一种涨紧器的自动加工设备的制作方法
1.本实用新型属于自动设备领域领域,特指一种涨紧器的自动加工设备。
背景技术:
2.涨紧器作用在发动机的正时皮带或正时链条上,对其起导向和涨紧的作用,使其始终处于最佳涨紧状态。一般分为油压和机械两种方式,它们都可以自动的对正时皮带和正时链条进行涨紧度的调节。
3.现有的涨紧器中一般包括通过轴承转动连接的上下壳体,以及设置在上下壳体之间的蚊香状的扭簧,通过扭簧的弹力来使上下壳体相对转动。安装的时候,需要人工拉动事先安装在下盖上的扭簧,再将上盖压入底座上,使得扭簧进入上盖的插槽中固定。对于加工者来说,拉动扭簧需要较大力量,而且如果由人工拉动的话,无法良好的控制拉力,若拉力过大或过小都会对涨紧器的安装产生影响,现急需一种可以实现涨紧器自动进行加工的设备。
技术实现要素:
4.本实用新型的目的是提供一种结构简单,可以有效安装制造涨紧器的自动加工设备。
5.本实用新型的目的是这样实现的:
6.一种涨紧器的自动加工设备,包括机架;
7.固定机构,安装在机架中,用于放置下壳体和一端固定在下壳体上的扭簧;
8.转动机构,安装在机架中,用于驱动所述固定机构中的下壳体转动;
9.支撑机构,位于所述固定机构一侧,用于抵接所述扭簧的另一端;
10.冲压机构,安装在机架中并位于所述固定机构上;冲压机构上设有冲压座,用于放置上壳体;
11.当所述转动机构驱动所述固定机构中的下壳体转动,使得所述扭簧于下壳体上压缩时,所述冲压机构工作来将所述上壳体固定在所述下壳体上。
12.进一步地,所述支撑机构包括设置在固定座一侧的支撑柱,支撑柱上设有勾部,勾部用于连接扭簧的一端。
13.进一步地,所述转动机构包括设置在机架中的伺服电机、转动轴,伺服电机连接所述转动轴,于转动轴末端设有所述固定机构。
14.进一步地,所述固定机构包括一固定座,固定座上开设有适配所述下壳体的卡槽,所述下壳体固定在所述卡槽中。
15.进一步地,所述转动轴的末端上还设有摆臂,摆臂上连接有摆杆;所述摆杆位于所述固定座一侧,用于带动下壳体上的凸起端移动来使得所述下壳体在固定座上转动。
16.进一步地,所述机架上还设有支撑架,支撑架上设有所述固定座;所述支撑架上还开设有用于容纳所述摆杆的弧形槽,并通过所述弧形槽来限位所述摆杆。
17.进一步地,所述转动轴上还设有扭矩传感器,用于通过检测摆杆的转动扭矩来检测所述扭簧的扭力。
18.进一步地,所述冲压机构包括预冲头和主冲头,所述主冲头上设有压力传感器,所述预冲头作用在所述主冲头上,当预冲头作用有一定压力后,所述主冲头下降进行冲压。
19.进一步地,所述预冲头包括预压驱动缸、滑轨以及设置在滑轨上的滑块,所述滑块上设有预压受力板;所述预压受力板上设有供所述主冲头穿过的开口,并在位于所述预压受力板下的主冲头上设有大于开口口径的受力部。
20.本实用新型相比现有技术突出且有益的技术效果是:
21.本实用新型通过在固定机构下增加转动机构,实现先转动再冲压的工作流程,从而实现对于涨紧器的自动加工,通过伺服电机可以更好的控制扭力以及弹簧形变程度,减少工件报废率。
附图说明
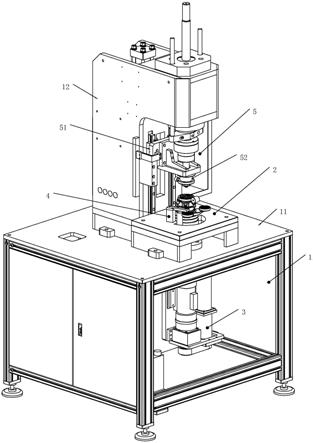
22.图1是本实用新型的示意图;
23.图2是转动机构与固定机构的示意图;
24.图3是转动机构的示意图;
25.图4是固定机构的示意图;
26.图5是冲压机构的示意图。
27.图中标号所表示的含义:
28.1、机架;11、台面;12、安装柱;2、固定机构;21、固定座;22、支撑架;23、弧形槽;3、转动机构;31、伺服电机;32、转动轴;33、摆臂;34、摆杆;35、扭矩传感器;4、支撑机构;41、支撑柱;42、勾部;5、冲压机构;51、预冲头;511、预压驱动缸;512、滑轨;513、滑块;514、预压受力板;515、开口;52、主冲头;521、受力部;53、冲压座;54、压力传感器;61、上壳体;62、下壳体;63、扭簧;
具体实施方式
29.下面结合具体实施例对本实用新型作进一步描述:
30.一种涨紧器的自动加工设备,包括机架1,其中机架1包括有台面11,台面11上设有l形状的安装柱12,安装柱12中设有冲压机构5,而在台面11上设有固定机构2,所述固定机构2用于放置下壳体62和一端固定在下壳体62上的扭簧63,而所述冲压机构5上设有冲压座53,冲压座53用于放置所述上壳体61,通过冲压机构5下压来连接所述上壳体61与下壳体62。
31.本设备还包括转动机构3与支撑机构4,所述转动机构3设置在机架1中,用于驱动所述固定机构2中的下壳体62转动,所述支撑机构4位于所述固定机构2一侧,用于抵接所述扭簧63的另一端,使得当下壳体62转动时,所述扭簧63在下壳体62中被压缩,此时所述冲压机构5工作,来将所述上壳体61固定在所述下壳体62上。
32.具体来说,所述扭簧63放置下壳体62的放置面中,所述扭簧63以一原点围绕形成,呈现圆盘状,扭簧63的两端分别位于扭簧63内外,扭簧63的内侧的端部用于连接下壳体62,外侧的端部延伸至下壳体62的放置面外部,与所述支撑机构4相连接。所述上壳体61沿边设
有让位槽,当上壳体61下压的时候,扭簧63的外侧端位于所述让位槽内,从而可让上壳体61与下壳体62的外边相接触连接。
33.如图1
‑
3所示,所述转动机构3位于台面11下方,包括转动轴32和用于驱动所述转动轴32转动的伺服电机31,所述转动轴32竖直设置,在转动轴32的末端设有所述固定机构2;通过其转动来带动所述固定机构2转动。所述固定机构2包括一固定座21,固定座21上开设有适配所述下壳体62的卡槽,所述下壳体62固定卡设在所述卡槽中。
34.所述转动轴32可以直接连接所述固定座21,来驱动所述固定座21转动,但考虑到转动轴32的受力情况,在本专利中,在所述转动轴32的末端上还设有摆臂33,摆臂33上连接有摆杆34;所述摆杆34位于所述固定座21一侧,用于连接下壳体62上的凸起端来使得所述下壳体62在固定座21上转动;所述下壳体62的凸起端用来安装堕轮,通过摆杆34抵接所述凸起端来使下壳体62转动。在所述下壳体62转动后,所述冲压机构5再工作下压,使得上壳体61与下壳体62相连接,完成涨紧器的安装。本实用新型通过在固定机构2下增加转动机构3,实现先转动再冲压的工作流程,从而实现对于涨紧器的自动加工,通过伺服电机31可以更好的控制扭力以及弹簧形变程度,减少工件报废率。
35.进一步地,所述机架1上还设有支撑架22,支撑架22为呈现桌子状,在其桌面上设有所述固定座21;所述摆臂33以及摆杆34位于所述支撑架22内,在支撑架22上开设有用于容纳所述摆杆34的弧形槽23,该弧形槽23的形状与摆杆34移动的轨迹相当,从而通过该弧形槽23来限位所述摆杆34的移动,防止其偏离碰撞到其他物体。
36.所述支撑机构4包括设置在固定座21一侧的支撑柱41,如图4所示,所述支撑柱41同样设置在所述支撑架22上,支撑柱41呈l形,在支撑柱41的末端上设有勾部42,用于连接所述扭簧63,从而在可通过转动所述下壳体62来使扭簧63在下壳体62中压缩。
37.进一步地,所述转动轴32上还设有扭矩传感器35,用于通过检测摆杆34的转动扭矩来检测所述扭簧63的扭力;对于单个扭簧63元件来说,需要对扭簧63元件的扭力参数进行检测,如果扭簧63扭力不符合标准,那么加工出的涨紧器也会报废;为了及早故障点,本实用新型压缩扭簧63的时通过所述扭矩传感器35来检测其扭力,如果扭力不符合使用标准,就使机器复位并更换所述扭簧63。
38.进一步地,所述冲压机构5包括预冲头51和主冲头52,所述主冲头52上设有压力传感器54,所述预冲头51作用在所述主冲头52上,当预冲头51作用有一定压力后,所述主冲头52下降进行冲压。预冲压的作用在于提前设置好压力,防止主压头下压时错位的情况发生,从而减少废品产生。
39.如图5所示,所述预冲头51包括预压驱动缸511、滑轨512以及设置在滑轨512上的滑块513,所述滑轨512竖直固定在所述l形状的安装柱12上,所述滑块513上设有角铁,角铁上固定有预压力板,由所述预压驱动缸511驱动所述预压受力板514在滑轨512上移动;所述主冲头52设置在安装柱12的顶端,并朝向所述预压受力板514,所述预压受力板514上设有供所述主冲头52穿过的开口515,并在预压受力板514下的主冲头52上设有大于开口515口径的受力部521。预压工作时,所述预压驱动缸511工作带动所述预压受力板514向下移动抵接在所述受力部521上,由于受力部521受力使得主冲头52上的压力传感器54工作并使其读数逐渐升高,当到达指定压力又主冲头52再工作。
40.上述实施例仅为本实用新型的较佳实施例,并非依此限制本实用新型的保护范
围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1