一种焊接定位装置的制作方法
1.本实用新型涉及机械加工领域,尤其涉及一种焊接定位装置。
背景技术:
2.一种产品为薄壁铝合金框架产品,总长2000mm,宽900mm;该框架包含两个小弧形框架与一个直线形小框架,三个小框架焊接成为整体大框架,整体框架的各零件外侧构成弓形且圆滑过渡。其中弧形小框架由六个横向短弧板与两个纵向2000mm长的角铝拼焊而成;直线形小框架由五个直线形短弧板与两个纵向2000mm长的角铝拼焊而成。采用先将三个小框架分别焊接成形,再将三个小框架焊接成整体大框架的方式,由于铝制框架壁薄、结构刚性差,且每个短弧板的截面尺寸小,每个小框架焊后都会发生不同方向的弯曲变形,导致最后整体装焊时无法对应到要求的位置;同时铝合金的热导率大,焊接后残余变形与残余应力的影响会使得变形更加严重,使整个框架丧失稳定性,大大降低产品质量。采用整体焊接的方法,先将所有零件装配到位,再进行整体焊接,利用先焊的焊缝对后焊的零件形成约束,且采用对称焊焊接顺序的工艺方法,减少焊接变形;该方法满足了各个零件的位置尺寸要求以及三个小框架最后的装焊要求,但仍存在弧形两端向内的变形问题。
技术实现要素:
3.为解决上述问题,本实用新型实施例提供了一种焊接定位装置,以解决上述焊接过程中,焊接位置不精确,焊接工件变形的问题。
4.为达到上述目的,本技术提供了一种焊接定位装置,包括:底板与多个加强筋板;多个加强筋板按预定间隔并排垂直固连在底板的承载面上,多个加强筋板的上边缘构成的承载面与待焊接工件外表面适配。
5.可选的,多个加强筋板的侧边缘连接有侧向纵梁,侧向纵梁用于固定多个加强筋板的相对位置。
6.可选的,侧向纵梁有4个,分设于加强筋板的两侧边缘。
7.可选的,底板的底面设有支持梁;支撑梁包括并排设置的两个支撑纵梁和设于该两个纵梁之间的多个支撑横梁。
8.可选的,每个支撑横梁对应设置于相邻的两个加强筋板之间。
9.可选的,承载面上开设有螺钉孔,该螺钉孔与工件的固定螺纹孔位置对应,用于当旋入螺钉时将工件与加强筋板压紧。
10.可选的,加强筋板的上边缘包括中部的直段部以及两侧的弧形部;直段部宽度与待焊接工件的中部的直线形框架的宽度相同;弧形部与待焊接工件的两侧的弧形框架适配。
11.可选的,还包括夹具,用于将弧形框架紧固在弧形部上。
12.上述技术方案具有如下有益效果:通过加强筋板固连在底板上进行刚性固定,保证了焊接定位装置的整体刚性;设置了与待焊接工件适配的加强筋板,防止焊接时工件出
现波浪变形和弯曲变形,不仅能满足工件整体框架的刚性要求,还满足了工件各组成部分的位置尺寸及使用要求。
附图说明
13.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
14.图1是现有技术中待焊接工件结构示意图;
15.图2是本实用新型实施例提供的焊接定位装置结构示意图;
16.图3是本实用新型实施例提供的焊接定位装置底面结构示意图;
17.图4是本实用新型实施例提供的待焊接零件与焊接定位装置装配的结构示意图;
18.图5是本实用新型实施例提供的加强筋板结构示意图。
19.附图标记:1
‑
直线形框架2
‑
弧形框架3
‑
加强筋板4
‑
底板5
‑
侧向纵梁6
‑
支撑纵梁7
‑
支撑横梁8
‑
螺钉孔
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.图1为现有技术中待焊接工件结构示意图,如图1所示,该待焊接工件为薄壁铝合金框架产品,总长2000mm,宽900mm;该框架包含两个弧形框架2与一个直线形框架1,两个弧形框架2焊接在直线形框架1两侧成为整体大框架,整体框架的各零件外侧构成弓形且圆滑过渡。其中弧形框架2由六个横向短弧板与两个纵向2000mm长的角铝拼焊而成;直线形框架1由五个直线形短弧板与两个纵向2000mm长的角铝拼焊而成。
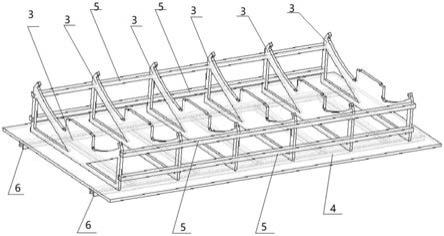
22.图2为本实用新型实施例提供的焊接定位装置结构示意图,如图2所示,针对焊接过程中该框架的焊接零件位置不准确以及焊接后出现的弯曲变形情况,本技术提供了一种焊接定位装置,包括:底板4与多个加强筋板3;多个加强筋板3按预定间隔并排垂直固连在底板4的承载面上,多个加强筋板3的上边缘构成的承载面与待焊接工件外表面适配。
23.如图2所示,底板4为上表面的加强筋板3提供焊接面,优选的,底板4为长方形钢板,加强筋板3焊接在底板4上。
24.底板4上焊接多个加强筋板3,多个加强筋板3均与底板垂直,其数量以及间距由弧形框架2的短弧板数量和间距决定。如图1所示,工件的弧形框架2包括6个短弧板,因此,如图2所示,本焊接定位装置设置了6个加强筋板3且6个加强筋板3的位置与短弧板位置相对应,加强筋板3的上边缘构成的承载面与待焊接工件的外表面走线完全配合,加强筋板3的承载面与待焊接工件接触的位置间隙近似为零,防止焊接过程中工件出现弯曲变形的问题。
25.在上述方案的基础上,本实用新型实施例还提供了一种可能的实现方式,多个加
强筋板3的侧边缘连接有侧向纵梁5,侧向纵梁5用于固定多个加强筋板3的相对位置。
26.如图2所示,多个加强筋板3的侧边缘固连有侧向纵梁5,多个加强筋板3连接在共同的侧向纵梁5上,侧向纵梁5可保证各个加强筋板3与底板4的垂直度,确定多个加强筋板3的相对位置。加强筋板3每侧可设置多个侧向纵梁5,以使加强筋板3更稳固。优选的,侧向纵梁5与多个加强筋板3焊接。
27.作为一种优选的实施方式,侧向纵梁5有4个,分设于加强筋板3的两侧边缘。
28.如图2所示,加强筋板3的每一侧设置有两个侧向纵梁5,且两侧的侧向纵梁5位置对称,保证多个加强筋板3的相对位置以及加强筋板3与底板4的垂直度,防止焊接时因加强筋板3倾斜造成的工件弯曲变形的问题。
29.图3为本实用新型实施例提供的焊接定位装置底面结构示意图,如图3所示,作为一种可能的实现方式,底板4的底面设有支持梁;支撑梁包括并排设置的两个支撑纵梁6和设于该两个纵梁之间的多个支撑横梁7。
30.底板4的底面设有两个支撑纵梁6以及两个支撑纵梁6之间的多个支撑横梁7,优选的,支撑横梁7的数量为5个。底板4的底面固连的支撑横梁7与支撑纵梁6共同保证整个焊接定位装置的整体刚性。
31.作为一种可能的实现方式,支撑横梁7与支撑纵梁6通过焊接连接,且支撑横梁7与支撑纵梁6均通过焊接固定在底板4的底面上。
32.作为一种可能的实现方式,每个支撑横梁7对应设置于相邻的两个加强筋板3之间。
33.支撑横梁7设置在相邻的两个加强筋板3之间,支撑横梁7与加强筋板3交错排布,且支撑横梁7所在的面与加强筋板3所在的面平行,支撑纵梁6所在的面与加强筋板3所在的面垂直,支撑横梁7与支撑纵梁6的设置提升了焊接定位装置的整体刚性,防止该装置变形。
34.图4本实用新型实施例提供的待焊接零件与焊接定位装置装配的结构示意图,如图4所示,作为一种可能的实现方式,承载面上开设有螺钉孔8,该螺钉孔8与工件的固定螺纹孔位置对应,用于当旋入螺钉时将工件与加强筋板3压紧,避免出现空隙。
35.如图4所示,加强筋板3的承载面两端设有螺钉孔8,该螺钉孔8与待焊接工件上已有的固定螺纹孔对应,当待焊接工件放置在焊接定位装置上时,从加强筋板3的侧面拧入螺钉,将待焊接工件与加强筋板3压紧,防止焊接工件时工件向两侧方向扭曲变形。
36.作为一种优选的实施方式,加强筋板3的上边缘与待焊接工件接触的面开设多个与待焊接工件的固定螺纹孔对应的螺钉孔,旋入螺钉已压紧待焊接工件与加强筋板,防止焊接时工件扭曲变形。
37.作为一种优选的实施方式,螺钉孔8的型号为ф11,螺钉型号为m10
×
35。
38.图5是本实用新型实施例提供的加强筋板3结构示意图,作为一种可能的实现方式,加强筋板3的上边缘包括中部的直段部以及两侧的弧形部;直段部宽度与待焊接工件的中部的直线形框架1的宽度相同;弧形部与待焊接工件的两侧的弧形框架2适配。
39.加强筋板3的上边缘包括中部的直段部与两侧的弧形部,直段部呈阶梯状,中部高,两端低,适应待焊接工件中部直线形框架1的形状。定位时,待焊接工件中部直线形框架1的两个纵向的角铝装卡在直段部的两端台阶部分,该直段部将对应的直线形框架1支撑住,在焊接时保证该直线形框架1的宽度尺寸。两侧的弧形部的弧面弧度与待焊接零件弧形
框架2的弧面弧度相同,弧形部两端设有向内的突出部,该突出部上开设有螺钉孔8,用于拧入螺钉压紧待焊接工件。定位完成后,待焊接工件的直线形框架1与加强筋板3的直段部的接触部分的间隙近似为零、待焊接工件的弧形框架2与加强筋板3的弧形部的接触部分的间隙近似为零,防止焊接时工件的各个组成部分出现焊接变形的问题。
40.出于减少焊接定位工装的整体重量以及节省焊接定位工装的材料考虑,作为一种可能的实现方式,将加强筋板3的表面镂空。
41.作为一种可能的实现方式,还包括夹具,用于将弧形框架2紧固在弧形部上。
42.当待焊接工件放置在加强筋板3上时,该工件的弧形框架2的短弧板与加强筋板3上边缘的弧形部贴合,此时采用夹具将各个短弧板与相对应的加强筋板3压紧,防止焊接过程中工件变形。夹具的数量可根据需求设置,优选的,每个短弧板两端各夹一个夹具。
43.作为一种优选的实施方式,夹具采用u形夹。
44.作为一种可能的实施方式,该焊接定位装置的使用过程如下:先将待焊接工件的各短弧板及纵梁按要求装配到加强筋板3内侧弧形面上,其中有严格尺寸要求的位置采用短条形钢板进行螺钉装配连接,保证工件各部分的组装精度;装配后将各道焊缝处预焊,将工件各部分预连接成整体;每个短弧板两端各压一个u形夹,利用u形夹将各个短弧板与加强筋板3压紧,使各个短弧板弧面与加强筋板3的弧面严格贴合;侧面宽度方向采用螺钉压紧;再在待焊接工件长度方向两端及待焊接工件中间两个纵梁上预焊横板,防止焊接时发生扭曲变形。焊接工件时四个工人从四个角同时焊接对称的焊缝,焊接方向都从外向内,且采用先焊短焊缝,再焊长焊缝的原则,控制焊接造成的变形。该焊接定位装置将各构件加以刚性固定,焊接完成后带工装退火后再去掉刚性固定,得到合格的工件。
45.上述技术方案具有如下有益效果:通过加强筋板3固连在底板4上进行刚性固定,保证了焊接定位装置的整体刚性;设置了与待焊接工件适配的加强筋板3,保证了工件各部分的位置尺寸要求,工件的短弧板与加强筋板3的弧面适配,防止焊接时工件出现波浪变形和弯曲变形,不仅能满足工件整体框架的刚性要求,还满足了工件各组成部分的位置尺寸及使用要求。
46.以上所述的具体实施方式,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施方式而已,并不用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1