一种压力钢管加劲环焊接工作站的制作方法
1.本技术涉及钢管焊接技术领域,尤其涉及一种压力钢管加劲环焊接工作站。
背景技术:
2.目前,水利水电工程领域,对于压力钢管加劲环的焊接是一种极其常见的工作内容,目前涉及的焊接方法,如将钢管放置在钢平台上,钢管轴线方向与地面垂直,操作人员对加劲环单侧角焊缝进行焊接,单侧焊接结束后翻身钢管,再进行另一侧角焊缝焊接;将钢管放置在钢平台上,钢管轴线方向与地面平行,对角焊缝进行焊接,不同管径需要搭设不同高度平台;加劲环角焊缝焊接常规采用二氧化碳气体保护焊进行焊接,单人操控1台焊机进行施焊。
3.针对以上现有技术的施焊过程中,不同管径需要根据情况搭设不同高度平台,耗时费力;另外加劲环角焊缝多数采用二氧化碳气体保护焊进行焊接,常规采用两人操控2台气保焊机同时进行单道加劲环角焊缝焊接,经常会出现焊工焊接速度不一致、焊接水平不同出现加劲环角焊缝质量超差,经常返工会极大影响压力钢管焊接质量。
4.因此,如何研发一种压力钢管加劲环焊接工作站,在施工过程中该工作站结构简单、拆装方便、操作容易、节省空间,可有效保证施工效率和质量成为了我们亟待解决的问题。
技术实现要素:
5.为解决上述技术问题,本技术提供一种压力钢管加劲环焊接工作站,包括焊接操作系统、集中供气系统、焊接工作站、所述集中供气系统和所述焊接工作站分别设置在所述焊接操作系统的两侧位置,所述焊接操作系统包括起升装置和操作平台,所述操作平台上设置有焊接小车,所述操作平台的下方设置有滚轮架;所述起升装置包括起升支架和设置在所述起升支架下方的起升倒链,所述起升支架包括相互垂直设置的立杆和横杆,所述立杆上设置有定位组件,所述定位组件与所述立杆通过定位销连接。
6.优选的,所述操作平台包括彼此连接的平台前段和平台后段,所述平台前段上设置有护栏,所述平台后段上连接有钢丝绳所述钢丝绳的一端通过第一吊耳与所述平台后段连接,所述钢丝绳的另一端与所述起升倒链连接。
7.优选的,所述立杆设置有滑槽,所述定位组件在所述起升倒链的牵引下可在所述滑槽上滑动。
8.优选的,所述焊接小车上包括有两个互相对称设置焊枪组件,所述焊枪组件由焊接支架、行进轮、导向轮和焊枪组成,所述行进轮设置在所述焊接支架的纵杆上,所述导向轮设置在所述焊接支架的横杆上,所述焊枪与所述焊接支架可活动连接。
9.优选的,平台前段上设置有第二吊耳,所述第二吊耳上连接有支撑轮。
10.优选的,所述焊枪上设置有上下调节按钮和左右调节按钮。
11.本技术的有益效果:在上述的整体技术方案中,本发明提供的一种压力钢管加劲
环自动焊接工作站装置,采用以上技术特征的集成装置,可依据不同管径进行调节,同时双枪头焊接的小车可以实现单人操控两台气保焊机进行单道加劲环两侧角焊缝同时焊接,有效的解决了压力钢管焊接占用空间大,提高工序工时工效,提高焊接质量,节省施工成本,加快压力钢管生产进度。并且此装置操作方便,占用空间小、工作效率高。
附图说明
12.为了更清楚地说明本技术的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
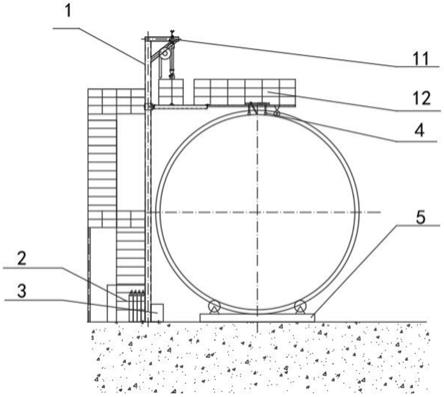
13.图1为本技术提供的压力钢管加劲环自动焊接工作站正面结构示意图。
14.图2为本技术提供的压力钢管加劲环自动焊接工作站侧面结构示意图。
15.图3为本技术提供的焊接操作系统结构示意图。
16.图4为本技术提供的焊接小车的结构示意图。
17.图5为本技术提供的定位组件与所述立杆的位置关系图。
18.其中,1
‑
焊接操作系统,2
‑
集中供气系统,3
‑
焊接工作站,4
‑
焊接小车,5
‑
滚轮架,11
‑
起升装置,12
‑
操作平台,111
‑
起升支架,112
‑
起升倒链,113
‑
定位组件,114
‑
滑槽,115
‑
支撑轮,121
‑
平台前段,122
‑
平台后段,411
‑
焊枪组件,1111
‑
立杆,1112
‑
横杆,1131
‑
定位销,1211
‑
护栏,1212
‑
第二吊耳,1221
‑
钢丝绳,1222
‑
第一吊耳,4111
‑
焊接支架,4112
‑
行进轮,4113
‑
导向轮,4114
‑
焊枪,41141
‑
上下调节按钮,41142
‑
左右调节按钮。
具体实施方式
19.参见图1
‑
图3,分别为为本技术提供的压力钢管加劲环自动焊接工作站正面结构示意图;本技术提供的压力钢管加劲环自动焊接工作站侧面结构示意图;本技术提供的焊接操作系统结构示意图。
20.一种压力钢管加劲环焊接工作站,包括焊接操作系统1、集中供气系统2、焊接工作站3、所述集中供气系统2和所述焊接工作站3分别设置在所述焊接操作系统1的两侧位置,所述集中供气系统2,负责提供二氧化碳气体,集中供气系统可同时为多台气保焊机进行供气,所述焊接工作站3是能量输送站,为各设备组件所需要的电源,并进行控制功能。所述焊接操作系统1包括起升装置11和操作平台12,所述操作平台12上设置有焊接小车4,所述操作平台12的下方设置有滚轮架5;焊接操作时,将压力钢管加劲圈放置在所述滚轮架5上,用于焊接件的滚动,所述起升装置11包括起升支架111和设置在所述起升支架111下方的起升倒链112,所述起升支架111包括相互垂直设置的立杆1111和横杆1112,所述立杆1111上设置有定位组件113,所述定位组件113与所述立杆1111通过定位销1131连接。
21.优选的,所述操作平台12包括彼此连接的平台前段121和平台后段122,所述平台前段121上设置有护栏1211,所述平台后段122上连接有钢丝绳1221,所述钢丝绳1221的一端通过第一吊耳1222与所述平台后段122连接,所述钢丝绳1221的另一端与所述起升倒链112连接,通过所述钢丝绳1221连接所述平台后段122,在所述起升倒链112的牵引下实现所述平台后段122位置的移动。
22.参见图4,为本技术提供的定位组件与所述立杆的位置关系图。
23.优选的,所述立杆1111设置有滑槽114,所述定位组件113在所述起升倒链112的牵引下可在所述滑槽114上滑动。通过设置的所述滑槽114,利用起升倒链112可使得所述定位组件113在滑槽内滑动,可根据不同管节进行所述定位组件113高度调节。当滑动所需要焊接高度时,通过所述定位销1131固定好位置。
24.参见图5,为本技术提供的焊接小车的结构示意图。
25.优选的,所述焊接小车4上包括有两个互相对称设置焊枪组件411,所述焊枪组件411由焊接支架4111、行进轮4112、导向轮4113和焊枪4114组成,所述行进轮4112设置在所述焊接支架4111的纵杆上,所述导向轮4113设置在所述焊接支架4111的横杆上,所述焊枪4114与所述焊接支架4111可活动连接。双枪头焊接小车,可实现单人同时操控两台气保焊机进行焊接。操作时,将所述焊接操作系统1根据管径调整到焊接位置,所述滚轮架5配合所述焊接小车4做相对转动,所述焊接小车4设置1名焊接人员同时操控2台气保焊机,同时对单道加劲环两侧角焊缝施焊。
26.优选的,平台前段121上设置有第二吊耳1212,所述第二吊耳1212上连接有支撑轮115。所述第二吊耳1212用来固定所述支撑轮115,以便焊接作业中更方便的进行所述支撑轮115的位置移动。设置所述支撑轮115是为了更好的固定住待焊接的压力钢管加劲环。
27.优选的,所述焊枪4114上设置有上下调节按钮41141和左右调节按钮41142。通过所述上下调节按钮41141和所述左右调节按钮41142可以调整所述焊枪4114同时在水平方向和竖直方向的位置。
28.基于以上技术特征,压力钢管加劲环自动焊接工作站装置使用步骤:
29.起升平台前段
→
钢管吊装至滚轮架
→
放下平台前段使支撑轮接触钢管外壁
→
布置焊接小车
→
焊接前准备(包括调整参数、喷防溅液等)
→
启动滚轮架转动钢管开始焊接
→
焊接完成后起升平台前段吊出钢管。
30.压力钢管加劲环自动焊接工作站装置具体实施过程:
31.压力钢管加劲环自动焊接工作站可根据不同钢管直径调节平台高度,确定所待焊接的钢管直径后,利用平台后段吊耳作为吊点,起升倒链与钢丝绳作为动力将平台上升或降落。预先按照工程内所有钢管直径,在立杆上对应点钻孔。平台升降时,滑槽与立杆控制平台升降运动轨迹,至所需高度,将定位销穿入预先钻好的孔内完成定位。
32.平台高度调节完毕,仍然采用起升倒链、钢丝绳及吊耳掀起平台前段,目的使钢管有吊装至滚轮架的空间。将钢管平稳吊放至滚轮架上后,再将平台前段放下,使支撑轮接触钢管外壁,依靠支撑轮即可支撑起平台前段。此时操作人员即可进入平台前段,做焊接前的准备工作。
33.双枪头焊接小车布置完成开始焊接,气保焊机和co2气瓶集成放置在焊接工作站下部,可使操作集中便捷。操作者只需焊接前做焊接小车的调整工作,包括摆正小车位置、调节焊钳高度、调整导向轮等,在焊接过程不需要手工操作。钢管加劲环焊接时操作滚轮架转动钢管,双枪头的焊接小车静止不动,钢管与焊枪产生相对运动,调节滚轮架转动速度即可调整焊接速度。焊接完成清理消缺后,掀起平台前段吊出钢管,接着吊入下一节待焊接的钢管,以此类推,在有限空间内形成生产流水线。
34.本技术的有益效果:在上述的整体技术方案中,本发明提供的一种压力钢管加劲环自动焊接工作站装置,采用以上技术特征的集成装置,可依据不同管径进行调节,同时双
枪头焊接的小车可以实现单人操控两台气保焊机进行单道加劲环两侧角焊缝同时焊接,有效的解决了压力钢管焊接占用空间大,提高工序工时工效,提高焊接质量,节省施工成本,加快压力钢管生产进度。并且此装置操作方便,占用空间小、工作效率高。
35.领域技术人员在考虑说明书及实践这里公开的实用新型后,将容易想到本实用新型的其它实施方案。本技术旨在涵盖本实用新型的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本实用新型的一般性原理并包括本实用新型未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本实用新型的真正范围和精神由下面的权利要求指出。
36.应当理解的是,本实用新型并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本实用新型的范围仅由所附的权利要求来限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1