一种挂锁铭牌安装装置的制作方法
1.本实用新型属于锁具加工设备技术领域,具体涉及一种挂锁铭牌安装装置。
背景技术:
2.随着科学技术的进步和人力成本的升高,自动化设备在生产生活中的应用越来越广泛,尽可能的节省人力资源来最求生产成本的降低。挂锁是一种日常生活中比较常见的锁具,一般挂锁上会安装有挂锁厂家名称的铭牌,由于铭牌有正反面和字的方向问题,以前很难做到完全自动化生产,但最近几年非标自动化设备的设计和制造水平有了长足的进步,如专利公开号为cn110549111a,专利名称为一种挂锁自动化组装设备的发明专利,其装铭牌机构包括铭牌输送组件和铭牌预装组件,铭牌通过下料振动盘筛选后通过吸盘组件将铭牌转移到旋转盘上,在旋转盘上方设有图像采集系统用于检测铭牌字体的方向一致性,转盘上的铭牌放置模具的下端可以推动铭牌放置模具旋转以将铭牌字体调整到位,调整到位后再通过铭牌取放组件将铭牌转到锁体上方,再通过铆钉组装组件将铭牌通过铆钉安装固定在锁体表面的指定位置上。
3.但是上述方案中的装铭牌机构结构复杂,涉及的结构部件多,操作步骤多,使得该生产设备的生产成本高,也导致了设备的生产效率的一定程度上的不足。
技术实现要素:
4.本实用新型针对现有技术中的装铭牌机构结构复杂,生产成本高,生产效率有待进一步提升的弊端,提出一种挂锁铭牌安装装置。
5.本实用新型的发明目的是通过以下技术方案实现的:一种挂锁铭牌安装装置,包括机座,所述机座上设有运送铭牌的轨道和锁体安装工位,其特征在于,所述轨道的一端连接有筛选铭牌正面朝上且将铭牌从轨道的一端运送到另一端的振动盘,所述轨道的正上方沿铭牌的运送方向依次设有用于检测铭牌图案的方向一致性的图像采集检测系统、将铭牌图案的方向与设定方向不一致的铭牌调整成与设定方向一致的铭牌朝向矫正器和将铭牌安装在挂锁锁体上的铭牌安装器;所述铭牌安装器包括铭牌安装机构和能将铭牌安装机构从轨道移动到锁体安装工位的驱动机构,所述铭牌安装机构包括铭牌安装块,铭牌安装块上设有贯通铭牌安装块上下端的吸气管,所述铭牌安装块还设有两个贯通铭牌安装块上下端的导向孔,两个所述导向孔分别对称设置在所述吸气管的两侧,所述导向孔内设有能沿导向孔往复移动的顶针,所述铭牌安装块的上方还设有用于驱动顶针沿着导向孔往复移动的顶针推动器,所述铭牌安装块的左右两侧分别设有一条倾斜设置的铆钉输入管,两条铆钉输入管分别与导向孔连通,且铆钉输入管的外端高于内端。
6.上述方案中,振动盘的出料口和轨道连接,通过振动盘的振动将铭牌不断的输送到轨道上,振动盘上刚到轨道上的铭牌推动已经在轨道上的铭牌继续在轨道上移动,图像采集检测系统扫描每个通过该系统正下方的铭牌,将铭牌的图像信息传输给计算机进行比对处理,当图像比对结果和预先设定的结果不一致时,计算机给铭牌朝向矫正器发送运行
指令,铭牌朝向矫正器下移到需要矫正的铭牌的上方并与铭牌接触,将铭牌吸附在铭牌朝向矫正器的下端后铭牌朝向矫正器上移,然后旋转180度,再将铭牌下放到轨道上继续前移。当铭牌移动到轨道的末端的时候,在轨道末端正上方的铭牌安装块将铭牌吸附在铭牌安装块的底部,然后通过驱动机构移动到锁体安装工位的上方,将铭牌放置到锁体安装工位上的锁体上,通过顶针将固定铭牌的铆钉打进锁体上的铭牌安装孔内,实现铭牌的固定。铆钉输入管的外端高于内端,方便铆钉进入导向孔,且引导铆钉的方向与导向孔长度方向一致,好接受顶针的打进。该方案的铭牌矫正和安装动作都是铭牌在轨道上运动的过程中实现,前后工序紧凑,涉及到的部件少,节省了装置部件,加快了生产流程,提高了生产效率。
7.作为优选,所述机座包括上层机座和下层机座。
8.作为优选,所述下层机座上还固定设有将铭牌固定在锁体上的铆钉排序后分次输送给铭牌安装机构的铆钉分配器,所述铆钉分配器设有两个铆钉输出管,所述铆钉输出管通过管道和铭牌安装块上的铆钉输入管相连。铆钉分配器为螺丝机供料器,可以实现筛选铆钉,并将筛选好的铆钉推送出铆钉输出管的功能。
9.作为优选,所述吸气管的上端高出铭牌安装块的上端,所述吸气管的下端和铭牌安装块的下端齐平。吸气管的上端高出铭牌安装块的上端,方便于气管和吸气管的连接安装操作。吸气管的下端和铭牌安装块的下端齐平,当铭牌安装块的下端和铭牌紧贴时,吸气管和铭牌也紧贴,吸附铭牌的效果更好。
10.作为优选,所述顶针的长度大于导向孔的长度。
11.作为优选,所述吸气管的上端通过气管和真空泵连接。
12.作为优选,所述驱动机构上固定设有导向块,导向块设有两个导向通孔,两根所述顶针分别穿过两个导向通孔。导向块起到稳固和导向顶针的作用。
13.作为优选,所述顶针推动器为双杆气缸。
14.与现有技术相比,本实用新型具有以下有益效果:该方案的铭牌矫正和安装动作都是铭牌在轨道上运动的过程中实现,前后工序紧凑,涉及到的部件少,节省了装置部件,加快了生产流程,提高了生产效率。
附图说明
15.图1为本实用新型的俯视图;
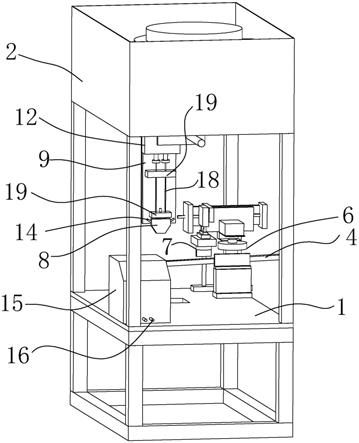
16.图2为本实用新型的结构示意简图;
17.图3为本实用新型的结构示意图;
18.图4为铭牌安装器的结构示意图。
19.图中标记:1、下层机座;2、上层机座;3、锁体安装工位;4、轨道;5、振动盘;6、图像采集检测系统;7、铭牌朝向矫正器;8、铭牌安装块;9、驱动机构;10、吸气管;11、导向孔;12、顶针推动器;14、铆钉输入管;15、铆钉分配器;16、铆钉输出管;18、顶针;19、导向块。
具体实施方式
20.下面结合附图所表示的实施例对本实用新型作进一步描述:
21.实施例1
22.如图1到图4所示,一种挂锁铭牌安装装置,包括机座,所述机座包括上层机座2和下层机座1,所述下层机座1上设有运送铭牌的轨道4、锁体安装工位3和筛选与输出铆钉的螺丝机供料机。所述轨道4的一端连接有筛选铭牌正面朝上且将铭牌从轨道4的一端运送到另一端的振动盘5,所述轨道4的正上方沿铭牌的运送方向依次设有用于检测铭牌图案的方向一致性的图像采集检测系统6、将铭牌图案的方向与设定方向不一致的铭牌调整成与设定方向一致的铭牌朝向矫正器7和将铭牌安装在挂锁锁体上的铭牌安装器;所述铭牌安装器包括铭牌安装机构和将铭牌安装机构移动到锁体安装工位3的驱动机构9,铭牌安装机构安装在所述驱动机构9上。所述铭牌安装机构包括铭牌安装块8,铭牌安装块8上设有贯通铭牌安装块8上下端的吸气管10,吸气管10的上端通过气管和真空泵连接。所述吸气管10的上端高出铭牌安装块8的上端,所述吸气管10的下端和铭牌安装块8的下端齐平。所述铭牌安装块8还设有两个贯通铭牌安装块8上下端的导向孔11,两个所述导向孔11分别对称设置在所述吸气管10的两侧,所述导向孔11内设有能沿导向孔11往复移动的顶针18,驱动机构9上还固定设有上下两块导向块19,导向块19设有两个导向通孔,两根顶针18分别穿过两个导向通孔。所述铭牌安装块8的上方还设有用于驱动顶针18沿着导向孔11往复移动的双杆气缸,所述铭牌安装块8的左右两侧分别设有一条倾斜设置的铆钉输入管14,所述螺丝机供料机设有两个铆钉输出管16,所述铆钉输出管16通过管道和铭牌安装块8上的铆钉输入管14相连。两条铆钉输入管14分别与导向孔11连通,且铆钉输入管14的外端高于内端,所述双杆气缸的两根活塞杆的端部分别和两根顶针18的一端端部固定连接。
23.使用时,铭牌通过振动盘5筛选后,振动盘5的出料口输出字体朝上的铭牌,后出的铭牌推动先出的铭牌沿着轨道4前进,轨道4上方的图像采集检测系统6扫描每个通过该系统正下方的铭牌,将铭牌的图像信息传输给计算机进行比对处理,当图像比对结果和预先设定的结果不一致时,计算机给铭牌朝向矫正器7发送运行指令,铭牌朝向矫正器7下移到需要矫正的铭牌的上方并与铭牌接触,将铭牌吸附在铭牌朝向矫正器7的下端后铭牌朝向矫正器7上移,然后旋转180度,再将铭牌下放到轨道4上继续前移。当铭牌移动到轨道4的末端的时候,在轨道4末端正上方的铭牌安装器通过驱动机构9将铭牌安装块8下降到铭牌的正上方贴近铭牌的位置并将铭牌通过吸气管10吸附在铭牌安装块8的底部,然后通过驱动机构9移动到锁体安装工位3的上方,将铭牌放置到锁体安装工位3上的锁体上。驱动机构9为现有技术中的直线导轨的组合,一组直线导轨驱动铭牌安装机构的垂直方向的移动,一组直线导轨驱动铭牌安装机构水平方向的移动。螺丝机供料机通过两个铆钉输出管16各输出一个铆钉,铆钉通过管道进入铆钉输入管14,再通过导向孔11进入锁体的铆钉安装孔,铭牌安装块8释放铭牌,双杆气缸的顶针推杆13推动顶针18将铆钉打入锁体的铆钉安装孔,实现铭牌固定在锁体上。铭牌安装好后,驱动机构9将铭牌安装机构回复到初始位置。
24.文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1