一种应用于灯杯或瓷头灯脚铆合机上的灯体上料机构的制作方法
1.本实用新型涉及灯具生产设备领域,具体涉及一种应用于灯杯或瓷头灯脚铆合机上的灯体上料机构。
背景技术:
2.目前led灯和节能灯中的gu灯和par灯系列产品,其灯体(灯体可以是灯杯或瓷头)和灯脚之间的铆合大多采用人工上钉冲压铆合的方式进行生产的。其中,在手动对灯体上料时,主要通过手动方式将灯体上的灯体铆接孔与装夹装置上的两个灯脚一一对应,以让灯脚的一端能够穿过灯体铆接孔后再进行铆合,这种灯体与灯脚对齐的方式存在生产效率低、工作强度大的缺点,故需要改进。
技术实现要素:
3.为了克服现有技术的不足,本实用新型提供一种应用于灯杯或瓷头灯脚铆合机上的灯体上料机构。
4.本实用新型解决其技术问题所采用的技术方案是:
5.一种应用于灯杯或瓷头灯脚铆合机上的灯体上料机构,其特征在于:包括灯体上料机架、转动连接在灯体上料机架上的转动座、设于灯体上料机架上的定位移送机构,所述灯体上料机架上设有带动转动座旋转的转动装置,所述转动座上设有用于放置灯体的放置槽;所述定位移送机构包括伸入到灯体中与灯体铆接孔进行插接配合定位的插针定位机构、用于移送放置槽上灯体的移送机构。
6.在本实用新型中,所述插针定位机构包括定位针、连接驱动定位针在灯体内与灯体铆接孔插接配合定位的驱动机构、安装在移送机构上的定位基座,所述定位针从上至下穿过定位基座,所述驱动机构安装在定位基座上并连接驱动所述定位针向下移动。
7.在本实用新型中,所述定位基座内设有驱动槽,所述驱动机构包括定位块、定位弹簧,所述定位块在驱动槽内与定位针固定连接,所述定位弹簧套设在定位针外且其下端抵在定位块上。
8.在本实用新型中,所述定位针外滑动连接有从上至下依次设置的第一滑套和第二滑套,第一滑套和第二滑套分别固定在定位基座的上下两端上并连通驱动槽,定位弹簧位于第一滑套和定位块之间。
9.在本实用新型中,每个所述插针定位机构中的定位针有两根,两根定位针用于分别对应灯体的两个灯体铆接孔。
10.在本实用新型中,所述放置槽内设有对灯体起到防护作用的软垫模块。
11.在本实用新型中,所述移送机构包括用于夹取放置槽上灯体的机械手、驱动机械手移送灯体的移动机构,移动机构安装在灯体上料机架上。
12.在本实用新型中,所述转动座设置有两个,分别为转动座ⅰ和转动座ⅱ,转动座ⅰ和转动座ⅱ均由转动装置连接带动旋转。
13.在本实用新型中,所述插针定位机构位于转动座ⅰ或/和转动座ⅱ的上方。
14.在本实用新型中,所述机械手设置有两个,两个机械手分别对应转动座ⅰ和转动座ⅱ。
15.本实用新型的有益效果:本实用新型设置有插针定位机构和转动座,使用时,转动座带动灯体旋转,灯体在旋转过程中,灯体的灯体铆接孔能够转动至插针定位机构的定位针的正下方,然后定位针能够在弹性作用下插入到灯体铆接孔中,使灯体不能继续旋转,从而完成灯体的定位,以使移送机构夹取灯体并移送至装夹装置后,灯体上的两个灯体铆接孔能够准确地与装夹装置上的两个灯脚对应配合,从而提高灯体上料的精度和生产效率。而且本实用新型还通过移送机构实现了灯体的自动上料,有效降低工作强度和提高自动化程度,适合广泛的推广应用。
附图说明
16.下面结合附图和实施方式对本实用新型进一步说明:
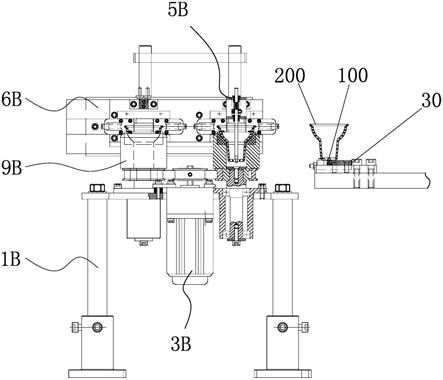
17.图1为灯体定位上料机构与装夹装置的位置关系示意图;
18.图2为灯体定位上料机构的主视图;
19.图3为灯体定位上料机构的侧视图;
20.图4为灯体定位上料机构的俯视图。
具体实施方式
21.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
22.参照图1~4,一种应用于灯杯或瓷头灯脚铆合机上的灯体上料机构,包括灯体上料机架1b、转动连接在灯体上料机架1b上的转动座、设于灯体上料机架1b上的定位移送机构,所述灯体上料机架1b上设有带动转动座旋转的转动装置3b,在本实施例中,所述转动装置3b为第二电机,所述转动座上设有用于放置灯体200的放置槽4b;所述定位移送机构包括伸入到灯体200中与灯体铆接孔进行插接配合定位的插针定位机构5b、用于移送放置槽4b上灯体200的移送机构6b。
23.作为优选的实施方式,如图2~3所示,所述插针定位机构5b包括定位针51b、连接驱动定位针51b在灯体200内与灯体铆接孔插接配合定位的驱动机构、安装在移送机构6b上的定位基座52b,所述驱动机构安装在定位基座52b上并连接驱动所述定位针51b向下移动。进一步的,所述定位基座52b内设有驱动槽,所述驱动机构包括定位块53b、定位弹簧54b,所述定位块53b在驱动槽内与定位针51b固定连接,所述定位弹簧54b套设在定位针51b外且其下端抵在定位块53b上,以推动定位针51b向下移动。
24.在上述结构中,所述定位针51b外滑动连接有从上至下依次设置的第一滑套55b和第二滑套56b,第一滑套55b和第二滑套56b分别固定在定位基座52b的上下两端上并连通驱动槽,所述定位弹簧54b位于第一滑套55b和定位块53b之间,从而推动定位针51b向下移动。
25.在本实施例中,如图3所示,每个所述插针定位机构5b中的定位针51b有两根,两根定位针51b用于分别对应灯体200的两个灯体铆接孔,以提高灯体200的定位效果,而且每个根定位针51b上都设有第一滑套55b和第二滑套56b,进行滑动导向,以便于定位针51b上下
滑动,提高定位针51b上下移动的流畅。
26.作为优选的实施方式,如图3所示,所述放置槽4b内设有对灯体200起到防护作用的软垫模块7b,当灯体200放在放置槽4b内后,放置槽4b通过软垫模块7b承托灯体200,避免转动座带动灯体200旋转的过程中,灯体200被磨损,同时软垫模块7b还能够起到一定的阻尼作用,使转动座能够带动灯体200旋转。
27.作为优选的实施方式,如图1~4所示,所述移送机构6b包括用于夹取放置槽4b上灯体200的机械手61b、驱动机械手61b将灯体200移送至已经放置有灯脚100的装夹装置30上的移动机构62b,移动机构62b安装在灯体上料机架1b上,所述驱动机构通过定位基座52b安装在移动机构62b上随着机械手61b同步移动。在上述结构中,所述移动机构62b为现有技术,其能够带动机械手61b进行上下移动和水平移动,以夹取并转送放置槽4b上的灯体200。
28.工作时,转动座带动灯体200旋转,灯体200在旋转过程中,灯体200的灯体铆接孔能够转动至定位针51b的正下方,然后定位针51b能够在弹性作用下插入到灯体铆接孔中,使灯体200不能继续旋转,从而完成灯体200的定位,以使移送机构6b夹取灯体200并移送至装夹装置30后,灯体200上的两个灯体铆接孔能够准确地与装夹装置30上的两个灯脚100对应配合。
29.在本实施例中,如图1~4所示,所述转动座设置有两个,分别为转动座ⅰ8b和转动座ⅱ9b,转动座ⅰ8b和转动座ⅱ9b均由转动装置3b连接带动旋转,所述插针定位机构5b位于转动座ⅰ8b的上方,给转动座ⅰ8b上的灯体200进行定位;当然,不限于上述结构,所述插针定位机构5b同样可以设置有两个,两个插针定位机构5b分别对应转动座ⅰ8b和转动座ⅱ9b,从而使转动座ⅰ8b和转动座ⅱ9b上的灯体200都可以被定位。进一步的,所述机械手61b设置有两个,两个机械手61b分别对应转动座ⅰ8b和转动座ⅱ9b,其中一个机械手61b用于将转动座ⅰ8b上的灯体200移送至装夹装置30上,另一个机械手61b用于将转动座ⅱ9b上的灯体200移送转动座ⅰ8b上,如此工人可以在插针定位机构5b定位转动座ⅰ8b上的灯体200时,同时可以通过手动或自动方式向转动座ⅱ9b的放置槽4b中补入灯体200,从而提高生产效率。
30.以上所述仅为本实用新型的优选实施方式,只要以基本相同手段实现本实用新型目的的技术方案都属于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1