一种用于履带车辆行走系统中履带销的加工装置的制作方法
1.本实用新型涉及一种履带车辆行走系统中履带销的加工装置,属于零部件加工技术领域。
背景技术:
2.履带是行驶装置的主要部件之一,其功用是保证车辆在无路的地面上的通过性,减低车辆的行驶阻力,它支撑负重轮并为其提供一条连续滚动的轨道,通过和地面的相互作用,它将地面的牵引力、附着力和地面制动力传给车体,保证车辆的正常运动。履带在质量较小的条件下,具有高的强度和长的使用寿命。履带结构中的履带销,由于加工困难、基数大,成为需要解决的关键问题。
3.因此,亟需提出一种用于履带车辆行走系统中履带销的加工装置,以解决上述技术问题。
技术实现要素:
4.本实用新型研发解决的是加工困难,加工效率低问题。在下文中给出了关于本实用新型的简要概述,以便提供关于本实用新型的某些方面的基本理解。应当理解,这个概述并不是关于本实用新型的穷举性概述。它并不是意图确定本实用新型的关键或重要部分,也不是意图限定本实用新型的范围。
5.本实用新型的技术方案:
6.一种用于履带车辆行走系统中履带销的加工装置,包括夹具体、压板、螺母和螺栓,夹具体上矩形阵列加工四个螺纹孔,四个压板通过螺栓安装在对应的螺纹孔位置,夹具体和压板之间放置履带销,螺母与螺栓连接使压板压紧履带销;
7.夹具体的下部加工有圆孔,夹具体上面加工四个漏斗型槽,夹具体的左端加工有镗孔加工槽,镗孔加工槽的左侧壁为码齐侧壁。
8.优选的:所述螺栓为双头螺栓。
9.优选的:所述漏斗型槽截面角度为90
°
,上部开口处宽度为32mm,下部开口宽度为12mm,深度为15mm,漏斗型槽的数量为四个,每个漏斗型槽内放置一个履带销。
10.优选的:所述两个压板通过螺母和螺栓压紧相邻的履带销的两端,压板的长度大于相邻履带销的中心距离。
11.本实用新型具有以下有益效果:
12.夹具体安放在机床平面上,通过圆孔找正夹具体中心φ80圆心作为加工的零点,找夹具体左侧端面,将夹具体把紧在机床平面上;将四根履带销安放在漏斗型槽处,履带销一侧靠紧码齐侧壁,使用螺栓穿过压板与夹具体的螺纹孔拧紧,之后螺母拧在螺栓上直至把压板压紧履带销,防止加工过程中发生偏转,提高加工精度;机床零点距端面尺寸为250,先走程序到端面,再通过预设程序使镗刀加工四根履带销圆弧位置,通过四次镗削工序完成四根履带销加工,加工精度高,便于批量生产。
附图说明
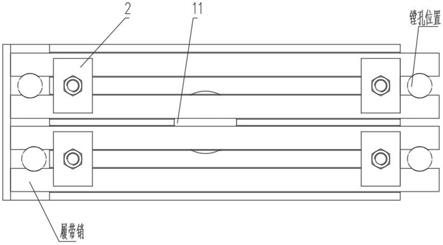
13.图1是一种用于履带车辆行走系统中履带销的加工装置的主视图;
14.图2是一种用于履带车辆行走系统中履带销的加工装置的侧视图;
15.图3是夹具体的结构示意图;
16.图4是一种用于履带车辆行走系统中履带销的加工装置的主视尺寸图;
17.图5是一种用于履带车辆行走系统中履带销的加工装置的侧视尺寸图;
18.图6是夹具体的尺寸图;
19.图7是图4的a
‑
a剖视图;
20.图8是履带销的结构示意图;
21.图9是履带销的侧视图。
22.图中1
‑
具体,2
‑
压板,3
‑
螺母,4
‑
螺栓,11
‑
圆孔,12
‑
漏斗型槽,13
‑
镗孔加工槽,14
‑
码齐侧壁。
具体实施方式
23.为使本实用新型的目的、技术方案和优点更加清楚明了,下面通过附图中示出的具体实施例来描述本实用新型。但是应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
24.本实用新型所提到的连接分为固定连接和可拆卸连接,所述固定连接即为不可拆卸连接包括但不限于折边连接、铆钉连接、粘结连接和焊接连接等常规固定连接方式,所述可拆卸连接包括但不限于螺纹连接、卡扣连接、销钉连接和铰链连接等常规拆卸方式,未明确限定具体连接方式时,默认为总能在现有连接方式中找到至少一种连接方式能够实现该功能,本领域技术人员可根据需要自行选择。例如:固定连接选择焊接连接,可拆卸连接选择铰链连接。
25.具体实施方式一:结合图1
‑
图7说明本实施方式,本实施方式的一种用于履带车辆行走系统中履带销的加工装置,包括夹具体1、压板2、螺母3和螺栓4,螺栓4穿过夹具体1与压板2连接,夹具体1和压板2之间放置履带销,防止履带销发生偏转,螺母3与螺栓4连接并压紧压板2;
26.夹具体1的下部加工有圆孔11,夹具体1上面加工四个漏斗型槽12,夹具体1的左端加工有镗孔加工槽13,加工履带销镗圆弧时让刀作用,镗孔加工槽13的左侧壁为码齐侧壁14,加工精度高,便于批量生产;所述压板2的数量为四个,四个压板2矩形阵列布置,压板2的长度为70mm,宽度为50mm,厚度为20mm,压板2上加工φ17mm通孔;所述夹具体1的总长度为510mm,宽度为200mm,高度为60mm;夹具体1上矩形阵列加工四个m16螺纹孔,m16螺纹孔分别位于两侧的两个漏斗型槽12之间,m16螺纹孔深度为30mm,m16螺纹孔的横向间距为395mm,m16螺纹孔到横向中心线的距离为47mm,m16螺纹孔到码齐侧壁14的距离为80mm;四个压板2通过螺栓4安装在对应的m16螺纹孔位置。
27.具体实施方式二:结合图2说明本实施方式,本实施方式的一种用于履带车辆行走系统中履带销的加工装置,所述螺栓4为m16双头螺栓,总长度为80mm,螺纹长度为30mm。
28.具体实施方式三:结合图4
‑
图7说明本实施方式,本实施方式的一种用于履带车辆
行走系统中履带销的加工装置,所述漏斗型槽12截面为漏斗形,漏斗处角度为90
°
,在履带销在加工过程中更好的定位,上部开口处宽度为32mm,下部开口宽度为12mm,漏斗型槽12的深度为15mm,四个漏斗型槽12的中心距依次为61mm、36.5mm、54mm,两端的漏斗型槽12外边缘到夹具体1边缘的距离为10mm。
29.具体实施方式四:结合图4
‑
图7说明本实施方式,本实施方式的一种用于履带车辆行走系统中履带销的加工装置,所述圆孔11到码齐侧壁14的最近垂直距离为250mm,圆孔11的中心位于横向中心线上,圆孔11的直径为80mm,深度为30mm,夹具安装在机床上时起到找正的作用,方便加工的履带销进行快速换产;所述镗孔加工槽13的宽度为50mm,高度为16mm;所述码齐侧壁14的厚度为10mm,码齐侧壁14起到履带销定位作用,便于加工履带销进行快速换产。
30.具体实施方式五:结合图8
‑
图9说明本实施方式,本实施方式的一种用于履带车辆行走系统中履带销的加工装置,履带销的长度为550mm,直径为29.9mm,履带销待加工圆弧的中心距为497mm;
31.夹具体1安放在机床平面上,通过圆孔11找正夹具体1中心φ80圆心作为加工的零点,找夹具体1左侧端面,将夹具体把紧在机床平面上;将四根履带销安放在漏斗型槽12处,履带销一侧靠紧码齐侧壁14,使用螺栓4穿过压板2与夹具体1的螺纹孔拧紧,之后螺母3拧在螺栓4上直至把压板2压紧履带销;机床零点距端面尺寸为250mm,先走程序到端面,再通过预设程序使镗刀加工四根履带销圆弧位置,通过四次镗削工序完成四根履带销加工。
32.需要说明的是,在以上实施例中,只要不矛盾的技术方案都能够进行排列组合,本领域技术人员能够根据排列组合的数学知识穷尽所有可能,因此本实用新型不再对排列组合后的技术方案进行一一说明,但应该理解为排列组合后的技术方案已经被本实用新型所公开。
33.本实施方式只是对本专利的示例性说明,并不限定它的保护范围,本领域技术人员还可以对其局部进行改变,只要没有超出本专利的精神实质,都在本专利的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1