一种翅片加工高速生产线的制作方法
1.本实用新型涉及翅片加工技术领域,尤其是涉及一种翅片加工高速生产线。
背景技术:
2.在换热器翅片加工中,传统设备主要通过冲床连续完成对翅片的引伸、冲孔、翻边、纵切和横切等工序,翅片加工基本上在冲床上完成。该结构需要保持各步调速度的一致性,其中任何一个环节速度的降低,都会影响整个加工的进度。其中影响速度的主要由横切和异形切。横切其主要是由于横切装置悬臂安装在冲床级进模的后端,通过冲床的上下运动带动横切装置完成对翅片的切断。该结构横切速度慢,主要原因在于横切刀片只有当动模板处在下死点时,才能完成对翅片的切断,因此,相对模具的运动周期而言横切时间短,且模具的速度越快,留给横切的时间就越短。而在这有限的时间内,要完成横切刀片的落刀及回刀,这就要求横切的速度足够快,如果速度慢了,势必影响后续工序的进行。这就要求横切装置内的弹簧力足够大,才能快速的回刀,而弹簧力越大,对打杆的反向冲击力就越大,在力臂的作用下,使得模具的动态平衡改变,易使冲床产生偏载,造成纵切负载变化,使翅片纵切错位或纵切时产生毛刺,从而影响整个翅片的加工质量。为此,中国专利申请号为2016205642625公开了一种翅片高速生产线,其将横切装置从冲床中分离出后移,并设置预留区,以克服冲床与横切装置速度不一致的问题。但该结构横切装置从图中可以看出,还是采用传统的冲床冲压结构,效率低。
3.此外,现有冲床在加工跟进料步距不一致的异形切时,需要回料进行冲裁,这可能导致翅片重复冲孔和纵切的问题,导致翅片产生毛刺,影响翅片的质量。同时,也会影响翅片的加工速度。
技术实现要素:
4.本实用新型的目的是提供一种翅片加工高速生产线,解决现有翅片加工生产装置加工速度低的问题。
5.本实用新型解决其技术问题所采用的技术方案是:一种翅片加工高速生产线,包括用于实现冲孔和纵切的级进模,所述级进模之后设置有翅片缓冲区,在翅片缓冲区之后依次设置有异形切装置、送料装置和横切装置;
6.所述异形切装置包括固定设置在翅片传送方向下方的异形切下刀和浮动设置在翅片传送方向上方对翅片进行异形切的异形切上刀,还设置有控制异形切上刀上下运动的异形切驱动机构;
7.所述横切装置包括固定设置在翅片传送方向下方的横切下刀和浮动设置在翅片传送方向上方对翅片进行横切的横切上刀,还设置有控制横切上刀上下运动的横切驱动机构。
8.进一步的,所述异形切驱动机构包括平行设置在异形切上刀上方的异形切驱动轴,设置在异形切驱动轴上的第一偏心轮,所述第一偏心轮与异形切上刀间设置有第一连
杆,还设置有控制异形切驱动轴转动的异形切驱动源。
9.所述横切驱动机构包括平行设置在横切上刀上方的横切驱动轴,设置在横切驱动轴上的第二偏心轮,所述第二偏心轮与横切上刀间设置有第二连杆,还设置有控制横切驱动轴转动的横切驱动源。
10.优选的,所述异形切驱动源和横切驱动源均为伺服电机。
11.为保证传动的可靠性,所述横切上刀固定设置在横切滑动板,所述横切滑动板上固定设置有横切固定座,所述第二连杆的下方设置有第一转动轴承,第一转动轴承与固定座间设置有轴承连接销;所述横切驱动轴与第二偏心轮间设置有第二转动轴承;所述异形切上刀与异形切驱动轴间的连接结构和横切上刀与横切驱动轴的连接结构相同。
12.优选的,所述第二连杆沿横切驱动轴的轴向均匀设置有一组。
13.为保证进料的连续性,所述级进模之前还设置有进料装置,在进料装置之前设置有料盘固定架,料盘固定架与进料装置间设置有料带缓存区。
14.为保证料带进入异形切装置的准确性,所述异形切装置上还设置有控制料带方向的导正凸模。
15.本实用新型的有益效果:本实用新型通过对翅片加工工位进行调整,在级进模内进行冲孔和纵切,将传统在级进模内完成的异形切和横切移除,因此,能够提高翅片的冲孔和纵切速度。本实用新型将异形切和横切挪到级进模之后,并与级进模间设置翅片缓冲区,翅片可以暂存在翅片缓冲区内,因此,可以解决级进模冲压速度与异形切、横切工作速度不一致的问题。所述异形切采用异形切驱动轴带动偏心轮转动控制异形切上刀上下运动,可以在翅片前进的任意时刻进行异形切,同时,还可以根据翅片上异形切的数量并排设置多个异形切装置,提高异形切的效率。所述异形切装置采用伺服电机驱动,具有反应速度快的优点,接合异形切上刀的安装结构,实现高速加工。该异形切结构解决了传统异形切设置在级进模内,冲床在加工跟进料步距不一致的异形切时,需要回料进行冲裁,不仅速度慢,还可能引起翅片重复冲孔和纵切,导致翅片产生毛刺的问题。所述横切装置同样可以根据翅片的送料速度在任意时段对翅片进行切断,提高生产的速度,同时,克服了传统悬臂安装加弹簧回程的结构,在横切上刀工作的瞬间,上模受到瞬间冲击力,破坏了模具的动态平衡,易造成级进模上冲床偏载的问题。通过独立的驱动机构带动横切上刀运动,从而克服了现有固定在上模上的横切上刀结构,只有在模具运动到下死点时,才能进行对翅片切断,横切可用的时间短的问题。本实用新型可用在翅片送料到位后即可进行横切切断,切断预留的时间长,因此,可用减少翅片停留的时间,加快翅片的推进速度,同时,还可以提高驱动机构的速度,进一步缩短工作运行时间,进一步加快翅片的推进速度。
16.以下将结合附图和实施例,对本实用新型进行较为详细的说明。
附图说明
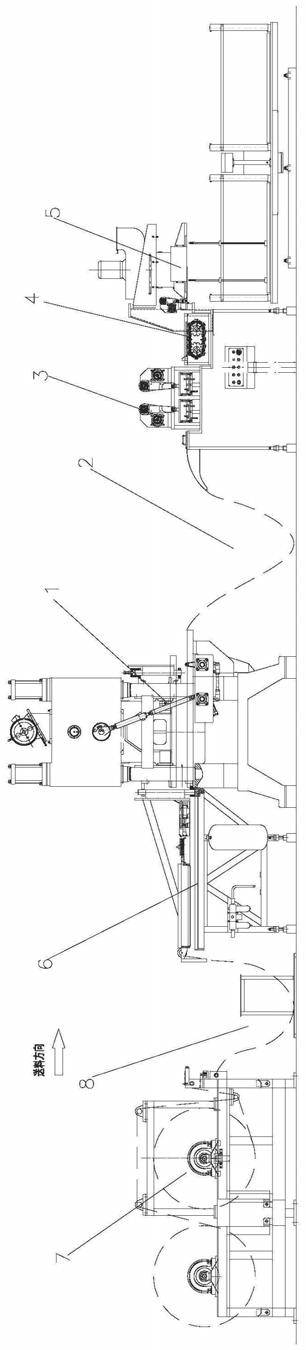
17.图1为本实用新型的结构示意图。
18.图2为本实用新型中异形切装置的侧视图。
19.图3为本实用新型中横切装置的立体结构示意图一。
20.图4为本实用新型中横切装置的立体结构示意图二。
21.图5为本实用新型中横切装置的主视图。
22.图6为本实用新型中横切装置的侧视图。
23.图7为本实用新型中送料装置采用伺服送料的结构示意图。
具体实施方式
24.实施例,如图1所示,一种翅片加工高速生产线,用于加工翅片,以提高翅片的加工速度,尤其能够提高带异形切的翅片生产速度。该生产线包括依次设置的料盘固定架7、进料装置6,级进模1、异形切装置3、送料装置4和横切装置5,所述料盘固定架7与进料装置6间设置有料带缓存区8,以克服料盘固定架7上的送料量与进料装置6的进料量不一致的问题。所述级进模1与异形切装置3间设置有翅片缓冲区2,以克服级进模1加工速度与异形切加工速度不一致的问题。
25.所述料盘固定架7用于放置料盘并保证料带按照设定路径进行输送,所述料盘固定架7上设置有料带驱动电机和料带导向机构,用于向前输送料带。
26.所述进料装置6设置在级进模前端,用于将料带按照级进模的送料步距间断性的向级进模1内送料,该进料装置6也采用伺服电机带动,从而实现快速准确的送料。
27.所述级进模1固定安装在冲床上,通过冲床的上下运动完成对料带的冲压成型。本实用新型中级进模1内设置有引伸、冲孔,纵切等工序,用于完成对翅片的冲孔和纵切。由于冲孔和纵切均与级进模的进料步距一致,因此,可以最大限度的提高冲床的冲压速度,除进料速度外,不受其他因素的制约。
28.如图2所示,所述异形切装置3包括固定设置在翅片传送方向下方的异形切下刀31和浮动设置在翅片传送方向上方对翅片进行异形切的异形切上刀32,还设置有控制异形切上刀32上下运动的异形切驱动机构33。所述异形切装置3的进料端设置有控制料带方向的导正凸模34,以保证料带按照设定方向进入异形切装置3完成异形切。所述异形切装置3的数量可以根据每段翅片上所需要完成的异形切数量进行设定,即可以沿料带输送方向设置多个异形切装置,以提高异形切的速度。将翅片的异形切从级进模1上独立出来,能够有效解决异形切与进料步距不一致,需要将翅片回来进行异形切影响翅片的加工速度的问题。将异形切拉出后,级进模上翅片的推进即可按照设定的推进步距持续不断的向前输送。
29.为提高异形切本身的速度,所述异形切驱动机构33包括平行设置在异形切上刀32上方的异形切驱动轴331,设置在异形切驱动轴331上的第一偏心轮332,所述第一偏心轮332与异形切上刀32间设置有第一连杆333,还设置有控制异形切驱动轴331转动的异形切驱动源334,所述异形切驱动源334伺服电机。伺服电机具有相应速度快,精度高的优点,因此,可以根据异形切的位置调整伺服电机的工作时间和转动速度。且能够根据不同的翅片,调整伺服电机的参数,以满足各类尺寸翅片异形切的需求,因此,通用性高,便于调整和维护。
30.所述翅片经过异形切装置3切割后通过送料装置4送入横切装置5,为保证送料的精度和速度,所述送料装置4可以选用如中国专利申请号201620564262.5,专利名称为一种翅片高速生产线中公开的滚动送料装置,还可以采用伺服送料结构进行送料,所述伺服送料结构如图7所示,包括送料伺服电机41,由伺服电机41带动的摆臂42,摆臂42的另一端连接设置有送料连杆43,送料连杆43连接设置有送料活动板44,送料活动板44上设置有送料指45,所述送料活动板44之后设置有送料固定板46,送料固定板46上同样设置有送料指45,
所述送料活动板44和送料固定板46的上方还设置有控制翅片上下浮动的送料盖板47。所述送料伺服电机41转动带动摆臂42摆动,从而带动送料连杆43和送料活动板44来回移动,在送料活动板44上送料指45的作用下带动翅片向送料固定板46上移动。该送料结构,可以根据送料伺服电机41的转动时间和速度来控制送料的时间和速度,反应速度快,效率高。
31.如图3至6所示,所述横切装置5包括固定设置在模具下模板上的刀座510,设置在刀座510上的横切下刀52,所述横切下刀52固定设置在翅片行进路线的下方。还包括横切上刀51,所述横切上刀51浮动设置在翅片行进路线的上方,还设置有控制横切上刀51上下运动横切驱动机构53。
32.所述横切上刀51的具体安装连接结构如下:所述横切上刀51固定设置在横切滑动板54,在横切滑动板54上设置有一组与横切滑动板54运动方向相同的腰型孔541,所述刀座510上固定设置有一组与腰型孔541配合的限位螺栓5101,进而限制横切上刀51的行程。
33.所述横切驱动机构53包括平行设置在横切上刀51上方的横切驱动轴531,所述刀座510上固定设置有至少两个支撑座512,所述横切驱动轴531转动支撑在支撑座512上。所述横切驱动轴531上均匀偏心安装有一组第二偏心轮532,第二偏心轮532与横切驱动轴531间设置有第二转动轴承58。所述第二偏心轮532的下方固定设置有第二连杆533,第二连杆533的下方设置有第一转动轴承57,所述横切滑动板54上固定设置有一组与第二连杆533配合的横切固定座55,第一转动轴承57与横切固定座55间设置有轴承连接销56。在第二偏心轮532的作用下,横切驱动轴531转动带动第二连杆533上下运动,从而带动横切滑动板54及固定在横切滑动板54上的横切上刀51上下运动。为控制横切驱动轴531转动,还设置有带动横切驱动轴531转动的横切驱动源534,所述横切驱动源534优选采用伺服电机,在所述刀座510上还设置有用于安装伺服电机的电机支撑座511,伺服电机的输出端设置有主动齿轮535,所述横切驱动轴531的一端设置有从动齿轮536,主动齿轮535和传动齿轮536间设置有传动链537。通过该横切装置5能够实现翅片的快速横切,且能够在任意时间段对翅片进行横切,横切速度快,用时短;同时,能够根据不同翅片长度进行调整伺服电机的工作时间和转动速度,从而满足高速生产的要求。所述异形切装置3的具体连接结构可以与横切装置5相同,或者采用类似的结构。
34.以上结合附图对本实用新型进行了示例性描述。显然,本实用新型具体实现并不受上述方式的限制。只要是采用了本实用新型的方法构思和技术方案进行的各种非实质性的改进;或未经改进,将本实用新型的上述构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1