一种激光焊接倒角一体机的制作方法
1.本实用新型涉及铝材加工技术领域,具体涉及一种激光焊接倒角一体机。
背景技术:
2.铝型材的密度约为钢、铜或黄铜的密度的1/3,在大多数环境条件下,包括在空气、水(或盐水)、石油化学和很多化学体系中,铝能显示优良的抗腐蚀性,进而在日常的使用中很常见,比如门框等构件上。现有的铝框体焊接工艺为氩弧焊和气保焊,完成焊接后进行二次装夹到倒角机进行倒角或者装配合金倒角件。氩弧焊和气保焊焊道又高又宽,产品后续难打磨,而且产品变形量大,报废率高,生产效率非常低。且焊接时需人工预先拼装在基准面上,然后对接口处进行依次焊接,该工艺没有针对铝框体进行固定装夹,进而难免存在焊接误差,由于焊接为不可逆的,基本上不能对报废件进行返工,进而存在较大的报废率,同时该工艺所消耗的体力过大、工作效率慢、精度差。
技术实现要素:
3.为了解决上述问题,本实用新型的目的是提供一种激光焊接倒角一体机,能够完成铝框条的焊接和倒角,提高作业效率。
4.为了实现上述目的,本实用新型提供了一种激光焊接倒角一体机,包括工作台、夹料机构和焊接机构;工作台设有两个定位边,两个定位边成直角且形成凹陷的缺口;夹料机构包括若干个夹手,若干个夹手分设在两个定位边上,夹手用于夹紧铝框条;焊接机构设置在工作台上,焊接机构包括焊枪、带动焊枪升降的第一升降组件和将焊枪送至夹料机构的第一移动组件。
5.根据本实用新型的另一具体实施方式,夹手包括定位件、压料胶盘和气动气缸;定位件排列在定位边上;气动气缸固定在定位件上,压料胶盘与气动气缸的伸出轴固定连接;压料胶盘用于压紧铝框条。
6.根据本实用新型的另一具体实施方式,第一移动组件包括位于工作台上的第一y轴导轨、设置在第一y轴导轨上的第一y轴丝杆、滑设在第一y轴丝杆上的第一y轴滑块和驱动第一y轴丝杆转动的第一y轴电机。
7.根据本实用新型的另一具体实施方式,第一升降组件包括第一升降导轨、设置在第一升降导轨上的第一升降丝杆、滑设在第一升降丝杆上的第一升降滑块和驱动第一升降丝杆转动的第一升降电机;第一升降导轨固定在第一y轴滑块上,第一升降滑块与焊枪连接。
8.根据本实用新型的另一具体实施方式,焊接机构还包括焊接臂,焊接臂包括支撑框、设置在支撑框的内部的焊枪电机和减速器;支撑框和第一升降滑块固定连接,焊枪电机的伸出轴与减速器的输入轴连接,减速器的输出轴与焊枪连接。
9.根据本实用新型的另一具体实施方式,还包括铣削机构,铣削机构包括铣刀、带动铣刀升降的第二升降组件、将铣刀送至夹料机构的第二移动组件和x轴移动组件。
可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
23.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
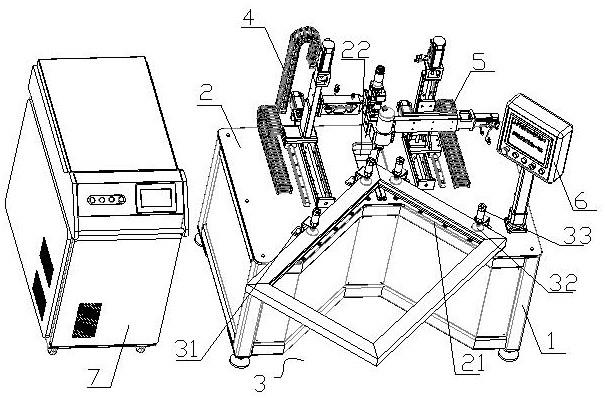
24.本实施例提供了一种激光焊接倒角一体机,如图1
‑
3所示,包括机架1、工作台2、夹料机构3、焊接机构4、铣削机构5、控制屏6和激光器机柜7;工作台2设置在机架1上,工作台2设有两个定位边21,两个定位边21成直角且形成凹陷的缺口;夹料机构3包括若干个夹手,若干个夹手分设在两个定位边21上,夹手用于夹紧铝框条;焊接机构4、铣削机构5和控制屏6设置在工作台2上;控制屏6可以控制夹料机构3、焊接机构4和铣削机构5的工作;工作台2上设有漏渣斗22,用于排掉作业产生的废渣。
25.夹手包括定位件31、压料胶盘32和气动气缸33;定位件31排列在定位边21上,定位件31为固定支架;气动气缸33竖直固定在定位件31上,压料胶盘32与气动气缸33的伸出轴固定连接,气动气缸33用于控制压料胶盘32上下移动;压料胶盘32用于压紧铝框条。
26.焊接机构4包括焊枪41、带动焊枪41升降的第一升降组件42、将焊枪41送至夹料机构3的第一移动组件43和焊接臂44;第一移动组件43包括位于工作台2上的第一y轴导轨431、设置在第一y轴导轨431上的第一y轴丝杆432、滑设在第一y轴丝杆432上的第一y轴滑块433和驱动第一y轴丝杆432转动的第一y轴电机434;第一升降组件42包括第一升降导轨421、设置在第一升降导轨421上的第一升降丝杆422、滑设在第一升降丝杆422上的第一升降滑块423和驱动第一升降丝杆422转动的第一升降电机424;第一升降导轨421固定在第一y轴滑块433上,第一升降滑块423与焊枪41连接;焊接臂44包括支撑框441、设置在支撑框441的内部的焊枪电机442和减速器443;支撑框441为镂空状,便于散热;支撑框441和第一升降滑块423固定连接,焊枪电机442的伸出轴与减速器443的输入轴连接,减速器443的输出轴与焊枪41连接;焊枪41为激光焊枪41,激光器机柜7辅助激光焊枪41工作;焊枪电机442可以控制焊枪41的角度,便于焊接。
27.铣削机构5包括铣刀51、带动铣刀51升降的第二升降组件52、将铣刀51送至夹料机构3的第二移动组件53和x轴移动组件54;第二移动组件53包括位于工作台2上的第二y轴导轨531、设置在第二y轴导轨531上的第二y轴丝杆532、滑设在第二y轴丝杆532上的第二y轴滑块533和驱动第二y轴丝杆532转动的第二y轴电机534;第二升降组件52包括第二升降导轨521、设置在第二升降导轨521上的第二升降丝杆522、滑设在第二升降丝杆522上的第二升降滑块523和驱动第二升降丝杆522转动的第二升降电机524;第二升降导轨521固定在第二y轴滑块533上;x轴移动组件54包括x轴导轨541、设置在x轴导轨541上的x轴丝杆、滑设在x轴丝杆上的x轴滑块542、驱动x轴丝杆转动的x轴电机543、铣刀支架和铣刀电机544,x轴滑块542与第二升降滑块523连接;铣刀支架固定在x轴导轨541远离x轴滑块542的一侧;铣刀电机544用于控制铣刀51转动,铣刀电机544和铣刀51固定在铣刀支架上;铣刀51可以完成
铝框条的倒角工作。
28.将两条铝框条放置在定位边21上,气动气缸33工作,压料胶盘32下压,将铝框条固定在定位边21上;第一移动组件43工作,将焊枪41移动到焊接处;第一升降组件42工作,焊枪41下降,进行焊接作业;完成焊接工作后,第一移动组件43工作,焊枪41移开;第二移动组件53,将铣刀51送至定位边21,第二降组件工作,铣刀51下降;铣刀电机544转动,x轴移动组件54和第二移动组件53配合工作,对铝框条的边缘进行倒角。
29.本实用新型采用工作台2、夹料机构3和焊接机构4完成铝边框的焊接工作;工作台2设有两个定位边21,若干个夹手分设在两个定位边21上,夹手固定铝边框;两个定位边21成直角且形成凹陷的缺口,将铝边框沿着定位边21防止,焊接机构4对两个铝边框进行焊接;直角的夹角可以进行定位,使两个铝边框成直角,符合铝框条的加工要求;凹陷的缺口便于人工放置铝边框,同时也方便对工件的边角进行加工。
30.虽然本实用新型以较佳实施例揭露如上,但并非用以限定本实用新型实施的范围。任何本领域的普通技术人员,在不脱离本实用新型的实用新型范围内,当可作些许的改进,即凡是依照本实用新型所做的同等改进,应为本实用新型的范围所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1