然后形成高速的低温油雾和水雾喷向切削区。超临界二氧化碳低温冷风强制对流换热可加快切削散热,微量润滑可减小刀具与工件摩擦生热,可大幅度减小切削力、降低切削温度、延缓刀具磨损。具体包括:
31.(1)超临界二氧化碳低温冷却(supercriticalcarbondioxide,scco2)是指:co2在超临界状态(临界温度为31.2℃,临界压力为72.8个标准大气压)下,具有类似液体的溶解能力、气体的扩散性、低黏度及低表面张力的特性,能有效进入切削区域,并在喷嘴处快速膨胀实现低温冷却。
32.(2)微量润滑(minimumquantitylubrication,简称mql)是指:油膜附水(oilsonwater,简称oow)技术,其可同时实现良好的冷却润滑。oow技术是指使用冷空气、微量绿色植物油润滑剂和少量水,经过复合喷雾形成油膜附水滴切削液喷射到切削区域,实现冷却润滑效果的一种新型绿色加工技术。水滴作为传输介质将润滑剂带入切削区,同时气化相变吸热起到良好的冷却效果,并防止油膜被高温破坏。
33.所述数控铣削加工包括:采用超临界二氧化碳低温冷却润滑技术对gh2132航空套管数控加工过程进行冷却润滑,以降低切削温度、减小切削力和延缓刀具磨损。包括粗加工和精加工。
34.其中,粗加工采用陶瓷刀具高速铣削结合低温冷却策略实现,具体为:陶瓷刀具材料是由硬度和熔点很高的al2o3、si3n4等氧化物、氮化物,加入少量的碳化物、氧化物或金属等添加剂,经制粉、压制、烧结而成的。陶瓷的硬度超过硬质合金,可加工传统刀具材料难以加工的硬质材料,可实现“以切代磨”;陶瓷具有很好的高温力学性能,当温度在1200℃时,仍能保持较高的硬度,在1350~1400℃高温下仍可进行切削。陶瓷刀具材料在加工过程中与金属亲和力较小,化学惰性大,耐蚀性强,化学稳定性好。因此陶瓷刀具被广泛应用于淬硬钢、钛合金、高温合金等难加工材料的高速切削加工。切削铁基高温合金gh2132的陶瓷刀具材料一般选用高温性能较好的s类,比如sialon陶瓷,此类硅铝陶瓷兼具优异的耐磨性能和良好抗崩韧性。在铣削过程中,采用低温微量润滑技术对刀具-工件切削区进行冷却。
35.精加工采用涂层硬质合金刀具铣削结合低温冷却策略实现,具体为:切削高温合金的硬质合金刀具材质应满足刀具材料耐粘结磨损、扩散磨损性能力强和高温力学性能好,一般选用细晶粒度的硬质合金。对余量不均匀的粗加工、断续切削或容易产生振动的场合,宜选用中等晶粒度或含钴量较高的超细晶粒度硬质合金。切削高温合金gh2132的硬质合金刀具材料一般选用钨钴类(iso-k)硬质合金,或tic含量较低的通用类(iso-m)硬质合金,tic含量应低于3%。两类刀具材料的抗弯强度、硬度综合性能好,热导率较高,可保证刀具刃口锋利和足够的强度。细晶粒、超细晶粒硬质合金的综合性能更佳,是高温合金gh2132切削加工刀具的首选材料。硬质合金刀具可经pvd涂层或cvd涂层,提高刀具切削性能。pvd涂层有tin、altin等;cvd涂层有ticn、ticn+al2o3等。在铣削过程中,采用低温微量润滑技术对刀具-工件切削区进行冷却。
36.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1