减震套压装自动识别工装的制作方法
1.本实用新型涉及加工领域,特别涉及一种减震套压装自动识别工装。
背景技术:
2.一些工件在生产过程中需要压装减震套(如壳体总成),此时,需要用到压装工装,而不同的减震套需要使用不同的压装工装,这样势必会造成频繁更换、调整工装,同时,一些减震套外形相似,差异较小,肉眼较难区分,尤其是同类型不同型号的减震套,往往会因混料导致错装,不仅耗费大量时间,而且造成工件报废,大大降低了产线效率,增加了生产成本。
技术实现要素:
3.本实用新型的目的是为了克服现有存在的上述不足,本实用新型提供一种减震套压装自动识别工装。
4.本实用新型是通过下述技术方案实现的:
5.一种减震套压装自动识别工装,其特点在于,其包括底板和自动识别机构,所述底板设有第一定位孔和第二定位孔;所述自动识别机构固定连接于所述底板两侧,并包括底座、弹簧、压块、定心销、角向定位销、限位销和微动开关,所述底座固定于所述底板上,所述压块装于所述底座上,可在所述底座轴向方向上下滑动,所述弹簧设于所述底座和所述压块之间,作用于所述压块,所述定心销设于所述底座顶端中心,沿所述底座轴向方向向上延伸,所述微动开关设于所述底座内。第一定位孔用于定位所述自动识别机构中心,第二定位孔用于定位所述减震套压装自动识别工装位置,保证重复装配定位精度;微动开关具有轻触感应功能,多个微动开关设于所述底座不同位置,通过不同位置所述微动开关的信号反馈来识别相似减震套间的差异,达到区分减震套目的,避免压装混料而影响后续总成装配。
6.进一步地,所述底座设有定心柱和角向定位孔,所述定心柱设于所述底座底部,与所述第一定位孔配装,所述角向定位孔设于所述底座上,与所述角向定位销配装。该定心柱和角向定位孔用于定位所述底座和所述底板,防止所述底座转动,保证重复装配定位精度。
7.进一步地,所述底座还设有集线槽,所述集线槽设于所述底座底部。集线槽用于排布所述微动开关线路,确保线路隐蔽及固定。
8.进一步地,所述底座还设有仿形面、定位面和定心孔,所述仿形面、所述定位面和所述定心孔均设于所述底座顶部,所述仿形面形状匹配所述减震套外形轮廓,所述定心孔设于所述底座顶端中心,和所述定心销配装。仿形面可限制所述减震套位置、方向,保证所述减震套装入所述底座方向一致,而定心孔保证所述定心销和所述底座中心一致。
9.进一步地,所述底座还设有导向槽,所述导向槽设于所述底座两侧并对称分布。用于所述压块做线性运动的导向,防止所述压块转动。
10.进一步地,所述压块设有导向凸台、支撑面和限位槽,所述导向凸台设于所述压块内侧并对称分布,且轴向贯通延伸与所述导向槽配装,所述支撑面设于所述压块顶部,配合
所述弹簧,作用于工件,所述限位槽对称分布设于所述压块内侧,并与所述导向槽垂直。限位槽与所述限位销一起,限定所述压块滑动位置;导向凸台与导向槽配合可防止所述压块转动。
11.进一步地,所述定心销设有凹槽,所述凹槽为环形凹槽。环形凹槽用于装配密封圈,通过密封圈和所述减震套过盈配合,张紧所述减震套,防止所述减震套掉落,所述定心销和所述定位面一起,用于定位所述减震套。
12.采用上述设置,减震套压装自动识别工装可以大幅度提高产线效率,降低生产成本,同时避免混料。
13.在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本实用新型各较佳实例。
14.本实用新型的积极进步效果在于:本实用新型的减震套压装自动识别工装,通过不同位置微动开关的信号反馈,识别出相似减震套间的差异,起到自动识别、区分的作用,避免了产线因不同型号的减震套而频繁更换、调整工装,节约了换型时间,提高了产线效率,降低了生产成本,同时避免了混料。
附图说明
15.图1为本实用新型较佳实施例的减震套压装自动识别工装的3d俯视示意图。
16.图2为本实用新型较佳实施例的减震套压装自动识别工装的3d仰视示意图。
17.图3为本实用新型较佳实施例的自动识别机构的3d示意图。
18.图4为本实用新型较佳实施例的自动识别机构的2d仰视示意图。
19.图5为本实用新型较佳实施例的自动识别机构的2d俯视示意图。
20.图6为本实用新型较佳实施例的底座的3d示意图。
21.图7为本实用新型较佳实施例的压块的3d示意图。
22.附图标记说明:
23.减震套压装自动识别工装1
24.底板10
25.第一定位孔101
26.第二定位孔102
27.自动识别机构20
28.底座201
29.定心柱2011
30.角向定位孔2012
31.集线槽2013
32.导向槽2014
33.仿形面2015
34.定位面2016
35.定心孔2017
36.弹簧202
37.压块203
38.导向凸台2031
39.支撑面2032
40.限位槽2033
41.定心销204
42.凹槽2041
43.角向定位销205
44.限位销206
45.微动开关207
46.减震套30
具体实施方式
47.以下各实施例的说明是参考附图,用以示例本实用新型可以用以实施的特定实施例。
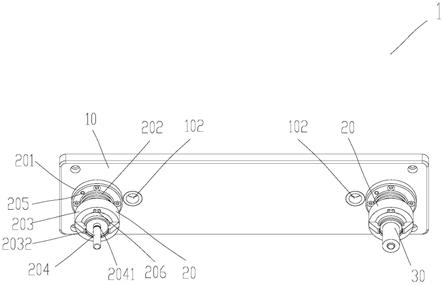
48.如图1-7所示,本实施例的减震套压装自动识别工装1包括底板10和自动识别机构20,底板10的两边分别设有一个第一定位孔101和一个第二定位孔102。自动识别机构20设于底板10的第一定位孔101上,固定连接于底板10两侧,其包括底座201、弹簧202、压块203、定心销204、角向定位销205、限位销206和微动开关207。具体地,底座201固定于底板10上,压块203装于底座201上并可在底座201轴向方向上下滑动,弹簧202设于底座201和压块203之间,作用于压块203,定心销204设于底座201顶端中心,沿底座201轴向方向向上延伸,微动开关207设于底座内,具有轻触感应功能,多个微动开关207设于底座201不同位置,通过不同位置微动开关207的信号反馈来识别相似减震套间的差异,达到区分减震套的目的。
49.如图3,5所示,底座201设有定心柱2011和角向定位孔2012,定心柱2011设于底座201底部,与第一定位孔101配装,角向定位2012孔设于底座201上,与角向定位销205配装,用于定位底座201和底板10,防止底座201转动,保证重复装配定位精度。
50.底座201还设有集线槽2013,集线槽2013设于底座201底部,用于排布微动开关207线路。
51.如图4,6所示,底座201还设有仿形面2015、定位面2016和定心孔2017。其中,仿形面2015、定位面2016和定心孔2017均设于底座201顶部,仿形面2015形状匹配减震套30外形轮廓,可限制减震套30位置、方向,保证减震套30装入底座201方向一致。定心孔2017设于底座201顶端中心,和定心销204配装,保证定心销204和底座201中心一致。
52.底座201还设有导向槽2014,导向槽2014对称分布于底座201两侧,用作压块203做线性运动的导向,防止压块203转动。
53.如图7所示,压块203设有导向凸台2031、支撑面2032和限位槽2033。导向凸台2031对称分布于压块203内侧,并沿轴向贯通延伸,与导向槽2014配装,防止压块203转动。支撑面2032设于压块203顶部,配合弹簧202,作用于工件,限位槽2033设于压块203内侧,与导向槽2014垂直、对称分布,与限位销206一起,限定压块203滑动位置。
54.如图2所示,定心销204设有凹槽2041,凹槽2041为环形凹槽,用于装配密封圈,通过密封圈和减震套30过盈配合,张紧减震套30,防止减震套30掉落,定心销204和定位面2016一起,用于定位减震套30。
55.本实施例的减震套压装自动识别工装,通过不同位置微动开关的信号反馈,识别出相似减震套间的差异,起到自动识别、区分的作用,避免了产线因不同型号的减震套而频繁更换、调整工装,节约了换型时间,提高了产线效率,降低了生产成本,同时避免了混料。
56.且可选地,减震套压装自动识别工装可根据不同型号的减震套,设计不同的压装工装,满足减震套压装自动识别的需求。
57.虽然以上描述了本实用新型的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本实用新型的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本实用新型的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1