全波长超声金属焊组合式工具头的制作方法
1.本实用新型涉及金属焊接领域,具体涉及一种全波长超声金属焊组合式工具头。
背景技术:
2.超声波焊接设备的焊接工具头需要在经受一定的压力下进行高频率的振动和摩擦,工具头材料是保证超声波工具头寿命与焊接质量的重要原因之一。目前在市场上的超声金属焊工具头,大多是采用整体单一材料制成。这种超声金属焊工具头存在一下几个缺点:机械屈服强度、硬度、热传导性、轫性和成本等不能同时兼顾。例如,机械屈服强度好、硬度高、热传导性强的材料价格昂贵,导致使用成本极高;而其它普通材料的硬度和机械屈服强度达不到要求,在超声焊接时,经过1.5~7万次/秒的摩擦下,损耗过快,超声金属焊工具头的表面很快变成凹凸不平,使用寿命很短,同样导致使用成本极高,在使用上具有一定的局限性。因此,如何解决现有的超声金属焊工具头的因材料价格昂贵或损耗过快使用寿命短,导致成本极高的问题,成为了当期亟需解决的技术问题。
技术实现要素:
3.本实用新型的目的是提供一种全波长超声金属焊组合式工具头,用于解决现有的工具头因材料价格昂贵或损耗过快使用寿命很短,导致成本极高的问题。
4.本实用新型实施例的一个方面提供了一种全波长超声金属焊组合式工具头,包括:
5.工具头母体,包括两个圆形端部以及位于所述两个圆形端部之间的扁平状连接体,所述扁平状连接体的第一面设有镶嵌凹槽,所述扁平状连接体的第二面设有至少一个连接孔,所述至少一个连接孔的位置对应所述镶嵌凹槽并贯通至所述镶嵌凹槽;
6.镶嵌件,一侧分布有至少一个焊接面,另一侧分布有至少一个安装孔;
7.锁紧件,用于在所述镶嵌件置入到所述镶嵌凹槽时,从所述扁平状连接体的第二面穿过所述至少一个连接孔并伸进所述镶嵌件的安装孔中,以将镶嵌件锁紧在所述镶嵌凹槽中。
8.优选的,所述镶嵌件包括焊接主体和镶嵌主体;
9.所述焊接主体上设有至少一个焊接凸体,其中,每个焊接凸体的表面设有一个所述焊接面;
10.所述镶嵌主体的顶面分布有至少一个安装孔,所述顶面的两侧设有多个倾斜锥面,所述倾斜锥面用于与所述镶嵌凹槽紧密接触并配合连接。
11.优选的,当所述焊接主体的表面只设有一个焊接凸体,则该焊接凸体的表面的焊接面呈长条形;
12.当所述焊接主体的表面设有多个焊接凸体,则所述焊接主体的表面的焊接面呈方形或圆形。
13.优选的,所述焊接面的表面设有焊接纹点,所述焊接纹点包括直纹、网纹、梯形纹、
钻石纹以及圆点纹。
14.优选的,所述镶嵌凹槽的内侧设有条状内齿;
15.所述镶嵌件与所述镶嵌凹槽连接处设有与所述条状内齿对应的条状外齿;
16.所述镶嵌件通过所述条状外齿卡进所述条状内齿与所述镶嵌凹槽连接。
17.优选的,所述扁平状连接体的第一面向内凹陷形成所述镶嵌凹槽;
18.所述扁平状连接体的第二面向外凸起形成固定凸体,所述固定凸体设有至少一个连接孔。
19.优选的,所述锁紧件包括锁紧螺钉和锁紧螺帽,所述安装孔内设有螺纹;
20.每个连接孔包括连接内孔和连接外孔,其中,所述连接内孔小于所述连接外孔;
21.当所述镶嵌件置入到所述镶嵌凹槽时,所述锁紧螺钉依次穿过所述连接外孔和所述连接内孔,并通过所述安装孔中的螺纹与所述镶嵌件连接,以将所述镶嵌件锁紧在所述镶嵌凹槽中;
22.当所述镶嵌件锁紧在所述镶嵌凹槽时,所述锁紧螺帽进入到所述连接外孔并抵靠在所述连接外孔外侧。
23.优选的,所述扁平状连接体与所述两个圆形端部之间形成四个挖空位,所述四个挖空位用于调节工具头的超声频率和超声振幅。
24.优选的,每个圆形端部均设有环形轴,所述环形轴的圆心位置设有用于安装法兰组件的连接螺纹孔;
25.所述法兰组件包括第一法兰、法兰片、法兰螺丝、第二法兰和法兰紧固件;
26.所述第一法兰呈圆环状,用于套设在所述环形轴上;
27.所述法兰片呈圆环状,用于抵靠在所述环形轴远离所述圆形端部的一侧,且所述法兰片的内圆直径等于所述环形轴的内圆直径;
28.所述法兰螺丝的第一端伸进所述连接螺纹孔与所述环形轴连接,所述法兰螺丝的第二端设有圆环状的定位凸台,所述定位凸台的外圆直径大于所述法兰片的内圆直径,所述定位凸台定位用于将所述法兰片固定在所述环形轴的一侧;
29.所述第二法兰呈圆环状,用于抵靠在法兰片远离所述第一法兰的一侧,其中,所述第二法兰的内圆直径大于所述定位凸台的外圆直径;
30.其中,所述第一法兰、所述法兰片和所述第二法兰均设至少一个紧固孔,所述法兰紧固件依次穿过所述第一法兰的紧固孔、所述法兰片的紧固孔和所述第二法兰的紧固孔,以将所述第一法兰、所述法兰片和所述第二法兰紧固在所述环形轴上。
31.优选的,所述法兰紧固件还设有放松弹垫,所述放松弹垫位于所述第二法兰和所述法兰片之间。
32.本实用新型实施例通过将所述锁紧件将所述镶嵌件固定在所述工具头母体上,当所述镶嵌件损坏时只需更换所述镶嵌件,而无需更换所述工具头母体,提高了使用寿命,解决了因材料价格昂贵或损耗过快使用寿命短,导致成本极高的问题,降低了成本。
附图说明
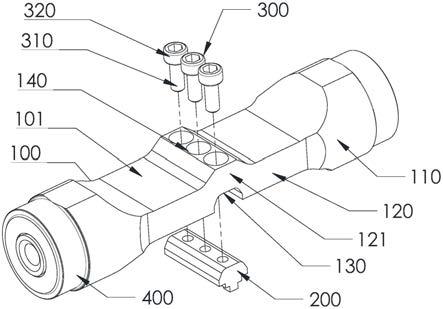
33.图1示意性示出了本实施例的全波长超声金属焊组合式工具头的部分爆炸图;
34.图2示意性示出了本实施例的全波长超声金属焊组合式工具头的部分爆炸图;
35.图3示意性示出了本实施例的全波长超声金属焊组合式工具头的整体示意图;
36.图4示意性示出了本实施例的全波长超声金属焊组合式工具头的整体示意图;
37.图5示意性示出了本实施例的全波长超声金属焊组合式工具头的镶嵌件示意图;
38.图6示意性示出了本实施例的全波长超声金属焊组合式工具头的镶嵌件的方形焊接面示意图;
39.图7示意性示出了本实施例的全波长超声金属焊组合式工具头的焊接面示意图;
40.图8示意性示出了本实施例的全波长超声金属焊组合式工具头的镶嵌件的条形焊接面示意图;
41.图9示意性示出了本实施例的全波长超声金属焊组合式工具头的镶嵌件的圆形焊接面示意图。
具体实施方式
42.为了使本实用新型实施例的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
43.需要说明的是,在本实用新型实施例中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
44.以下将通过实施例,对专利保护的全波长超声金属焊组合式工具头进行示例性描述。
45.如图1-9所示,在本实施例中,所述全波长超声金属焊组合式工具头,包括:工具头母体100,包括两个圆形端部110以及位于所述两个圆形端部110 之间的扁平状连接体120,所述扁平状连接体120的第一面设有镶嵌凹槽130,所述扁平状连接体120的第二面设有至少一个连接孔140,所述至少一个连接孔140的位置对应所述镶嵌凹槽130并贯通至所述镶嵌凹槽130;
46.镶嵌件200,一侧分布有至少一个焊接面201,另一侧分布有至少一个安装孔202;
47.锁紧件300,用于在所述镶嵌件200置入到所述镶嵌凹槽130时,从所述扁平状连接体120的第二面穿过所述至少一个连接孔140并伸进所述镶嵌件 200的安装孔202中,以将镶嵌件200锁紧在所述镶嵌凹槽130中。
48.在示例性的实施例中,所述镶嵌件200包括焊接主体210和镶嵌主体220;
49.所述焊接主体210上设有至少一个焊接凸体211,其中,每个焊接凸体211 的表面设有一个所述焊接面201;
50.所述镶嵌主体220的顶面分布有至少一个安装孔202,所述顶面的两侧设有多个倾斜锥面221,所述倾斜锥面221用于与所述镶嵌凹槽130紧密接触并配合连接。
51.在示例性的实施例中,当所述焊接主体210的表面只设有一个焊接凸体211,则该焊接凸体211的表面的焊接面201呈长条形;
52.当所述焊接主体210的表面设有多个焊接凸体211,则所述焊接主体210 的表面的焊接面201呈方形或圆形。
53.在示例性的实施例中,所述焊接面201的表面设有焊接纹点203,所述焊接纹点203包括直纹、网纹、梯形纹、钻石纹以及圆点纹。
54.在示例性的实施例中,所述镶嵌凹槽130的内侧设有条状内齿;
55.所述镶嵌件200与所述镶嵌凹槽130连接处设有与所述条状内齿对应的条状外齿;
56.所述镶嵌件200通过所述条状外齿卡进所述条状内齿与所述镶嵌凹槽130 连接。
57.在示例性的实施例中,所述扁平状连接体120的第一面向内凹陷形成所述镶嵌凹槽130;
58.所述扁平状连接体120的第二面向外凸起形成固定凸体121,所述固定凸体121设有至少一个连接孔140。
59.在示例性的实施例中,所述锁紧件300包括锁紧螺钉310和锁紧螺帽320,所述安装孔202内设有螺纹
60.每个连接孔140包括连接内孔和连接外孔,其中,所述连接内孔小于所述连接外孔;
61.当所述镶嵌件200置入到所述镶嵌凹槽130时,所述锁紧螺钉310依次穿过所述连接外孔和所述连接内孔,并通过所述安装孔202中的螺纹与所述镶嵌件200连接,以将所述镶嵌件200锁紧在所述镶嵌凹槽130中;
62.当所述镶嵌件200锁紧在所述镶嵌凹槽130时,所述锁紧螺帽320进入到所述连接外孔并抵靠在所述连接外孔外侧。
63.在示例性的实施例中,所述扁平状连接体120与所述两个圆形端部110之间形成四个挖空位101,所述四个挖空位101用于调节工具头的超声频率和超声振幅。
64.在示例性的实施例中,每个圆形端部110均设有环形轴150,所述环形轴 150的圆心位置设有用于安装法兰组件400的连接螺纹孔151;
65.所述法兰组件400包括第一法兰410、法兰片420、法兰螺丝430、第二法兰440和法兰紧固件450;
66.所述第一法兰410呈圆环状,用于套设在所述环形轴150上;
67.所述法兰片420呈圆环状,用于抵靠在所述环形轴150远离所述圆形端部 110的一侧,且所述法兰片420的内圆直径等于所述环形轴150的内圆直径;
68.所述法兰螺丝430的第一端伸进所述连接螺纹孔151与所述环形轴150连接,所述法兰螺丝430的第二端设有圆环状的定位凸台431,所述定位凸台431 的外圆直径大于所述法兰片420的内圆直径,所述定位凸台431定位用于将所述法兰片420固定在所述环形轴150的一侧;
69.所述第二法兰440呈圆环状,用于抵靠在法兰片420远离所述第一法兰410 的一侧,其中,所述第二法兰440的内圆直径大于所述定位凸台431的外圆直径;
70.其中,所述第一法兰410、所述法兰片420和所述第二法兰440均设至少一个紧固孔401,所述法兰紧固件450依次穿过所述第一法兰410的紧固孔401、所述法兰片420的紧固孔
401和所述第二法兰440的紧固孔401,以将所述第一法兰410、所述法兰片420和所述第二法兰440紧固在所述环形轴150上。
71.在示例性的实施例中,所述紧固孔401还设有放松弹垫451,所述放松弹垫451位于所述第二法兰440和所述法兰片420之间。
72.如图1-9所示,本实用新型实施例提供一种全波长超声金属焊组合式工具头包括:工具头母体100、镶嵌件200、锁紧件300和法兰组件400。其中,所述工具头母体100,包括两个圆形端部110以及位于所述两个圆形端部110之间的扁平状连接体120,所述扁平状连接体120的第一面设有镶嵌凹槽130,所述扁平状连接体120的第二面设有至少一个连接孔140,所述至少一个连接孔 140的位置对应所述镶嵌凹槽130并贯通至所述镶嵌凹槽130。本实施例通过将所述锁紧件300将所述镶嵌件200固定在所述工具头母体100上,所述锁紧件 300将所述镶嵌件200固定在所述工具头母体100上,限定了所述镶嵌件200 在所述工具头母体100的位置,提高了焊接的稳定性和焊接效果。当所述镶嵌件200损坏时只需更换所述镶嵌件200,而无需更换所述工具头母体100,提高了使用寿命,解决了因材料价格昂贵或损耗过快使用寿命短,导致成本极高的问题。
73.所述扁平状连接体120与所述两个圆形端部110之间形成四个挖空位101,所述四个挖空位101用于调节工具头的超声频率和超声振幅。
74.所述镶嵌件200,一侧分布有至少一个焊接面201,另一侧分布有至少一个安装孔202;所述镶嵌件200包括焊接主体210和镶嵌主体220;所述焊接主体 210上设有至少一个焊接凸体211,其中,每个焊接凸体211的表面设有一个所述焊接面201;所述镶嵌主体220的顶面分布有至少一个安装孔202,所述顶面的两侧设有多个倾斜锥面221,所述倾斜锥面221用于与所述镶嵌凹槽130紧密接触并配合连接。当所述焊接主体210的表面只设有一个焊接凸体211,则该焊接凸体211的表面的焊接面201呈长条形;当所述焊接主体210的表面设有多个焊接凸体211,则所述焊接主体210的表面的焊接面201呈方形或圆形。所述焊接面201的表面设有焊接纹点203,所述焊接纹点203包括直纹、网纹、梯形纹、钻石纹以及圆点纹。所述镶嵌凹槽130的内侧设有条状内齿(未出示例图);所述镶嵌件200与所述镶嵌凹槽130连接处设有与所述条状内齿对应的条状外齿(未出示例图);所述镶嵌件200通过所述条状外齿卡进所述条状内齿与所述镶嵌凹槽130连接。所述扁平状连接体120的第一面向内凹陷形成所述镶嵌凹槽130;所述扁平状连接体120的第二面向外凸起形成固定凸体121,所述固定凸体121设有至少一个连接孔140。
75.所述锁紧件300,用于在所述镶嵌件200置入到所述镶嵌凹槽130时,从所述扁平状连接体120的第二面穿过所述至少一个连接孔140并伸进所述镶嵌件200的安装孔202中,以将镶嵌件200锁紧在所述镶嵌凹槽130中。所述锁紧件300包括锁紧螺钉310和锁紧螺帽320,所述安装孔202内设有螺纹;每个连接孔140包括连接内孔(未出示例图)和连接外孔(未出示例图),其中,所述连接内孔小于所述连接外孔;当所述镶嵌件200置入到所述镶嵌凹槽130 时,所述锁紧螺钉310依次穿过所述连接外孔和所述连接内孔,并通过所述安装孔202中的螺纹与所述镶嵌件200连接,以将所述镶嵌件200锁紧在所述镶嵌凹槽130中;当所述镶嵌件200锁紧在所述镶嵌凹槽130时,所述锁紧螺帽 320进入到所述连接外孔并抵靠在所述连接外孔的外侧。
76.每个圆形端部110均设有环形轴150,所述环形轴150的圆心位置设有用于安装所
述法兰组件400的连接螺纹孔151;所述法兰组件400包括第一法兰 410、法兰片420、法兰螺丝430、第二法兰440和法兰紧固件450;所述第一法兰410呈圆环状,用于套设在所述环形轴150上;所述法兰片420呈圆环状,用于抵靠在所述环形轴150远离所述圆形端部110的一侧,且所述法兰片420 的内圆直径等于所述环形轴150的内圆直径;所述法兰螺丝430的第一端伸进所述连接螺纹孔151与所述环形轴150连接,所述法兰螺丝430的第二端设有圆环状的定位凸台431,所述定位凸台431的外圆直径大于所述法兰片420的内圆直径,所述定位凸台431定位用于将所述法兰片420固定在所述环形轴150 的一侧;所述第二法兰440呈圆环状,用于抵靠在法兰片420远离所述第一法兰410的一侧,其中,所述第二法兰440的内圆直径大于所述定位凸台431的外圆直径;其中,所述第一法兰410、所述法兰片420和所述第二法兰440均设至少一个紧固孔401,所述法兰紧固件450依次穿过所述第一法兰410的紧固孔401、所述法兰片420的紧固孔401和所述第二法兰440的紧固孔401,以将所述第一法兰410、所述法兰片420和所述第二法兰440紧固在所述环形轴150上。所述法兰紧固件450还设有放松弹垫451,所述放松弹垫451位于所述第二法兰440和所述法兰片420之间。
77.在本实施例中,所述的全波长超声金属焊组合式工具头可以根据不同的焊接工艺及其焊接要求,对所述工具头母体100和所述镶嵌件200(经底模支撑与焊接物直接摩擦的关键部位)的材料进行跟换,其中,所述工具头母体100 和所述镶嵌件200可以是同一材质,也可以是不同材质。所述镶嵌件200因直接与焊接物接触振动摩擦,且体积较小可使用高硬度、高耐磨性好的价格较贵的合金钢材料制成;而所述工具头母体100,不与焊接物接触,可用机械加工性好,韧性高,导热性好价格相对低廉的材料制成。这样既能达到超声焊接工具头的使用要求,又降低了工具头的制作成本,同时由于所述的全波长超声金属焊组合式工具头是组装而成,所述镶嵌件200所有焊接面201因磨损无法修复使用时,只需更换所述镶嵌件200,而不必更换整个工具头,使其整个工具头的使用寿命有了大幅度的提高,从而大大降低了使用成本。
78.以上仅为本实用新型的优选实施例,并非因此限制本实用新型的实用新型范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的实用新型保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1