一种自动旋铆冲压装置的制作方法
1.本实用新型属于五金加工设备技术领域,涉及一种自动旋铆冲压装置。
背景技术:
2.铆接是五金冲压行业常用的工艺,类似像螺柱、铆钉的铆接,以及冲压件与冲压件的互相铆接,都是在五金冲压件中常见的工艺。
3.但是,由于常规铆接通常使用冲压与模具,人工进行铆接,效率较低,使用人力较多,成本较高。
技术实现要素:
4.本实用新型的目的是针对现有的技术存在上述问题,提出了一种自动旋铆冲压装置,能够有效减少人工劳动力。
5.本实用新型的目的可通过下列技术方案来实现:一种自动旋铆冲压装置,包括加工台和产品冲压组件,所述的加工台上设置有用于放置待加工产品的转盘,所述的加工台上设置有用于带动转盘进行间歇旋转送料的转动机构,所述的加工台上还设置有用于夹取已加工产品的夹爪机构,本装置还包括控制单元,所述的控制单元可在产品冲压组件加工过程中同步控制夹爪机构对已加工产品夹取下料。
6.通过设置产品冲压组件、转盘、转动机构、控制单元和夹爪机构,转动机构能够将转盘上的待加工产品间歇性旋转至产品冲压组件下方进行加工,完成加工后将加工后的产品转动至夹爪机构下方,另一未加工产品转动至产品冲压组件下方,当产品冲压组件加工时,夹爪组件能够同步对已加工产品进行夹取放置,从而实现对产品的不间断加工,提高加工效率,同时该装置使得员工只需要装填需要铆接的物料,并通过夹爪机构取料,能够大大减少劳动力。
7.在上述的一种自动旋铆冲压装置中,所述的夹爪机构包括抓取产品的电磁夹爪、用于驱动电磁夹爪竖直方向位移的竖直驱动组件以及控制电磁夹爪水平方向位移的水平驱动组件。通过设置竖直驱动组件和水平驱动组件,能够带动电磁夹爪竖直方向和水平方向移动,从而使电磁夹爪能够精准的夹取加工完成后的产品。
8.在上述的一种自动旋铆冲压装置中,所述的水平驱动组件包括设置在加工台上的水平滑动支架、滑动于水平滑动支架的滑动块以及用于驱动滑动块滑动的水平驱动气缸,所述的滑动块上设置有连接块,所述的竖直驱动组件设置在连接块上。
9.在上述的一种自动旋铆冲压装置中,所述的竖直驱动组件为竖直驱动气缸,所述的竖直驱动气缸的输出轴与电磁夹爪连接。竖直驱动气缸的设置能够带动电磁夹爪上下移动,当产品冲压组件对待加工产品完成冲压后,竖直驱动气缸能够带动电磁夹爪向下抓取,完成抓取后带动电磁夹爪上升,并通过水平驱动气缸将电磁夹爪水平移动至放置位置,竖直驱动气缸向下移动并使电磁夹爪松开加工后的产品,能够有效防止由于电磁夹爪与放置位置之间距离较大,使产品掉落造成损坏,放置完成后,水平驱动气缸带动电磁夹爪移动至
初始抓取位置,等待下一次对加工后产品的抓取。
10.在上述的一种自动旋铆冲压装置中,所述的水平滑动支架上设置有导向杆,所述的导向杆设置在水平滑动支架上且贯穿滑动块。导向杆的设置能够对滑动块起到导向作用,防止滑动块在水平滑动支架上滑动时位置发生偏移,导致电磁夹爪无法对加工后的产品进行夹取。
11.在上述的一种自动旋铆冲压装置中,所述的产品冲压组件为冲压机。
12.在上述的一种自动旋铆冲压装置中,所述的转动机构包括设置于转盘上的分割器以及用于驱动分割器的驱动电机,所述的分割器用于带动转盘间歇旋转送料。分割器型号为45dfh中空法兰型分割器,驱动电机能够带动分割器运行,从而实现分割器能够将转盘上的待加工件间接性持续旋转至冲压机的下方。
13.在上述的一种自动旋铆冲压装置中,所述的转盘上设置有用于放置待加工产品的定位板。定位板能够对待加工产品进行定位。
14.在上述的一种自动旋铆冲压装置中,所述的定位板设置有多个且均匀分布在转盘上。
15.在上述的一种自动旋铆冲压装置中,所述的控制单元为plc控制箱。
16.与现有技术相比,本实用新型通过设置产品冲压组件、转盘、转动机构、控制单元和夹爪机构,转动机构能够将转盘上的待加工产品间歇性旋转至产品冲压组件下方进行加工,完成加工后将加工后的产品转动至夹爪机构下方,另一未加工产品转动至产品冲压组件下方,当产品冲压组件加工时,夹爪组件能够同步对已加工产品进行夹取放置,从而实现对产品的不间断加工,提高加工效率,同时该装置使得员工只需要装填需要铆接的物料,并通过夹爪机构取料,能够大大减少劳动力。
附图说明
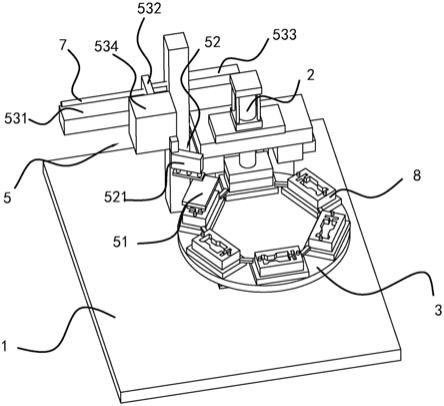
17.图1是本实用新型的结构示意图;
18.图2是本实用新型的侧视图。
19.图中,1、加工台;2、产品冲压组件;3、转盘;4、转动机构;41、分割器;42、驱动电机;5、夹爪机构;51、电磁夹爪;52、竖直驱动组件;521、竖直驱动气缸;53、水平驱动组件;531、水平滑动支架;532、滑动块;533、水平驱动气缸;534、连接块;6、控制单元;7、导向杆;8、定位板。
具体实施方式
20.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
21.实施例
22.如图1和图2所示,一种自动旋铆冲压装置,包括加工台1和产品冲压组件2,所述的产品冲压组件2为冲压机。
23.所述的加工台1上设置有用于放置待加工产品的转盘3,所述的转盘3上设置有用于放置待加工产品的定位板8,定位板8能够对待加工产品进行定位,所述的定位板8设置有多个且均匀分布在转盘3上,在本实施例中,定位板8的数量为6个。
24.所述的加工台1上设置有用于带动转盘3进行间歇旋转送料的转动机构4,所述的转动机构4包括设置于转盘3上的分割器41以及用于驱动分割器41的驱动电机42,所述的分割器41用于带动转盘3间歇旋转送料。分割器41型号为45dfh中空法兰型分割器41,驱动电机42能够带动分割器41运行,从而实现分割器41能够将转盘3上的待加工件间接性持续旋转至冲压机的下方
25.所述的加工台1上还设置有用于夹取已加工产品的夹爪机构5,所述的夹爪机构5包括抓取产品的电磁夹爪51、用于驱动电磁夹爪51竖直方向位移的竖直驱动组件52以及控制电磁夹爪51水平方向位移的水平驱动组件53。
26.所述的水平驱动组件53包括设置在加工台1上的水平滑动支架531、滑动于水平滑动支架531的滑动块532以及用于驱动滑动块532滑动的水平驱动气缸533,所述的滑动块532上设置有连接块534,所述的竖直驱动组件52设置在连接块534上。
27.所述的竖直驱动组件52为竖直驱动气缸521,所述的竖直驱动气缸521的输出轴与电磁夹爪51连接。竖直驱动气缸521的设置能够带动电磁夹爪51上下移动,当产品冲压组件2对待加工产品完成冲压后,竖直驱动气缸521能够带动电磁夹爪51向下抓取,完成抓取后带动电磁夹爪51上升,并通过水平驱动气缸533将电磁夹爪51水平移动至放置位置,竖直驱动气缸521向下移动并使电磁夹爪51松开加工后的产品,能够有效防止由于电磁夹爪51与放置位置之间距离较大,使产品掉落造成损坏,放置完成后,水平驱动气缸533带动电磁夹爪51移动至初始抓取位置,等待下一次对加工后产品的抓取。
28.本装置还包括控制单元6,所述的控制单元6为plc控制箱。plc控制箱设置在加工台1上,所述的控制单元6可在产品冲压组件2加工过程中同步控制夹爪机构5对已加工产品夹取下料。
29.所述的水平滑动支架531上设置有导向杆7,所述的导向杆7设置在水平滑动支架531上且贯穿滑动块532。导向杆7的设置能够对滑动块532起到导向作用,防止滑动块532在水平滑动支架531上滑动时位置发生偏移,导致电磁夹爪51无法对加工后的产品进行夹取。
30.本实用新型通过设置产品冲压组件2、转盘3、转动机构4、控制单元6和夹爪机构5,转动机构4能够将转盘3上的待加工产品间歇性旋转至产品冲压组件2下方进行加工,完成加工后将加工后的产品转动至夹爪机构5下方,另一未加工产品转动至产品冲压组件2下方,当产品冲压组件2加工时,夹爪组件能够同步对已加工产品进行夹取放置,从而实现对产品的不间断加工,提高加工效率,同时该装置使得员工只需要装填需要铆接的物料,并通过夹爪机构5 取料,能够大大减少劳动力。
31.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1