铝合金枕梁焊接防变形装置的制作方法
1.本实用新型涉及铝合金焊接技术领域,特别涉及一种铝合金枕梁焊接防变形装置。
背景技术:
2.高速铁路客车转向架中的铝合金枕梁,轮廓尺寸为3168mm
×
1315mm
×
235mm,内腔是封闭结构,但在铸造时内腔由砂芯成型,砂芯必须有支撑和清砂出口,所以成型铸件后需要用铝块焊接铸件上的清砂口。铝合金枕梁为长板型零件,焊接产生的热应力使枕梁产生挠曲变形,进而导致尺寸超差。这就需要增加校正工序,先对枕梁进行加热处理,在其力学性能较低的情况下,对枕梁划线后,转移至校正工装校正。由于变形量的不确定性,操作难度大,校正时间长,有时辅以氧气乙炔进行对枕梁变形部位加热,校正成本高。
技术实现要素:
3.有鉴于此,针对上述不足,有必要提出一种能防止铝合金枕梁焊接时变形的铝合金枕梁焊接防变形装置。
4.一种铝合金枕梁焊接防变形装置,包括工作台、支撑座、压紧机构、顶紧机构,所述工作台为一个水平设置的矩形板,所述支撑座为两个,两个支撑座固定安装在工作台上,两个支撑座沿工作台左右方向的中心线一线排列,两个支撑座还以工作台前后方向的中心线对称布置,所述压紧机构为三个,三个压紧机构均固定安装于工作台上,一个压紧机构位于两个支撑座之间的中心位置,一个压紧机构位于左侧支撑座的左侧,一个第二压紧机构位于右侧支撑座的右侧,每个压紧机构上均至少安装有两个压紧部件,所述顶紧机构为三组,所述顶紧机构固定安装于工作台上,三组顶紧机构分别位于三个压紧机构的下方,一组顶紧机构位于两个支撑座之间,一组顶紧机构位于左侧支撑座的左侧,一组顶紧机构位于右侧支撑座的右侧,每个顶紧机构包括至少两个顶紧部件。
5.优选的,每个支撑座包括支腿、支撑板,所述支腿为四个,四个支腿成矩形布置,所述支撑板水平放置于支腿上,所述支撑板的上表面为水平面。
6.优选的,每个压紧机构还包括支架,中间的压紧机构的支架上安装有三个压紧部件,中间的压紧机构的一个压紧部件位于中间的压紧机构的支架的中心,中间的压紧机构的另外两个压紧部件以工作台左右方向的中心线对称设置,所述支架的底部安装有矩形滑块,在工作台上还安装有滑轨,所述滑轨沿着工作台长度方向延伸,所述滑轨内侧设置有滑槽,所述滑槽沿着滑轨的长度方向延伸,所述滑槽的形状与滑块的形状匹配,在滑轨的一侧固定安装有直线丝杆电机,在滑块上开有导向孔,所述直线丝杆电机的丝杆穿过滑块的导向孔,所述直线丝杆电机的丝杆与滑块的导向孔螺纹配合,以通过直线丝杆电机的丝杆转动来驱动滑块沿滑轨的滑槽直线运动。
7.优选的,两侧的压紧机构的支架上均安装有两个压紧部件,两侧的压紧机构上的两个压紧部件均以工作台左右方向的中心线对称设置。
8.优选的,所述压紧部件包括压块、压杆、螺母,在支架上设有导向孔,每个压紧部件的压杆对应与一个导向孔螺纹配合,以通过旋转压杆驱使压杆相对支架上下直线移动,压杆的下端与压块的上表面转动连接,压杆的上端旋装有螺母,压块的下表面为水平面,所述压块为矩形板。
9.优选的,中间的顶紧机构包括四个顶紧部件,中间的顶紧机构的四个顶紧部件以工作台左右方向的中心线对称设置,中间的顶紧机构的四个顶紧部件还以工作台前后方向的中心线对称设置。
10.优选的,两侧的顶紧机构均包括五个顶紧部件,两侧的顶紧机构的五个顶紧部件均分为两排,其中一排为两个,并靠近相应位置的支撑座设置,一排两个顶紧部件以工作台左右方向的中心线对称设置。
11.优选的,两侧的顶紧机构的另一排顶紧部件为三个,一排三个顶紧部件中的一个位于工作台左右方向的中心线上,一排三个顶紧部件中的另外两个以工作台左右方向的中心线对称设置。
12.优选的,两侧的顶紧机构中的一排两个顶紧部件与一排三个顶紧部件在工作台前后方向上交错布置。
13.优选的,所述顶紧部件包括导向杆、顶杆、顶板,所述导向杆固定安装于工作台上,导向杆内设有导向槽,所述顶杆与导向槽螺纹配合,以通过旋转顶杆驱使顶杆相对导向杆上下直线移动,所述顶杆的上端与顶板的下表面转动连接,所述顶板的上表面为水平面,所述顶板为圆形板。
14.本实用新型中,通过支撑座将枕梁固定后,利用三个压紧机构的六个压紧部件提供的向下的反变形的作用力,以及顶紧机构的六个顶紧部件形成向上的反变形的作用力,形成全方位顶紧、压紧效果,局部细微的变形也能避免,有效防止铝合金枕梁在焊接时的变形,控制精度高,省去了枕梁由于焊接变形产生的校正工序,降低了生产成本。
附图说明
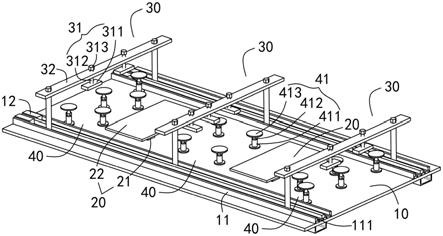
15.图1为夹装枕梁的铝合金枕梁焊接防变形装置的轴测图。
16.图2为所述铝合金枕梁焊接防变形装置的轴测图。
17.图3为所述铝合金枕梁焊接防变形装置的局部放大视图。
18.图中:工作台10、滑轨11、滑槽111、直线丝杆电机12、支撑座20、支腿21、支撑板22、压紧机构30、压紧部件31、压块311、压杆312、螺母313、支架32、滑块33、顶紧机构40、顶紧部件41、导向杆411、顶杆412、顶板413、枕梁50。
具体实施方式
19.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
20.参见图1至图3,本实用新型实施例提供了一种铝合金枕梁焊接防变形装置,包括工作台10、支撑座20、压紧机构30、顶紧机构40,工作台10为一个水平设置的矩形板,支撑座
20为两个,两个支撑座20固定安装在工作台10上,两个支撑座20沿工作台10左右方向的中心线一线排列,两个支撑座20还以工作台10前后方向的中心线对称布置,压紧机构30为三个,三个压紧机构30均固定安装于工作台10上,一个压紧机构30位于两个支撑座20之间的中心位置,一个压紧机构30位于左侧支撑座20的左侧,一个第二压紧机构30位于右侧支撑座20的右侧,每个压紧机构30上均至少安装有两个压紧部件31,顶紧机构40为三组,顶紧机构40固定安装于工作台10上,三组顶紧机构40分别位于三个压紧机构30的下方,一组顶紧机构40位于两个支撑座20之间,一组顶紧机构40位于左侧支撑座20的左侧,一组顶紧机构40位于右侧支撑座20的右侧,每个顶紧机构40包括至少两个顶紧部件41。
21.本实用新型中,通过支撑座20将枕梁50固定后,利用三个压紧机构30的六个压紧部件31提供的向下的反变形的作用力,以及顶紧机构40的六个顶紧部件41形成向上的反变形的作用力,形成全方位顶紧、压紧效果,局部细微的变形也能避免,有效防止铝合金枕梁50在焊接时的变形,控制精度高,省去了枕梁50由于焊接变形产生的校正工序,降低了生产成本。
22.参见图1至图3,进一步,每个支撑座20包括支腿21、支撑板22,支腿21为四个,四个支腿21成矩形布置,支撑板22水平放置于支腿21上,支撑板22的上表面为水平面。
23.参见图1至图3,进一步,每个压紧机构30还包括支架32,中间的压紧机构30的支架32上安装有三个压紧部件31,中间的压紧机构30的一个压紧部件31位于中间的压紧机构30的支架32的中心,中间的压紧机构30的另外两个压紧部件31以工作台10左右方向的中心线对称设置,支架32的底部安装有矩形滑块33,在工作台10上还安装有滑轨11,滑轨11沿着工作台10长度方向延伸,滑轨11内侧设置有滑槽111,滑槽111沿着滑轨11的长度方向延伸,滑槽111的形状与滑块33的形状匹配,在滑轨11的一侧固定安装有直线丝杆电机12,在滑块33上开有导向孔,直线丝杆电机12的丝杆穿过滑块33的导向孔,直线丝杆电机12的丝杆与滑块33的导向孔螺纹配合,以通过直线丝杆电机12的丝杆转动来驱动滑块33沿滑轨11的滑槽111直线运动。
24.申请号为201821608491.8的一种枕梁焊接装置,其中的用于压紧枕梁50的压臂被设置为可在水平方向上旋转,方便枕梁50吊运。其不足之处是,枕梁50中间部位不能设置压臂,因此,控制变形的精度不高。
25.本实施例中,在每个压紧机构30的支架32下方安装了滑块33,在工作台10上相应的安装了滑轨11,并利用直线丝杆电机12驱动滑块33沿滑轨11直线运动,焊接前,将枕梁50固定在支撑座20,移动各个压紧机构30至枕梁50上方的相应的位置进行压紧,焊接结束后,将各个压紧机构30从枕梁50的上方移开,方便吊装,从而避免了必须将各个压紧机构30从工作台10拆除后才能吊装枕梁50的问题,与现有的枕梁50焊接装置相比,不妨碍在中间部位设置压紧部件31,控制变形的精度高。
26.参见图1至图3,进一步,两侧的压紧机构30的支架32上均安装有两个压紧部件31,两侧的压紧机构30上的两个压紧部件31均以工作台10左右方向的中心线对称设置。
27.参见图1至图3,进一步,压紧部件31包括压块311、压杆312、螺母313,在支架32上设有导向孔,每个压紧部件31的压杆312对应与一个导向孔螺纹配合,以通过旋转压杆312驱使压杆312相对支架32上下直线移动,压杆312的下端与压块311的上表面转动连接,压杆312的上端旋装有螺母313,压块311的下表面为水平面,压块311为矩形板。
28.参见图1至图3,进一步,中间的顶紧机构40包括四个顶紧部件41,中间的顶紧机构40的四个顶紧部件41以工作台10左右方向的中心线对称设置,中间的顶紧机构40的四个顶紧部件41还以工作台10前后方向的中心线对称设置。
29.参见图1至图3,进一步,两侧的顶紧机构40均包括五个顶紧部件41,两侧的顶紧机构40的五个顶紧部件41均分为两排,其中一排为两个,并靠近相应位置的支撑座20设置,一排两个顶紧部件41以工作台10左右方向的中心线对称设置。
30.参见图1至图3,进一步,两侧的顶紧机构40的另一排顶紧部件41为三个,一排三个顶紧部件41中的一个位于工作台10左右方向的中心线上,一排三个顶紧部件41中的另外两个以工作台10左右方向的中心线对称设置。
31.参见图1至图3,进一步,两侧的顶紧机构40中的一排两个顶紧部件41与一排三个顶紧部件41在工作台10前后方向上交错布置。
32.参见图1至图3,进一步,顶紧部件41包括导向杆411、顶杆412、顶板413,导向杆411固定安装于工作台10上,导向杆411内设有导向槽,顶杆412与导向槽螺纹配合,以通过旋转顶杆412驱使顶杆412相对导向杆411上下直线移动,顶杆412的上端与顶板413的下表面转动连接,顶板413的上表面为水平面,顶板413为圆形板。
33.本实用新型实施例装置中的模块或单元可以根据实际需要进行合并、划分和删减。
34.以上所揭露的仅为本实用新型较佳实施例而已,当然不能以此来限定本实用新型之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本实用新型权利要求所作的等同变化,仍属于实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1