一种毛坯定位的多工位夹紧装置的制作方法
1.本实用新型属于工装夹具技术领域,涉及一种毛坯定位的多工位夹紧装置。
背景技术:
2.在机械制造行业,随着人力成本的日益增加及市场竞争的激烈,传统的机械加工很难取得市场的认可,为了降低成本,达到刚好满足市场的需求,会采用一些铸造及锻造工艺,但铸造及锻造的毛坯会存在差异,导致后续机加工装夹、定位不准,即便是单个装夹,定位成本也非常高。
技术实现要素:
3.本实用新型针对上述问题,提供一种毛坯定位的多工位夹紧装置。
4.本实用新型的目的可以通过下述技术方案来实现:一种毛坯定位的多工位夹紧装置,包括底板、固定夹头、活动夹头、连接杆支撑座、连接杆、活动杆、气缸支撑座、气缸、气管、气阀开关;所述固定夹头、连接杆支撑座、气缸支撑座固定于底板上且依次间隔设置,所述固定夹头和连接杆支撑座之间设有两个以上的活动夹头,所述连接杆支撑座和气缸支撑座之间设有一活动杆,连接杆支撑座上设有两个以上与活动夹头对应的连接杆,每个所述连接杆的两端分别与对应的活动夹头和活动杆铰接,所述气缸支撑座上设有气缸,所述气缸的活塞杆朝向活动杆,并且其端部与活动杆连接,气缸的缸体通过气管与气阀开关连接。
5.进一步地,所述固定夹头和活动夹头的配合面上分别设有相对应的第一毛坯定位槽和第二毛坯定位槽,第一毛坯定位槽与活动夹头数量一致。更进一步地,所述第一毛坯定位槽和第二毛坯定位槽为v型槽。所述第一毛坯定位槽和第二毛坯定位槽的槽壁上设有齿面。
6.进一步地,所述连接杆包括杆体和端块,所述杆体的数量为一根以上,每根杆体穿设于连接杆支撑座上,杆体的一端与一活动夹头铰接,另一端固定于端块上,所述端块与活动杆铰接。更进一步地,所述连接杆的杆体与气缸的活塞杆位于同一高度。
7.进一步地,所述连接杆和活动夹头之间、连接杆和活动杆之间通过垂直底板的销钉实现铰接。更进一步地,所述活动夹块、连接杆、活动杆上均设有供销钉穿过的凸耳,所述凸耳上开设有供销钉穿过的通孔。其中,所述活动夹块上设有上下布置的两个凸耳,位于上面的凸耳的通孔为圆孔,位于下面的凸耳的通孔为腰型孔。
8.进一步地,所述气缸的活塞杆和活动杆之间通过垂直底板的销钉实现铰接。
9.与现有技术相比,本实用新型的有益效果:采用铰接的活动夹块、连接杆、活动杆,能够根据毛坯的差异,配合固定夹块进行自动调整并夹紧,且可以同时装夹多个产品,操作简单,通用性强,效率高。
附图说明
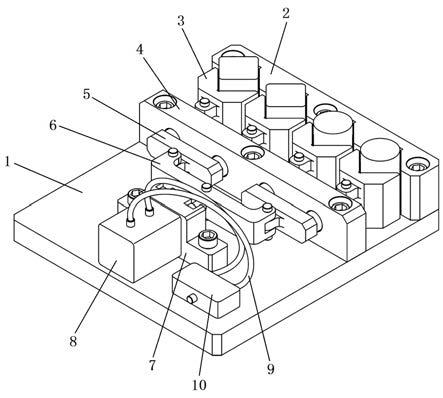
10.图1为本实用新型的结构示意图;
11.图2为本实用新型的爆炸示意图;
12.图3为本实用新型的俯视示意图;
13.附图标记如下:
14.1底板
15.2固定夹头
16.3活动夹头
17.301凸耳
18.302圆孔
19.303腰型孔
20.4连接杆支撑座
21.5连接杆
22.501杆体
23.502端块
24.6活动杆
25.7气缸支撑座
26.8气缸
27.9气管
28.10气阀开关
29.11螺丝
30.12销钉。
具体实施方式
31.以下结合附图详细说明本实用新型的具体实施方式,使本领域的技术人员更清楚地理解如何实践本实用新型。尽管结合其优选的具体实施方案描述了本实用新型,但这些实施方案只是阐述,而不是限制本实用新型的范围。
32.参见图1至图3,一种毛坯定位的多工位夹紧装置,包括底板1、固定夹头2、活动夹头3、连接杆支撑座4、连接杆5、活动杆6、气缸支撑座7、气缸8、气管9、气阀开关10。
33.固定夹头2、连接杆支撑座4、气缸支撑座7均通过螺丝11固定于底板1上且依次间隔设置,固定夹头2和连接杆支撑座4之间设有两个以上的活动夹头3,连接杆支撑座4和气缸支撑座7之间设有一活动杆6,连接杆支撑座4上设有两个以上与活动夹头3对应的连接杆5,每个连接杆5的一端通过销钉12与对应的活动夹头3铰接,另一端通过销钉12与活动杆6铰接,气缸支撑座7上设有气缸8,气缸8的活塞杆朝向活动杆6,并且其端部通过销钉12与活动杆6铰接,气缸8的缸体通过气管9与气阀开关10连接。
34.其中,固定夹头2和活动夹头3的配合面上分别设有相对应的第一毛坯定位槽和第二毛坯定位槽,第一毛坯定位槽与活动夹头3数量一致,固定夹头2和活动夹头3通过相对应的第一毛坯定位槽和第二毛坯定位槽来夹持毛坯,实现对毛坯的定位。第一毛坯定位槽和第二毛坯定位槽的横截面可以为三角形、半圆形、矩形或其他形状,可根据毛坯的外轮廓进行调整、更换,以满足不同毛坯的装夹需求,本实施例中,第一毛坯定位槽和第二毛坯定位槽的横截面为三角形,即第一毛坯定位槽和第二毛坯定位槽为v型槽,在实现毛坯夹紧的同
时能保证装夹定位的一致性。第一毛坯定位槽和第二毛坯定位槽的槽壁上还设有齿面,不仅能够增加夹持力,同时还能够避免因毛坯差异问题引起的过定位。
35.连接杆支撑座4作为连接杆5的支撑和导向,用于辅助连接杆5夹紧。连接杆5包括杆体501和端块502,杆体501的数量为一根以上,本实施例中,每个连接杆5包括两根杆体501和一端块502,每根杆体501穿设于连接杆支撑座4上,并且连接杆支撑座4上开设有供杆体501穿过的通孔,每根杆体501的一端通过销钉12与一活动夹头3铰接,另一端固定于端块502上,端块502通过销钉12与活动杆6铰接。连接杆5的杆体501与气缸8的活塞杆位于同一高度,从而能最大范围地保证夹紧力。
36.连接杆5和活动夹头3之间、连接杆5和活动杆6之间、气缸8的活塞杆和活动杆6之间均通过销钉12实现轴转动间隙配合,并且销钉12均沿垂直底板1的方向设置。当两个以上活动夹头3到连接杆支撑座4的距离不一致时,活动夹头3可通过其连接的销钉12转动,转动方向可见图3中a处的箭头,实现自动调整,确保每个活动夹头3受力均匀。当两个以上连接杆5到气缸8的活塞杆所在轴线距离不一致时,活动杆6可通过其连接的销钉12转动,转动方向可见图3中b处的箭头,实现自动调整,确保每个连接杆5受力均匀。
37.此外,活动夹块、连接杆5、活动杆6上均设有供销钉12穿过的凸耳,凸耳上开设有供销钉12穿过的通孔。其中,活动夹块上设有上下布置的两个凸耳301,位于上面的凸耳301的通孔为圆孔302,位于下面的凸耳301的通孔为腰型孔303,这样活动夹头3在夹紧毛坯时不仅可以根据毛坯的差异通过其连接的销钉12进行转动,同时还能解决毛坯上下的形状、尺寸不一致的情况,保证对毛坯的夹紧力一致。
38.工作时,气阀开关10外接气源,通过控制气阀开关10,使气缸8的活塞杆移动并带动活动杆6,活动杆6再通过连接杆5带动活动夹头3夹紧,配合固定夹块达到夹紧毛坯的效果。活动夹头3可以根据毛坯的外轮廓进行调整,针对不同毛坯进行自动调整并夹紧。当毛坯加工完后,再通过控制气阀开关10,使气缸8活塞杆移动并带动活动杆6,活动杆6再通过连接杆5带动活动夹头3松开,拿下已加工好的产品,再进行重复装夹。
39.应当指出,对于经充分说明的本实用新型来说,还可具有多种变换及改型的实施方案,并不局限于上述实施方式的具体实施例。上述实施例仅仅作为本实用新型的说明,而不是对本实用新型的限制。总之,本实用新型的保护范围应包括那些对于本领域普通技术人员来说显而易见的变换或替代以及改型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1