真空腔均热板铜片定位装置的制作方法
1.本实用新型涉及真空腔均热板领域,具体涉及一种真空腔均热板铜片定位装置。
背景技术:
2.随着5g产品的发展,大家对其散热性能要求越来越高,真空腔均热板采用气液转换的内循环,很好的满足了5g产品的散热要求。真空腔均热板是由上下两片铜片组成真空腔体、内部的铜网配件点焊在下部铜片形成毛细结构,在其腔体内液体受热汽化移动,热量散发后液化,液化水通过毛细结构回流。目前,针对铜网配件固定在铜片上的生产工艺普遍是,人工将冲切的铜网配件与蚀刻后的铜片2000手动对位,然后通过点焊机依次点焊。
3.传统技术存在以下技术问题:
4.点焊过程中,需要用到真空腔均热板铜片定位装置,现有的铜片定位机构定位精度不高。
技术实现要素:
5.本实用新型要解决的技术问题是提供一种真空腔均热板铜片定位装置,定位精度高。
6.为了解决上述技术问题,本实用新型提供了一种真空腔均热板铜片定位装置,包括:定位装置基板、铜片预定位块、铜片载具组件和直线驱动组件;所述铜片预定位块上设有定位凹槽,所述定位凹槽的形状和铜片相适配,所述定位凹槽的深度大于所述铜片的厚度;所述直线驱动组件驱动所述铜片载具组件在所述定位装置基板上直线滑动。
7.本实用新型的有益效果:
8.先将铜片放入预定位工装的完成定位,再由机械手将铜片抓取到铜片载具,由于铜片在预定位工装上的位置是固定的,即铜片在整个空间坐标系内具有确定坐标,这样机械手将铜片抓取到铜片载具的运动轨迹在整个空间坐标系内具有确定坐标,也就是说,通过设置预定位工装方便机械手将铜片放到铜片载具上完成定位。
9.在其中一个实施例中,所述铜片载具组件包括铜片载具组件基板、升降部件和铜片载具;所述升降部件固定在所述铜片载具组件基板上,所述升降部件驱动所述铜片载具升降运动。
10.在其中一个实施例中,所述铜片载具表面还设有多个真空吸附孔;所述真空吸附孔内设有真空吸管;所述真空吸管与真空泵相连。
11.在其中一个实施例中,所述铜片载具组件通过滑动组件和所述定位装置基板滑动配合;所述滑动组件包括第一滑轨和第二滑轨;所述第一滑轨固定在所述定位装置基板的一侧,所述第二滑轨固定在所述定位装置基板的另一侧,所述第一滑轨和所述第二滑轨互相平行;所述铜片载具组件基板的一端固定第一滑块,所述第一滑块和所述第一滑轨滑动配合,所述铜片载具组件基板的另一端固定第二滑块,所述第二滑块和所述第二滑轨滑动配合。
12.在其中一个实施例中,所述直线驱动组件包括丝杆、丝杆螺母座、固定在所述定位装置基板上的铜片定位伺服电机和固定在所述定位装置基板上的第一丝杆支撑座;所述丝杆螺母座与所述丝杆螺纹配合;所述丝杆被所述铜片定位伺服电机旋转驱动;所述第一丝杆支撑座支撑所述丝杆;所述铜片载具组件基板与所述丝杆螺母座固定连接。
13.在其中一个实施例中,所述直线驱动组件还包括固定在所述定位装置基板上的第二丝杆支撑座,所述第二丝杆支撑座支撑所述丝杆;所述第一丝杆支撑座和所述第二丝杆支撑座分别位于所述丝杆螺母座两侧。
14.在其中一个实施例中,所述直线驱动组件还包括与所述丝杆连接的编码器,所述编码器是非接触式编码器。
15.在其中一个实施例中,所述升降部件包括六个铜片定位升降气缸,所述铜片定位升降气缸分成两排,每排铜片定位升降气缸的数量为三个。
16.在其中一个实施例中,所述铜片预定位块上的定位凹槽的数量为两个,两个所述定位凹槽中心对称分布;所述铜片预定位块的数量为两个,两个所述铜片预定位块关于所述定位装置基板对称分布。
17.在其中一个实施例中,所述铜片预定位块底部设有两个预定位块支撑腿,两个所述预定位块支撑腿关于所述铜片预定位块对称分布。
附图说明
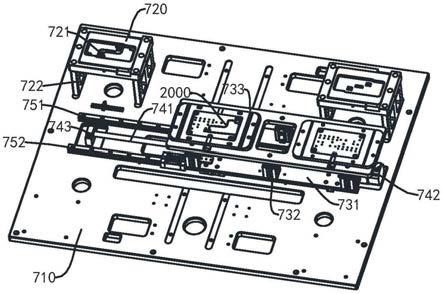
18.图1是本实用新型真空腔均热板铜片定位装置的结构示意图。
具体实施方式
19.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
20.参阅图1,一种真空腔均热板铜片定位装置,包括:定位装置基板710、铜片预定位块720、铜片载具组件和直线驱动组件;所述直线驱动组件驱动所述铜片载具组件在所述定位装置基板上直线滑动。
21.所述铜片预定位块上设有定位凹槽721,所述定位凹槽的形状和铜片相适配,所述定位凹槽的深度大于所述铜片的厚度。
22.具体地,所述铜片预定位块上的定位凹槽的数量为两个,两个所述定位凹槽中心对称分布;所述铜片预定位块的数量为两个,两个所述铜片预定位块关于所述定位装置基板对称分布。
23.为了方便支撑铜片预定位块,所述铜片预定位块底部设有两个预定位块支撑腿722,两个所述预定位块支撑腿关于所述铜片预定位块对称分布。
24.具体地,所述铜片载具组件包括铜片载具组件基板731、升降部件和铜片载具733;所述升降部件固定在所述铜片载具组件基板上,所述升降部件驱动所述铜片载具升降运动。
25.所述铜片载具表面还设有多个真空吸附孔;所述真空吸附孔内设有真空吸管;所述真空吸管与真空泵相连。
26.需要注意的是,由于相关结构是现有技术故图中没有示出相关结构,使用时,开启
真空泵抽至一定负压,此时真空吸附孔内产生吸力将需要铜网牢牢吸住,铜网不会发生一端。
27.为了方便铜片载具组件的直线滑动,所述铜片载具组件通过滑动组件和所述定位装置基板滑动配合;所述滑动组件包括第一滑轨751和第二滑轨752;所述第一滑轨固定在所述定位装置基板的一侧,所述第二滑轨固定在所述定位装置基板的另一侧,所述第一滑轨和所述第二滑轨互相平行;所述铜片载具组件基板的一端固定第一滑块,所述第一滑块和所述第一滑轨滑动配合,所述铜片载具组件基板的另一端固定第二滑块,所述第二滑块和所述第二滑轨滑动配合。
28.具体地,所述直线驱动组件包括丝杆741、丝杆螺母座、固定在所述定位装置基板上的铜片定位伺服电机742和固定在所述定位装置基板上的第一丝杆支撑座743;所述丝杆螺母座与所述丝杆螺纹配合;所述丝杆被所述铜片定位伺服电机旋转驱动;所述第一丝杆支撑座支撑所述丝杆;所述铜片载具组件基板与所述丝杆螺母座固定连接。
29.所述直线驱动组件还包括固定在所述定位装置基板上的第二丝杆支撑座,所述第二丝杆支撑座支撑所述丝杆;所述第一丝杆支撑座和所述第二丝杆支撑座分别位于所述丝杆螺母座两侧。
30.设置第二丝杆支撑座,可以使得丝杆运动地更加平稳。
31.具体地,所述直线驱动组件还包括与所述丝杆连接的编码器,所述编码器是非接触式编码器。
32.本实施例中,通过编码器与丝杆连接,可以更好的知道丝杆的运动情况,知道丝杆的位移大小。
33.可以理解,对于读出方式来说,本实施例中的编码器是接触式编码器,也可以是非接触式编码器。对于原理来说,本实施中的编码器是增量式编码器,也可以是绝对式编码器。按照工作原理编码器可以是增量式和绝对式两类。
34.具体地,所述升降部件包括六个铜片定位升降气缸732,所述铜片定位升降气缸分成两排,每排铜片定位升降气缸的数量为三个。
35.本实用新型的工作原理如下:
36.先将铜片放入预定位工装的完成定位,再由机械手将铜片抓取到铜片载具,由于铜片在预定位工装上的位置是固定的,即铜片在整个空间坐标系内具有确定坐标,这样机械手将铜片抓取到铜片载具的运动轨迹在整个空间坐标系内具有确定坐标,也就是说,通过设置预定位工装方便机械手将铜片放到铜片载具上完成定位。
37.以上所述实施例仅是为充分说明本实用新型而所举的较佳的实施例,本实用新型的保护范围不限于此。本技术领域的技术人员在本实用新型基础上所作的等同替代或变换,均在本实用新型的保护范围之内。本实用新型的保护范围以权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1