一种用于压铆机的多工位下模换模装置的制作方法
1.本实用新型涉及压铆机,尤其涉及一种用于压铆机的多工位下模换模装置。
背景技术:
2.传统的压铆机的下模为一个工位结构,需要通过人工换模才能实现两种或两种以上规格的铆钉的压铆,换模效率较低。
技术实现要素:
3.为了解决现有技术中的问题,本实用新型提供了一种用于压铆机的多工位下模换模装置。
4.本实用新型提供了一种用于压铆机的多工位下模换模装置,包括机架、下模换模机构和移动压铆座机构,所述下模换模机构和移动压铆座机构分别安装在所述机架上,所述下模换模机构包括换模支路和安装组件,所述安装组件安装在所述机架上,所述换模支路安装在所述安装组件上,所述换模支路至少有两个并且并列平行设置,所述换模支路包括下模驱动气缸、活动接头、下模推杆、下模推杆导向固定块和下模,所述下模驱动气缸通过所述活动接头与所述下模推杆活动连接,所述下模推杆导向固定块上设有下模推杆导向凹槽,所述下模推杆设置在所述下模推杆导向凹槽内并与所述下模推杆导向凹槽构成移动副,所述下模安装在所述下模推杆上。
5.作为本实用新型的进一步改进,所述下模推杆导向凹槽的槽底设有底部导向凹槽,所述下模推杆的底部设有底部导向滑块,所述底部导向滑块设置在所述底部导向凹槽并与所述底部导向凹槽构成移动副。
6.作为本实用新型的进一步改进,所述活动接头为铰链接头。
7.作为本实用新型的进一步改进,所述安装组件包括下模气缸安装座和下模导向板,所述下模驱动气缸安装在所述下模气缸安装座上,所述下模推杆导向固定块固定在所述下模导向板上。
8.作为本实用新型的进一步改进,所述下模气缸安装座包括相平行的气缸前安装板和气缸后安装板,所述下模驱动气缸的前端固定在所述气缸前安装板,所述下模驱动气缸的后端固定在所述气缸后安装板上。
9.作为本实用新型的进一步改进,所述移动压铆座机构包括平移组件、移动模座、下模推杆导向座和下模座,所述平移组件安装在所述机架上,所述平移组件的平移方向与所述下模驱动气缸的伸缩方向相垂直,所述平移组件与所述移动模座连接,所述下模推杆导向座和下模座分别固定在所述移动模座上,所述下模推杆导向座上设有与所述下模推杆相配合的过渡段导向凹槽,所述下模座上设有与所述下模推杆相配合的下模导向凹槽,所述过渡段导向凹槽与所述下模导向凹槽共线设置,所述下模推杆导向凹槽与所述过渡段导向凹槽相平行或者相重合。
10.作为本实用新型的进一步改进,所述下模推杆导向凹槽、过渡段导向凹槽、下模导
向凹槽的横截面结构相同。
11.作为本实用新型的进一步改进,所述过渡段导向凹槽靠近所述下模推杆导向凹槽的端部设有导入扩口,所述下模推杆导向凹槽靠近所述过渡段导向凹槽的端部设有导入扩口。
12.作为本实用新型的进一步改进,所述平移组件包括伺服电机、丝杆、电机安装座、丝杆安装座、移动模座连接板、滑轨座和丝杆连接板,所述电机安装座、丝杆安装座分别安装在所述滑轨座上,所述伺服电机安装在所述电机安装座上,所述丝杆安装在所述丝杆安装座上,所述伺服电机与所述丝杆连接,所述丝杆通过丝杆连接板与所述移动模座连接,所述移动模座安装在所述滑轨座上并与所述滑轨座构成移动副,所述移动模座连接板为l型,分别为竖直部和水平部,所述移动模座与所述移动模座连接板的竖直部连接,所述移动模座连接板的水平部与所述滑轨座相平行,所述移动模座连接板的水平部与所述滑轨座之间设有间隙。
13.作为本实用新型的进一步改进,所述间隙介于0.1mm至0.8mm之间。
14.本实用新型的有益效果是:通过上述方案,可实现下模的多工位切换,提高了换模效率,可以用于两种或两种以上规格的铆钉的压铆。
附图说明
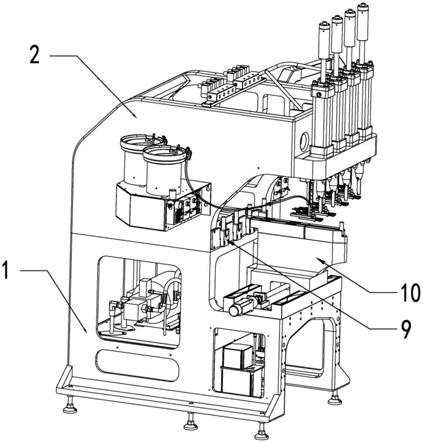
15.图1是本实用新型一种用于压铆机的多工位下模换模装置的整体示意图。
16.图2是本实用新型一种用于压铆机的多工位下模换模装置的装配示意图。
17.图3是本实用新型一种用于压铆机的多工位下模换模装置的下模换模机构的分解示意图。
18.图4是本实用新型一种用于压铆机的多工位下模换模装置的下模换模机构的局部示意图。
19.图5是本实用新型一种用于压铆机的多工位下模换模装置的下模换模机构的立体示意图。
20.图6是本实用新型一种用于压铆机的多工位下模换模装置的移动压铆座机构的分解示意图。
21.图7是本实用新型一种用于压铆机的多工位下模换模装置的移动压铆座机构的立体示意图。
22.图8是本实用新型一种用于压铆机的多工位下模换模装置的移动压铆座机构的另一视角的立体示意图。
具体实施方式
23.下面结合附图说明及具体实施方式对本实用新型作进一步说明。
24.如图1至图8所示,一种用于压铆机的多工位下模换模装置,包括机架、下模换模机构9和移动压铆座机构10,所述机架包括下机架1和上机架2,下机架1和上机架2通过锁紧螺丝锁紧连接,所述下模换模机构9与上机架2通过螺丝连接在一起,用于在不同油缸位置切换不同的下模97,移动压铆座机构10与下机架2通过螺丝连接在一起,用于移动到不同油缸位置,便于下模换模机构9的下模97输送到下模座109内。
25.所述下模换模机构9包括换模支路和安装组件,所述换模支路安装在所述安装组件上,所述换模支路至少有两个并且并列平行设置,每个所述换模支路则代表一个工位,例如,可采用四个所述换模支路,实现四个工位的四种不同规格的下模97的切换。
26.所述换模支路包括下模驱动气缸92、活动接头91、下模推杆93、下模推杆导向固定块96和下模97,所述下模驱动气缸92通过所述活动接头91与所述下模推杆93活动连接,所述下模推杆导向固定块96上设有下模推杆导向凹槽961,所述下模推杆93设置在所述下模推杆导向凹槽961内并与所述下模推杆导向凹槽961构成移动副,下模推杆93可以在下模推杆导向凹槽961内前后滑动。
27.所述下模97安装在所述下模推杆93上,下模推杆93用于推动下模97进行前后移动。
28.所述活动接头91优选为铰链接头,可避免下模推杆93在滑动过程中卡死,具有缓冲过渡作用。
29.所述下模推杆导向凹槽961的槽底设有底部导向凹槽962,所述下模推杆93的底部设有底部导向滑块,所述底部导向滑块设置在所述底部导向凹槽962并与所述底部导向凹槽962构成移动副,可以提高下模推杆93滑动的稳定性。
30.下模推杆导向凹槽961为精加工,与下模推杆93的外形尺寸相配合,起到定位和导向作用。
31.所述安装组件包括下模气缸安装座和下模导向板98,所述下模驱动气缸92安装在所述下模气缸安装座上,所述下模推杆导向固定块96固定在所述下模导向板98上。
32.所述下模气缸安装座包括相平行的气缸前安装板94和气缸后安装板95,所述下模驱动气缸92的前端固定在所述气缸前安装板94,所述下模驱动气缸92的后端固定在所述气缸后安装板95上。
33.所述移动压铆座机构10包括平移组件、移动模座107、下模推杆导向座108和下模座109,所述平移组件的平移方向与所述下模驱动气缸92的伸缩方向相垂直,下模驱动气缸92驱动下模97进行纵向前后移动,而平移组件则驱动移动模座107进行横向左右移动。
34.所述平移组件与所述移动模座107连接,所述下模推杆导向座108和下模座109分别固定在所述移动模座107上,所述下模推杆导向座108上设有与所述下模推杆93相配合的过渡段导向凹槽1081,所述下模座109上设有与所述下模推杆93相配合的下模导向凹槽1091,所述过渡段导向凹槽1081与所述下模导向凹槽1091共线设置,所述下模推杆导向凹槽961与所述过渡段导向凹槽1081相平行或者相重合。
35.所述下模推杆导向凹槽961、过渡段导向凹槽1081、下模导向凹槽1091的横截面结构相同。
36.所述过渡段导向凹槽1081靠近所述下模推杆导向凹槽961的端部设有导入扩口1082,可用于下模推杆93的平滑导入。
37.所述下模推杆导向凹槽961靠近所述过渡段导向凹槽1081的端部设有导入扩口963,可用于下模推杆93的平滑导入。
38.所述平移组件包括伺服电机101、丝杆102、电机安装座103、丝杆安装座104、移动模座连接板105、滑轨座106和丝杆连接板1010,所述电机安装座103、丝杆安装座104分别安装在所述滑轨座106上,所述伺服电机101安装在所述电机安装座103上,所述丝杆102安装
在所述丝杆安装座104上,所述伺服电机101与所述丝杆102连接,所述丝杆102通过丝杆连接板1010与所述移动模座107连接,所述移动模座107安装在所述滑轨座106上并与所述滑轨座106构成移动副,所述移动模座连接板105为l型,分别为竖直部1051和水平部1052,所述移动模座107与所述移动模座连接板105的竖直部1051连接,所述移动模座连接板105的水平部1052与所述滑轨座106相平行,所述移动模座连接板105的水平部1052与所述滑轨座106之间设有间隙1053。
39.所述间隙1053介于0.1mm至0.8mm之间。
40.所述间隙1053优选为0.2mm,便于移动模座107移动,并且保证移动模座107在移动和压铆程中不会因侧向力过大而损坏丝杆102。
41.移动模座107的凸台与滑轨座106内槽精密配合,保证其可顺畅移动的同时保证纵向位置不可偏移。
42.本实用新型提供的一种用于压铆机的多工位下模换模装置,压铆过程中,只有一个对应的下模97在下模座109内,其余的下模97都退回下模推杆导向固定块96内部;当切换工位时,下模换模机构9中的所有下模97退回下模推杆导向固定块96内部后,移动压铆座机构10才能移动,移动对应工位后,对应的下模97在下模驱动气缸92的推动下移动到下模座109内,具体切换过程为:下模驱动气缸92驱动下模推杆93带动下模97复位至初始状态,即下模推杆93自下模导向凹槽1091纵向后退,经过过渡段导向凹槽1081,回到下模推杆导向凹槽961内,此时,伺服电机101驱动移动模座107左右横向移动,带动下模推杆导向座108和下模座109与目标工位的下模推杆导向固定块96对齐,下模驱动气缸92驱动下模推杆93纵向前进,经过过渡段导向凹槽1081,到达下模导向凹槽1091,从而将下模97送到该工位对应的压铆位置,实现下模97的切换。
43.本实用新型提供的一种多工位压铆机,可以实现多位工的下模97的切换,提高了换模效率,减少了产品铆接加工停机等待和切换模具的时间。
44.以上内容是结合具体的优选实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明。对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1