一种空调安装板的斜冲成型模具的制作方法
1.本实用新型涉及一种冲压模具,具体是一种空调安装板的斜冲成型模具。
背景技术:
2.参见图1-图4,市面上部分空调机中的空调安装板a由于结构需要会设置有异形结构,该异形结构包括沉台a1、斜台a2、底台a3、围边a4、加强筋a5和凸包a6等结构,其中,沉台a1一侧与本体连接,沉台a1另一侧与斜台a2一侧连接,斜台a2另一侧与底台a3一侧连接,围边a4折弯成型于沉台a1、斜台a2和底台a3边缘,加强筋a5跨越本体、沉台a1和斜台a2,凸包a6位于沉台a1上;对于此种复杂的异性结构,传统模具往往需要两步以上工序才能完成加工成型,加工效率较低。鉴于空调安装板a的异形结构相对比较特殊,因此有必要设计一种用于加工成型异形结构的模具。
技术实现要素:
3.本实用新型的目的在于克服上述现有技术存在的不足,而提供一种空调安装板的斜冲成型模具,本模具能一次性完成异形结构的加工成型,加工效率高。
4.本实用新型的目的是这样实现的:
5.一种空调安装板的斜冲成型模具,包括上模组和下模组;所述上模组包括第一上仿形模芯和第二上仿形模芯,所述下模组包括下仿形模芯;所述第一上仿形模芯上设有第一上成型部、第二上仿形模芯上设有第二上成型部和第三上成型部;所述下仿形模芯上设有第一下成型部、第二下成型部和第三下成型部;所述第一上成型部与第一下成型部上下对应,且互相压紧安装板本体以加工成型沉台;所述第二上成型部与第二下成型部上下对应,且互相压紧安装板本体以加工成型斜台;所述第三上成型部与第三下成型部上下对应,且互相压紧安装板本体以加工成型底台。
6.第一上仿形模芯上设有第一凹槽;所述第二上仿形模芯上设有第一凸槽;所述第一凹槽与第一凸槽滑动式配合,以引导第一上仿形模芯相对第二上仿形模芯线性滑动。
7.所述上模组还包括折边模芯;所述折边模芯上设有用于按压沉台边缘和/或斜台边缘和/或底台边缘的折弯作用部;所述折弯作用部与第一下成型部边缘和/或第二下成型部边缘和/或第三下成型部边缘错位配合,以折弯出安装板本体上的围边。
8.所述第一上仿形模芯上设有第一成型凸部,第二上仿形模芯上设有第二成型凸部,第一成型凸部和第二成型凸部结构相互衔接;所述下仿形模芯上设有成型凹槽;第一成型凸部和第二成型凸部分别与成型凹槽上下对应;所述第一成型凸部、第二成型凸部和成型凹槽相互压紧安装板本体以加工成型出安装板本体上的加强筋。
9.所述下模组还包括成型镶块,成型镶块上设有第一紧压部和第二紧压部,第一紧压部与第一下成型部匹配,第二紧压部与第二下成型部匹配。
10.所述下仿形模芯上设有第二凹槽;所述成型镶块上设有第二凸槽;所述第二凹槽与第二凸槽滑动式配合,以引导成型镶块相对下仿形模芯线性滑动。
11.所述第一上仿形模芯上设有避让部,避让部与安装板本体上的凸包对应。
12.本实用新型的有益效果如下:
13.本模具通过设置第一上仿形模芯、第二上仿形模芯和下仿形模芯,使彼此共同配合以完成异形结构的加工成型,本模具可一次性加工成型异形结构,加工效率高,加工质量好;此外,折边模芯与下仿形模芯配合可有效加工出围边;另外,第一上仿形模芯和第二上仿形模芯上的成型凸部,以及下仿形模芯上的成型凹槽,彼此配合加工出加强筋;本模具结构简单合理,能高效、高质量加工出空调安装板上的异性结构。
附图说明
14.图1为本实用新型一实施例中空调安装板的立体图。
15.图2为本实用新型一实施例中空调安装板的主视图。
16.图3为本实用新型一实施例中空调安装板的俯视图。
17.图4为本实用新型一实施例中空调安装板的侧视图。
18.图5为本实用新型一实施例中斜冲成型模具的合模状态立体图。
19.图6为本实用新型一实施例中斜冲成型模具的局部分解图。
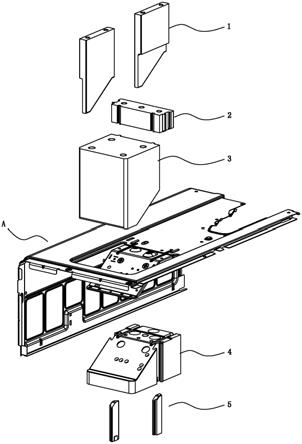
20.图7为本实用新型一实施例中部分模块与空调安装板分解的示意图。
21.图8为本实用新型一实施例中部分模块与空调安装板组合的示意图。
22.图9-图12分别为本实用新型一实施例中不同方位的局部剖视图。
23.图13为本实用新型一实施例中第二上仿形模芯的结构示意图。
24.图14为本实用新型一实施例中第一上仿形模芯的结构示意图。
25.图15为本实用新型一实施例中折边模芯的结构示意图。
26.图16为本实用新型一实施例中下仿形模芯的结构示意图。
27.图17为本实用新型一实施例中成型镶块的结构示意图。
具体实施方式
28.下面结合附图及实施例对本实用新型作进一步描述。
29.参见图1-图17,本空调安装板a的斜冲成型模具,包括上下对应的上模组b1和下模组b2;上模组b1包括第一上仿形模芯2和第二上仿形模芯3,下模组b2包括下仿形模芯4;第一上仿形模芯2底部设有第一上成型部201、第二上仿形模芯3底部设有第二上成型部301和第三上成型部302;下仿形模芯4顶部设有第一下成型部401、第二下成型部402和第三下成型部403;第一上成型部201与第一下成型部401上下对应,且互相压紧安装板本体a0以加工成型沉台a1;第二上成型部301与第二下成型部402上下对应,且互相压紧安装板本体a0以加工成型斜台a2;第三上成型部302与第三下成型部403上下对应,且互相压紧安装板本体a0以加工成型底台a3。本模具通过设置第一上仿形模芯2、第二上仿形模芯3和下仿形模芯4,使彼此共同配合以完成异形结构的加工成型,本模具可一次性加工成型异形结构,加工效率高,加工质量好。
30.进一步地,第一上仿形模芯2侧部设有竖向延伸的第一凹槽202;第二上仿形模芯3侧部设有竖向延伸的第一凸槽304;第一凹槽202与第一凸槽304滑动式配合,以引导第一上仿形模芯2相对第二上仿形模芯3竖向线性滑动;合模时,第一上仿形模芯2首先压紧安装板
本体a0,以确保下一步折弯成型的加工效果。
31.进一步地,上模组b1还包括两块折边模芯1,两块这边模芯1分别设置于第二上仿形模芯3两侧;折边模芯1底部设有用于分别按压沉台a1边缘、斜台a2边缘和底台a3边缘的折弯作用部101;折弯作用部101分别与第一下成型部401边缘、第二下成型部402边缘和第三下成型部403边缘错位配合,折弯作用部101错位式越过对应成型部的边缘以折弯出安装板本体a0上的围边a4。
32.进一步地,第一上仿形模芯2底部设有第一成型凸部203,第二上仿形模芯3底部设有第二成型凸部303,第一成型凸部203和第二成型凸部303结构相互衔接;下仿形模芯4顶部设有成型凹槽405;第一成型凸部203和第二成型凸部303分别与成型凹槽405上下对应,第一成型凸部203位于第一上成型部201上,第二成型凸部303位于第二上成型部301上,成型凹槽405跨越在第一下成型部401和第二下成型部402上;第一成型凸部203、第二成型凸部303和成型凹槽405相互压紧安装板本体a0以加工成型出安装板本体a0上的加强筋a5,加强筋a5有效巩固异形结构的形状,避免其发生变形。
33.进一步地,下模组b2还包括两块成型镶块5,成型镶块5顶部设有第一紧压部501和第二紧压部502,第一紧压部501与第一下成型部401匹配,第二紧压部502与第二下成型部402匹配;两块成型镶块5分别设置于下仿形模芯4两侧。
34.进一步地,下仿形模芯4两侧分别成对设有竖向延伸的第二凹槽404;成型镶块5两侧分别设有竖向延伸的第二凸槽503;第二凹槽404与第二凸槽503滑动式配合,以引导成型镶块5相对下仿形模芯4竖向线性滑动。
35.进一步地,第一上仿形模芯2底部设有避让部204,避让部204与安装板本体a0上的凸包a6对应,以防止破坏凸包a6。
36.上述为本实用新型的优选方案,显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本领域的技术人员应该了解本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1