一种下车体合拼定位装置的制作方法
1.本实用新型涉及汽车制造技术领域,特别是涉及一种下车体合拼定位装置。
背景技术:
2.车身柔性生产线满足多车型可生产能力,根据车身工艺bop,合拼工位分前车体、前地板、后车架上至合拼线,焊合转运至主线;不同车型定位不尽相同,因此在合拼工位采用基础底座定位+专用产品工装可切换方式实现不同车型生产及基础底座焊接搬运设备共用,layout布局如下图所示。
3.不同车型对应合拼定位工装设备、工装切换小车,同时要预留设备切换存储场地、增加工作时人工切换时间及工作内容,增加设备成本。
4.设计开发柔性合拼定位工装,尽可能柔性兼容不同产品零件,减少设备投入及切换,降低成本投入。
技术实现要素:
5.本实用新型的目的是提供一种下车体合拼定位装置,其优点是工作效率高,导入新车型无需更换整套定位工装。
6.本实用新型的一种下车体合拼定位装置,包括底座和设置在所述底座上的定位工装,所述定位工装包括由前至后依次设置的前车体工装、前地板工装和后车架工装,所述前车体工装、所述前地板工装和所述后车架工装至少一个中设有可前后滑动的工装调整机构,所述工装调整机构被配置为用于针对不同长度的下车体对应调整前后的定位位置。
7.本实用新型的一种下车体合拼定位装置还可以是:
8.所述工装调整机构包括滑轨、滑座、定位组件和驱动部,所述滑轨设置在所述底座上,所述滑座可前后滑动地设置在所述滑轨上,所述定位组件设置在所述滑座上,所述驱动部的一端设置在所述底座上,所述驱动部的另一端与所述滑座连接。
9.所述驱动部为气缸驱动装置。
10.所述定位组件包括定位销组件和可解除式夹紧组件,所述定位销组件通过支柱设置在所述滑座的左右两端上,所述可解除式夹紧组件通过支架设置在所述滑座的中部上。
11.所述滑座行程的前后两端均设有弹性限位件,所述弹性限位件与所述滑座可解除式相抵。
12.所述定位组件还包括用于检测焊合件到位的传感器,所述传感器与所述定位销组件相邻设置。
13.所述底座包括固定座和可解除式设置在所述固定座上的切换座,所述定位工装设置在所述切换座上。
14.所述固定座的上端的左右两侧均设有滑轮组件,所述滑轮组件被配置为用于支撑所述切换座和减小与所述切换座的摩擦力,所述固定座的左右两侧均设有用于对所述切换座前后直线滑动导向的导向轮组件,所述固定座的前端设有用于与所述切换座可解除式相
抵的限位块,所述固定座的前后两端均设有用于对所述切换座可解除式固定的搭扣锁,所述切换座的前后两端均设有与所述搭扣锁对应的挂钩。
15.所述固定座上设有自动锁销机构,所述切换座上设有与所述自动锁销机构相对应的锁孔,所述自动锁销机构的锁头可解除式插入所述锁孔内。
16.本实用新型的一种下车体合拼定位装置,相对于现有技术而言具有的优点是:
17.本实用新型的一种下车体合拼定位装置,由于在前车体工装、前地板工装和后车架工装的至少一个中设有可前后滑动的工装调整机构3,从而实现了针对新车型相适配地调整工装调整机构3的定位位置,导入新车型无需更换整套定位工装,从而实现了工作效率高的效果。
附图说明
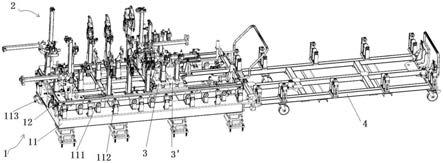
18.图1为本实用新型一种下车体合拼定位装置的整体立体结构示意图。
19.图2为本实用新型一种下车体合拼定位装置的工装调整机构的立体结构示意图。
20.图3为本实用新型一种下车体合拼定位装置的工装调整机构的俯视结构示意图。
21.图4为本实用新型一种下车体合拼定位装置的工装调整机构的一侧视结构示意图。
22.图5为本实用新型一种下车体合拼定位装置的工装调整机构的另一侧视结构示意图。
23.图号说明
24.1、底座;11、固定座;111、滑轮组件;112、导向轮组;113、限位块;12、切换座;2、定位工装;3、工装调整机构;31、滑轨;32、滑座;321、连接座;33、定位组件;331、定位销组件;332、可解除式夹紧组件;34、驱动部;35、弹性限位件;4、小车。
具体实施方式
25.下面结合附图的图1至图5对本实用新型的一种下车体合拼定位装置作进一步详细说明。图1中的工装调整机构3’为工装调整机构3向后位移的状态示意图。
26.本实用新型的一种下车体合拼定位装置,请参考图1至图5相关各图,包括底座1和设置在底座1上的定位工装2,底座1被配置为用于支撑和固定定位工装2。定位工装2包括由前至后依次设置的用于对前车体定位的前车体工装、用于对前地板定位的前地板工装和用于对后车架定位的后车架工装,前车体工装、前地板工装和后车架工装中至少一个设有可前后滑动的工装调整机构3,工装调整机构3被配置为用于针对不同长度的下车体对应调整前后的定位位置。图1中,工装调整机构3’为工装调整机构3向后位移的状态示意图。例如,工装调整机构3设置在前车体工装中,在生产线导入前车体的长度增加或减小后的新车型时,可对应调整前车体工装中的工装调整机构3的定位位置。例如,新车型在前车体长度增加时,将工装调整机构3相适配地向后调整定位位置;例如,新车型在前车体长度减小时,将工装调整机构3相适配地向前调整定位位置。
27.例如,工装调整机构3设置在前地板工装中,在生产线导入前地板的长度增加或减小后的新车型时,可对应调整前地板工装中的工装调整机构3的定位位置。
28.例如,工装调整机构3设置在后车架工装中,在生产线导入后车架的长度增加或减
小后的新车型时,可对应调整后车架工装中的工装调整机构3的定位位置。
29.例如,前车体工装、前地板工装和后车架工装中均设有可前后滑动的工装调整机构3,在生产线导入前车体、后车架和前地板的长度均增加或减小后的新车型时,可对应调整各个工装中的工装调整机构3的定位位置。
30.当然,工装调整机构3的设置方式不限于上述方式,也可以在其中的两个工装中设有工装调整机构3,本领域技术人员可根据实际需要设置工装调整机构3的数量和位置。
31.本实用新型的一种下车体合拼定位装置,由于在前车体工装、前地板工装和后车架工装的至少一个中设有可前后滑动的工装调整机构3,从而实现了针对新车型相适配地调整工装调整机构3的定位位置,导入新车型无需更换整套定位工装,从而实现了工作效率高的效果。
32.本实用新型的一种下车体合拼定位装置,请参考图1至图5相关各图,在前面技术方案的基础上还可以是:工装调整机构3包括滑轨31、滑座32、定位组件33和驱动部34,滑轨31水平且长度方向为前后方向设置在底座1上,滑座32可前后滑动地设置在滑轨31上,定位组件33设置在滑座32上,驱动部34的驱动方式为自动化驱动,驱动部34的一端固定在底座1上,驱动部34的另一端与滑座32连接。例如,工装调整机构3设置在后车架工装中,在生产线导入后车架的长度增加或减小后的新车型时,驱动部34驱动滑座32向后或向前位移,从而使滑座32上的定位组件33与新车型的定位位置相适配。
33.本实用新型的一种下车体合拼定位装置,请参考图1至图5相关各图,在前面技术方案的基础上还可以是:驱动部34为气缸驱动装置或电缸驱动装置,滑座32的中部设有连接座321,连接座321与气缸驱动装置的作用杆连接,从而实现了针对性位移调节效率高和精度高的效果。当然,驱动部34也可以为手动操作部,本领域的技术人员可根据实际需要设置驱动部34的驱动方式。例如,驱动部34包括丝杆和螺母,螺母固定在底座1上,丝杆的一端设有手动转轮,丝杆的另一端穿过螺母可转动地与滑座32连接,滑轨31设有刻度尺。例如,滑座32的一端设有轴承座,丝杆的另一端与轴承座过盈配合连接。
34.本实用新型的一种下车体合拼定位装置,请参考图1至图5相关各图,在前面技术方案的基础上还可以是:定位组件33包括定位销组件331和可解除式夹紧组件332,定位销组件331为气缸式定位销,气缸式定位销通过支柱设置在滑座32的左右两端上,两端的气缸式定位销与下车体上的定位孔相对应,可解除式夹紧组件332通过支架设置在滑座32的中部上。例如,可解除式夹紧组件332包括气缸和与气缸连接的可摆动式夹臂。定位组件33还包括用于检测焊合件到位的传感器,传感器与定位销组件331相邻设置。例如,传感器为接触式开关装置,传感器的高度与车体的焊合件的高度一致,当焊合件被放置在定位销组件331上的定位位置时,焊合件与传感器接触从而产生电信号给现场的控制系统。传感器不限于为接触式开关装置,也可以为非接触式感应传感器,本领域技术人员可根据实际需要选择传感器的类型。
35.本实用新型的一种下车体合拼定位装置,请参考图1至图5相关各图,在前面技术方案的基础上还可以是:滑座32行程的前后两端均设有弹性限位件35,弹性限位件35与滑座32可解除式柔性相抵,以延长使用寿命。弹性限位件35用于对滑座32极限限位,弹性限位件35包括半封闭式筒和缓冲杆,半封闭式筒内设有弹簧,缓冲杆的一端伸入半封闭式筒内并与弹簧相抵,缓冲杆的另一端与滑座32可解除式接触。
36.本实用新型的一种下车体合拼定位装置,请参考图1至图5相关各图,在前面技术方案的基础上还可以是:底座1包括固定座11和可解除式设置在固定座11上的切换座12,定位工装2及其上的工装调整机构3均设置在切换座12上,从而实现了可对更多新型车针对性快捷切换的效果。
37.本实用新型的一种下车体合拼定位装置,请参考图1至图5相关各图,在前面技术方案的基础上还可以是:固定座11的上端的左右两侧均设有滑轮组件111,滑轮组件111被配置为用于支撑切换座12和减小与切换座12的摩擦力,所述固定座11的左右两侧均设有用于对所述切换座12前后直线滑动导向的导向轮组件112,所述固定座11的前端设有用于与所述切换座12可解除式相抵的限位块113,所述固定座11的前后两端均设有用于对所述切换座12可解除式固定的搭扣锁,所述切换座12的前后两端均设有与所述搭扣锁对应的挂钩。在实际切换操作时,先将搭扣锁解除锁定,然后将切换座12向后拉,切换座12由于设置在滑轮组件111上,所以切换时无需费力,导向轮组件112将切换座12导向至与固定座11的后端对接的转运小车4上,然后将需要的切换座12固定在固定座11上。
38.本实用新型的一种下车体合拼定位装置,请参考图1至图5相关各图,在前面技术方案的基础上还可以是:所述固定座11上设有自动锁销机构,例如,气缸式锁销。所述切换座12上设有与所述自动锁销机构相对应的锁孔,所述自动锁销机构的锁头可解除式插入所述锁孔内,从而实现了对切换座1精确定位的效果。例如,在更换的切换座12经导向轮组件112的导向后与限位块113相抵到位,自动锁销机构的锁头插入切换座12上的锁孔内,然后将搭扣锁的环形拉杆挂在切换座12的挂钩上进行锁定。
39.上述仅对本实用新型中的几种具体实施例加以说明,但并不能作为本实用新型的保护范围,凡是依据本实用新型中的设计精神所作出的等效变化或修饰或等比例放大或缩小等,均应认为落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1