一种可调式圆环成型装置的制作方法
1.本实用新型属于工件加工技术领域,具体属于一种可调式圆环成型装置。
背景技术:
2.圆环类零件是变速器等产品重要的安全吊装工件,如果质量得不到有效保证,该零件失效后不仅会导致产品损坏,更为严重的会导致安全生产事故的发生。在没有专用设备的情况下,现有的加工方法是使用铁锤、手钳等工具手握被加工件冷成型和局部或全部高频感应加热被加工件后手握成型,需多次对被加工件进行敲打。产品成型后,外表面凹坑不平,更为重要的是无法保证产品的尺寸和形位公差等技术要求,且操作者加工时费时费力,甚至握不动,加工一个零件大约需要30分钟,成活率仅为45%左右,严重影响工作效率和产品质量。
技术实现要素:
3.为了解决现有技术中存在的问题,本实用新型的目的在于提供一种可调式圆环成型装置,其通过设置三重调节机构,保证了产品的质量,提高了被加工件的加工效率,降低了劳动强度,省时省力。
4.为实现上述目的,本实用新型提供如下技术方案:一种可调式圆环成型装置,包括设置在底座上的调节机构、可换定心轴以及与可换定心轴转动连接的旋转机构,调节机构与可换定心轴配合用于固定工件,旋转机构用于使工件绕可换定心轴形成圆环。
5.进一步的,所述调节机构包括顶杆固定座和可调式顶杆,所述顶杆固定座固定设置在底座上,所述顶杆固定座上设置有供可调式顶杆穿出的孔。
6.进一步的,所述孔的内表面设置有螺纹,所述可调式顶杆伸入所述孔中与所述顶杆固定座螺纹连接。
7.进一步的,所述可换定心轴通过专用定位螺栓与底座可拆卸连接。
8.进一步的,所述旋转机构通过旋转定心销与所述可换定心轴连接,所述可换定心轴的上端面设置有旋转销孔,所述旋转销孔与所述旋转定心销配合用于实现旋转机构的平稳转动。
9.进一步的,所述旋转机构包括旋转座和调节杆,所述旋转座上开有滑动槽,所述调节杆的一端伸出滑动槽与旋转座连接,所述调节杆的另一端连接有轴承。
10.进一步的,所述旋转座的一端通过旋转定心销与可换定心轴连接,所述旋转座的另一端连接有加长手柄。
11.进一步的,所述加长手柄与旋转座焊接,所述加长手柄为钢管,所述钢管内部设置有加长件。
12.进一步的,所述调节杆通过螺母和垫片与旋转座连接。
13.进一步的,所述调节杆与滑动槽固定的一端设置有键部,用于防止调节杆的转动。
14.与现有技术相比,本实用新型至少具有以下有益效果:
15.本实用新型的可调式圆环成型装置,通过设置在底座上的调节机构和可换定心轴实现被加工件的固定,通过可换定心轴上连接的旋转机构将被加工件加工成圆环,保证了圆环的尺寸及形位公差,使圆环在使用过程中受力均匀,延长了圆环的使用寿命,并且使用本实用新型的成型装置提高了被加工件的加工效率,降低了劳动强度,省时省力。
16.本实用新型中顶杆固定座与可调式顶杆采用螺纹连接,可调式顶杆的c面与可换定心轴之间的距离可调;可换定心轴与底座通过专用定位螺栓连接,便于根据圆环内径要求,更换不同外径的可换定心轴;旋转座上设计有滑动槽,用于调节轴承与可换定心轴之间的距离,通过上述三重调节机构,可满足不同圆环的加工需求,扩大了成型装置的适用范围。
17.优选的,本实用新型的可调式圆环成型装置,在调节杆上安装轴承,将滑动摩擦转变为滚动摩擦,有效降低摩擦阻力,过盈配合,稳定可靠,充分发挥轴承摩擦阻力小、刚性好、运转精度高等特点,相较于固定非转动的圆柱体而言,变滑动为滚动,有效降低旋转机构与被加工件之间的摩擦力。同时安装两个轴承,扩大了旋转机构的定位范围。
18.优选的,本实用新型的可调式圆环成型装置,在可换定心轴上端面设计旋转销孔,旋转销孔和旋转机构上的旋转定心销配合,两者之间采取合适的配合间隙,可使旋转机构平稳转动,能有效保证轴承公转轨迹与可换定心轴的同轴度,进而保证了圆环内外圆的同轴度要求。
19.优选的,本实用新型的可调式圆环成型装置,采用键、槽设计,在调节杆上端设计键部,该键部与旋转座的滑动槽相配合,能有效防止成型装置使用时调节杆的转动,使成型装置使用时稳定可靠。
附图说明
20.图1为本实用新型装置初始状态主视图;
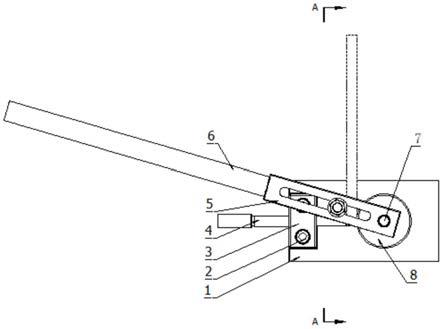
21.图2为本实用新型装置图1中a
‑
a面的剖视图;
22.图3为本实用新型装置初始状态三维示意图;
23.图4为本实用新型装置图3中的b处局部放大图;
24.图5为本实用新型装置最终状态主视图;
25.图6为本实用新型装置最终状态三维示意图。
26.附图中:1底座;2内六角圆柱头螺钉;3顶杆固定座;4可调式顶杆;5旋转座;6加长手柄;7旋转定心销;8可换定心轴;9专用定位螺栓;10螺母;11垫片;12轴承;13调节杆;14被加工件;15可调式顶杆的c面;16圆环。
具体实施方式
27.下面结合附图和具体实施方式对本实用新型作进一步的说明。
28.如图1至6所示,本实用新型提供一种可调式圆环成型装置,包括设置在底座1上的调节机构、可换定心轴8和设置在可换定心轴8上的旋转机构。
29.其中,调节机构包括顶杆固定座3和可调式顶杆4,顶杆固定座3通过内六角圆柱头螺钉2固定设置在底座1上,可调式顶杆4与顶杆固定座3采用螺纹连接,采用螺纹连接便于调节可调式顶杆4与可换定心轴8之间的距离,其中可调式顶杆4与工件接触面即为可调式
顶杆4的c面15。
30.可换定心轴8通过专用定位螺栓9和螺母10固定在底座1上,此处采用的螺母10规格为m12,螺母10与底座1之间还有垫片11,可换定心轴8的外径按圆环16的孔径要求确定,可更换不同外径的可换定心轴8,从而保证可以加工出符合要求的圆环16。
31.旋转机构由旋转座5、加长手柄6、旋转定心销7、轴承12、调节杆13组成,其中,旋转座5的头部与可换定心轴8转动连接,旋转座5尾部焊接加长手柄6;旋转座5上开有滑动槽,调节杆13的一端通过螺母10与滑动槽连接,螺母10与滑动槽之间设置有垫片11,调节杆13的另一端连接有轴承12,此处螺母10的规格为m14。
32.优选的,可换定心轴8的上端面中心设置有旋转销孔,旋转座5通过旋转定心销7固定在可换定心轴8上,旋转定心销7与可换定心轴8上的旋转销孔配合,实现旋转机构的平稳转动,有效保证轴承12公转轨迹与可换定心轴8的同轴度,进而保证了圆环16内外圆的同轴度要求。
33.优选的,加长手柄6采用钢管设计,钢管孔内可根据实际情况装入圆钢、钢筋等加长件,从而灵活改变手柄长度,增加力矩,减小推力。
34.优选的,螺母10和垫片11将调节杆13压紧在旋转座5的端面上,由于圆环16成型过程中,被加工件14对调节杆13上轴承12的推力较小,可有效防止调节杆13在滑动槽中的滑动;当需要调节轴承12与可换定心轴8之间的距离时,可以松开螺母10使调节杆13在滑动槽内移动。
35.优选的,调节杆13与滑动槽连接的一端设计键部,该键部与旋转座5的滑动槽相配合,有效防止使用时调节杆13的转动。
36.优选的,旋转座5在绕可换定心轴8旋转过程中,轴承12的外圆与被加工件14接触并传递载荷,迫使被加工件14绕可换定心轴8外圆变形成环,轴承12在公转的同时自转,轴承12外圆与被加工件14之间为滚动磨擦,不仅省时省力,还使被加工件14受力均匀,从而保证了成型的圆环16的横截面尺寸以及内外圆同轴度要求。
37.优选的,如图4所示,b处的比例尺为1.2:1,调节可调式顶杆4的c面15与可换定心轴8之间的距离和轴承12外圆与可换定心轴8外圆之间的距离,使其等于被加工件14的外径,从而保证圆环16的外径。
38.其中,圆环外径=可换定心轴8的外径+2
×
c面到可换定心轴8的距离
39.优选的,本实用新型的圆环成型装置适合用于圆环或具有圆特征的吊钩、吊具等工件的加工。
40.本实用新型的圆环成型装置的使用方法如下:
41.1)将底座1装夹在虎钳上,或者用压板固定在平台上;
42.2)用被加工件14作为调节件,旋转可调式顶杆4,调节顶杆4的c面与可换定心轴8外圆之间的距离,调节顶杆4的c面与被加工件14外圆之间的间隙不大于0.05mm(考虑钢材高频感应加热的热膨胀量)。
43.3)用被加工件14作为调节件,调节轴承12外圆与可换定心轴8外圆之间的距离,轴承12外圆与被加工件14外圆之间的间隙不大于0.05mm(考虑钢材高频感应加热的热膨胀量),然后拧紧螺母10m14。
44.4)将高频感应加热后的被加工件14一端压紧在可调式顶杆4的c面与可换定心轴8
外圆之间。可根据实际情况,微调可调式顶杆4,将被加工件14的端部进一步压紧固定。
45.5)被加工件14的另一端从轴承12和可换定心轴8之间穿出,手推加长手柄6带动旋转座5上的调节杆13挤压被加工件14,调节杆13上的轴承12与被加工件14接触,轴承12在加长手柄6的带动下绕可换定心轴8旋转一周,圆环16成型,每件圆环16成型时间不大于5秒。
46.6)对于不同孔径的圆环16,安装不同规格的可换定心轴8,然后按上述步骤逐步进行便可完成加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1