一种排线连续折弯装置的制作方法
1.本实用新型涉及机械技术领域,特别是涉及一种排线连续折弯装置。
背景技术:
2.为了适应有限的安装结构,需要进行排线的折弯。现阶段排线的折弯分为人工折弯和机械折弯,部分排线要求在小空间内进行大角度的折弯,如“z”字型折弯和“c”字型折弯,因折弯空间有限且需要折弯的角度过大,折弯机械难以实现,一般采用人工折弯。
3.人工进行排线折弯时,所需的人力成本较高,且生产效率不高。另外,使用人工折弯时,因生产人员的个体差异与熟练程度问题,极易影响产品良率,而且产能直接受生产人员的疲劳程度的影响。特别是单个排线中需要多个折弯工位的情况下,人工连续折弯的产品良率更低,需要改进。
技术实现要素:
4.本实用新型主要解决的技术问题是提供一种排线连续折弯装置,进行排线上两种角度类型的连续折弯,提升自动化水平和生产效率。
5.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种排线连续折弯装置,包括:工作台、工件载具、第一折弯机构和第二折弯机构,所述工件载具设置在工作台上,所述第一折弯机构包括第一安装座、第一推送气缸、第一折弯气缸、第二折弯气缸、第一折弯刀和第二折弯刀,所述第一安装座设置在工作台的底部并位于工件载具前侧下方,所述第一折弯气缸设置在第一安装座上并指向上方,所述第一折弯气缸的输出端设置有指向上方的第一刀座,所述第一折弯刀设置在第一刀座上,所述第一推送气缸设置在工作台上并位于工件载具的前方,所述第一推送气缸上设置有第二安装座,所述第二折弯气缸设置第二安装座上并斜向下指向第一折弯刀,所述第二折弯气缸上设置有第二刀座,所述第二折弯刀设置在第二刀座上并指向第一折弯刀,所述第二折弯机构包括第三安装座、第四安装座和第五安装座,所述第三安装座设置在工作台的底部并位于第一安装座的一侧,所述第三安装座上设置有指向上方的第三折弯气缸,所述第三折弯气缸上设置有第三刀座,所述第三刀座上设置有指向上方的第三折弯刀,所述第三安装座上设置有延伸在第三折弯刀外侧的第四安装座,所述第四安装座上设置有水平指向第三折弯刀的第四折弯气缸,所述第四折弯气缸上设置有第四刀座,所述第四刀座上设置有与第三折弯刀对应的第四折弯刀,所述第四折弯刀上在有延伸至第三折弯刀上方的插针,所述第四安装座和第五安装座设置在工作台上并相对间隔分布在第三折弯刀的上方两侧,所述第四安装座和第五安装座上分别设置有第二推送气缸,所述第二推送气缸上设置有指向下方的第五折弯气缸,所述第五折弯气缸上设置有升降座,所述升降座上设置有第五刀座,所述第五刀座上设置有指向下方第三折弯刀的第五折弯刀,所述升降座上设置有位于第五刀座一侧的第六折弯气缸,所述第六折弯气缸底部设置有齿条,所述升降座上设置有与齿条啮合的齿轮组件,所述齿轮组件的轮轴上偏心设置有延伸至插针一侧的第六折弯刀。
6.在本实用新型一个较佳实施例中,所述工件载具上设置有定位销钉和翻转压臂,所述翻转压臂尾端销接在工件载具上,所述翻转压臂前端设置有压头。
7.在本实用新型一个较佳实施例中,所述翻转压臂上活动安装有延伸至下方的钩板,所述工件载具上设置有与钩板对应的舌板。
8.在本实用新型一个较佳实施例中,所述舌板上设置有第一磁铁,所述钩板背面设置有磁铁安装板,所述磁铁安装板上设置有与第一磁铁相斥的第二磁铁。
9.在本实用新型一个较佳实施例中,所述第二折弯刀上设置有热电偶和电加热棒。
10.在本实用新型一个较佳实施例中,所述插针与第六折弯刀相平行。
11.在本实用新型一个较佳实施例中,所述第一折弯刀与第二折弯刀的端部分别设置有v型槽,且第一折弯刀与第二折弯刀上的v型槽错位咬合。
12.本实用新型的有益效果是:本实用新型指出的一种排线连续折弯装置,通过工件载具进行排线的定位和压固,稳定性好,先利用第一折弯机构进行“z”字型折弯,再利用第二折弯机构进行“c”字型折弯,连续性好,减少生产人员的劳动强度,有利于提升产品良率和生产效率,单次装夹,即可实现连续折弯,结构紧凑,通过第一折弯机构和第二折弯机构的交叉配合,有效利用了折弯空间。
附图说明
13.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
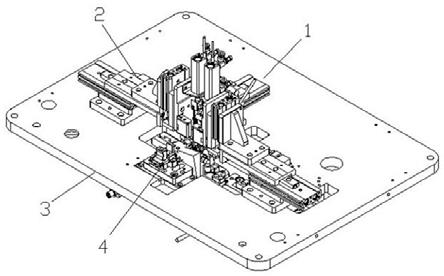
14.图1是本实用新型一种排线连续折弯装置一较佳实施例的结构示意图;
15.图2是图1的另一角度视图;
16.图3是图1中工件载具的结构示意图;
17.图4是图3的俯视图;
18.图5是图1中第一折弯机构的结构示意图;
19.图6是图1中第二折弯机构的结构示意图;
20.图7是图6中a部分的结构示意图。
具体实施方式
21.下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
22.请参阅图1~图7,本实用新型实施例包括:
23.如图1和图2所示的排线连续折弯装置,包括:工作台3、工件载具4、第一折弯机构1和第二折弯机构2,工件载具4设置在工作台3上,在本实施例中,如图3和图4所示,工件载具4上设置有定位销钉44和翻转压臂41,翻转压臂41尾端销接在工件载具4上,可以安装把手进行翻转压臂41的翻转,通过定位销钉44进行工件载具4上排线的定位,翻转压臂41前端设
置有压头45,翻转压臂41翻转水平后进行排线局部的压固。
24.如图3所示,翻转压臂41上活动安装有延伸至下方的钩板42,采用销轴进行安装,以方便钩板42的摆动操作,工件载具4上设置有与钩板43对应的舌板43,翻转压臂41翻转水平后,通过钩板43与舌板43的配合,进行翻转压臂41的锁定,避免排线的松脱。在本实施例中,舌板43上设置有第一磁铁,如图4所示,钩板背面43固定有磁铁安装板46,磁铁安装板46上设置有与第一磁铁相斥的第二磁铁,给予磁铁安装板46向上的作用力,避免钩板43的回转松脱问题。
25.如图5所示,第一折弯机构1包括第一安装座19、第一推送气缸11、第一折弯气缸18、第二折弯气缸14、第一折弯刀17和第二折弯刀16,第一安装座19设置在工作台3的底部并位于工件载具4前侧下方,第一折弯气缸18设置在第一安装座19上并指向上方,第一折弯气缸18的输出端设置有指向上方的第一刀座,第一折弯刀17竖直设置在第一刀座上,可以通过第一折弯气缸18的伸缩,进行第一折弯刀17的升降。
26.将第一推送气缸11设置在工作台3上并位于工件载具4的前方,第一推送气缸11上设置有第二安装座12,第二折弯气缸14设置第二安装座12上并斜向下指向第一折弯刀17,第二折弯气缸14上设置有第二刀座13,第二折弯刀16设置在第二刀座13上并指向第一折弯刀17,通过第一折弯刀17与第二折弯刀16的配合,进行排线的折弯。在本实施例中,第一折弯刀17与第二折弯刀16的端部分别设置有v型槽,且第一折弯刀17与第二折弯刀16上的v型槽错位咬合,可以实现排线的“z”字型折弯。
27.第二折弯刀16上设置有热电偶15和电加热棒,进行温度检测和加热,方便排线折弯后的定型。第一折弯机构1进行折弯后,第一推送气缸11后退复位,不影响第二折弯机构2的动作。
28.如图6和图7所示,第二折弯机构2包括第三安装座23、第四安装座21和第五安装座22,第三安装座23设置在工作台3的底部并位于第一安装座19的一侧,互不影响,结构紧凑,在本实施例中,工作台3上设置有对应的开口,方便对应的折弯动作。
29.第三安装座23上设置有指向上方的第三折弯气缸231,第三折弯气缸231上设置有第三刀座232,第三刀座232顶部设置有指向上方的第三折弯刀235,折弯前,第三折弯刀235处于低位,不影响其他动作。
30.第三安装座23上设置有延伸在第三折弯刀235外侧的第四安装座234,因此,第四安装座234不跟随第三折弯气缸231动作。第四安装座234上设置有水平指向第三折弯刀235的第四折弯气缸233,第四折弯气缸233上设置有第四刀座,动作灵活,第四刀座上设置有与第三折弯刀235对应的第四折弯刀236,如图7所示,第四折弯刀236上在有延伸至第三折弯刀235上方的插针237,插针237前移后位于排线的下方进行限位。
31.如图6所示,第四安装座21和第五安装座22设置在工作台3上并相对间隔分布在第三折弯刀235的上方两侧,使得第一折弯机构1和第二折弯机构2大体呈交叉分布,提升空间利用率。
32.在本实施例中,第四安装座21和第五安装座22上分别设置有水平相向延伸的第二推送气缸211,第二推送气缸211上设置有指向下方的第五折弯气缸212,第一折弯机构1动作时,通过第二推送气缸211的收缩确保第五折弯气缸212的复位,避免影响第一折弯机构1的动作,提升空间利用率。
33.第五折弯气缸212上设置有升降座214,升降座214上设置有第五刀座217,第五刀座217上设置有指向下方第三折弯刀235的第五折弯刀218,通过第五折弯气缸212驱动第五折弯刀218的下降,进行插针237的排线的压固。
34.在本实施例中,升降座214上设置有位于第五刀座217一侧的第六折弯气缸215,第六折弯气缸215底部设置有齿条216,升降座214上设置有与齿条216啮合的齿轮组件213,齿轮组件213的轮轴219上偏心设置有延伸至插针237一侧的第六折弯刀2191,在本实施例中,第六折弯刀2191采用圆杆结构,且插针237与第六折弯刀2191相平行,通过第六折弯气缸215带动齿条216的下降,驱动轮轴219的旋转以及第六折弯刀2191的偏心回转,从排线上方通过第六折弯刀2191的向下偏心回转进行排线的108
°
折弯,形成“c”字型折弯结构。
35.排线“c”字型折弯后,通过第三折弯刀235在第三折弯气缸231的作用下上升,与第五折弯刀218配合,实现排线折弯后的挤压定型,避免反弹,确保“c”字结构的稳定性。
36.综上,本实用新型指出的一种排线连续折弯装置,实现了对排线的连续折弯,有效利用了折弯空间,可适应排线的大角度108
°
折弯,自动化程度高,可以减少生产人员的劳动强度从而提高生产效率,减少人为因素的干扰,提高产品良率。
37.以上仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1