一种透析器自动装配设备及生产线的制作方法
1.本实用新型涉及透析器生产领域,具体涉及一种透析器自动装配设备及生产线。
背景技术:
2.血液透析器简称透析器。透析器壳两端带有外螺纹,端盖带有内螺纹和o型圈安装槽,生产时,需要先将o型圈装入端盖的o型圈安装槽内装配成端帽,再将端帽旋入透析器壳,旋入力矩需要保持在准确的范围内。
3.在现有的生产过程中,需要工人手工将o型圈装入端盖得到端帽,再将端帽以较小的力矩预安装在透析器壳上,然后放置在生产线上,送入专用设备将端帽再次旋紧至准确的力矩。这种生产方法自动化成本低,人工成本高,难以提高生产效率。
技术实现要素:
4.本实用新型旨在提供一种透析器自动装配设备,以解决透析器端帽装配效率低的问题。
5.本实用新型提供了一种透析器自动装配设备,包括端帽组装模块和用于装配端帽与透析器壳体的透析器组装模块,所述端帽组装模块包括端盖上料机构、o型圈上料机构和端帽装配机构,所述端帽装配机构包括用于装配端帽的装配平台和取料组件,所述装配平台设置在所述取料组件下方;所述取料组件包括夹取件和用于控制所述夹取件移动的移动件,所述夹取件安装于所述移动件上,用于夹取端盖和o型圈;所述透析器组装模块设置在所述装配平台一侧。
6.可选地,所述夹取件包括用于夹取所述端盖的第一夹爪和用于夹取所述o型圈的第二夹爪,所述第一夹爪和所述第二夹爪均安装在所述移动件上。
7.可选地,所述移动件包括水平运动模组和竖直运动模组,所述水平运动模组安装于所述竖直运动模组上;所述夹取件安装于所述水平运动模组上。
8.可选地,所述装配平台上设置有用于临时固定所述端盖的夹紧件。
9.可选地,所述端盖上料机构包括用于调整所述端盖摆放姿态的第一振动盘和端盖移送组件,所述第一振动盘的出料端设置有所述端盖移送组件;所述端盖移送组件包括第一容置板和第一平移件,所述第一容置板安装于所述第一平移件上,所述第一容置板上设置有用于容置所述端盖的凹槽;所述第一平移件用于驱动所述第一容置板沿水平方向移动。
10.可选地,所述o型圈上料机构包括用于调整所述o型圈摆放姿态的第二振动盘和o型圈移送组件,所述第二振动盘的出料端设置有所述o型圈移送组件;所述o型圈移送组件包括第二容置板和第二平移件,所述第二容置板安装于所述第二平移件上,所述第二平移件用于驱动所述第二容置板沿水平方向移动。
11.可选地,所述透析器组装模块包括用于运输所述端帽的传送机构和透析器装配机构,所述传送机构安装在所述装配平台上;所述透析器装配机构设置在所述传送机构远离
所述装配平台的一端。
12.可选地,所述透析器装配机构包括用于定位组件、旋紧组件和多轴工业机器人,所述定位组件包括用于固定所述端帽的固定夹,所述固定夹安装于所述旋紧组件上;所述多轴工业机器人上安装有用于夹取所述透析器壳体的第三夹爪。
13.可选地,所述旋紧组件包括旋紧电机和扭力调节机构,所述定位组件安装于所述扭力调节机构上;所述扭力调节机构与所述旋紧电机连接。
14.另一方面,本实用新型还提供了一种生产线,包括所述的透析器自动装配设备。
15.本实用新型的透析器自动装配设备,通过端盖上料机构和o型圈上料机构上料,移动件带动夹取件夹取端盖和o型圈,端盖和o型圈在装配平台组装成端帽,透析器组装模块装配端帽和透析器壳体,实现透析器的自动装配,自动化程度高,解放了人力,提高了生产效率。
16.根据下文结合附图对本实用新型具体实施例的详细描述,本领域技术人员将会更加明了本实用新型的上述以及其他目的、优点和特征。
附图说明
17.后文将参照附图以示例性而非限制性的方式详细描述本实用新型的一些具体实施例。附图中相同的附图标记标示了相同或类似的部件或部分。本领域技术人员应该理解,这些附图未必是按比例绘制的。附图中:
18.图1是根据本实用新型一个实施例的透析器自动装配设备的结构示意图;
19.图2是根据本实用新型一个实施例的透析器自动装配设备隐藏取料组件的示意图;
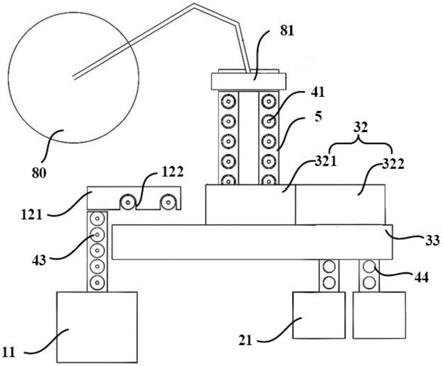
20.图3是根据本实用新型一个实施例的透析器自动装配设备的透析器组装模块示意图。
具体实施方式
21.如图1和图2所示,本实用新型实施例提供了一种透析器自动装配设备。包括端帽组装模块和用于装配端帽41与透析器壳体42的透析器组装模块,端帽组装模块包括端盖上料机构10、o型圈上料机构20和端帽装配机构,端帽装配机构包括用于装配端帽41的装配平台31和取料组件,装配平台31设置在取料组件下方。取料组件包括夹取件32和用于控制夹取件32移动的移动件33,夹取件32安装于移动件33上,用于夹取端盖43和o型圈44。透析器组装模块设置在装配平台31一侧。
22.在使用时,移动件33驱动夹取件32夹取端盖上料机构10上的端盖43,并将端盖43放置在装配平台31上,同时移动件33驱动夹取件32夹取o型圈44上料机构20上的o型圈44,然后夹取件32将o型圈44装配到端盖43上,得到装配好的端帽41。透析器组装模块对端帽41和透析器壳体42进行装配得到透析器。
23.本实用新型实施例的透析器自动装配设备,通过端盖上料机构10和o型圈上料机构20上料,移动件33带动夹取件32夹取端盖43和o型圈44,端盖43和o型圈44在装配平台31组装成端帽41,透析器组装模块装配端帽41和透析器壳体42,实现透析器的自动装配,自动化程度高,解放了人力,提高了生产效率。
24.如图1所示,在本实用新型的一些实施例中,夹取件32包括用于夹取端盖43的第一夹爪321和用于夹取o型圈44的第二夹爪322,第一夹爪321和第二夹爪322均安装在移动件33上。具体地,所述第一夹爪321和第二夹爪322通过吸附或夹持的方式夹取端盖43或o型圈44。
25.在本实用新型的一些实施例中,移动件33包括水平运动模组和竖直运动模组,水平运动模组安装于竖直运动模组上。夹取件32安装于水平运动模组上。水平运动模组驱动夹取件32沿水平方向移动,竖直运动模组驱动夹取件32沿竖直方向进行升降。具体地,水平运动模组和竖直运动模组均包括滑轨和驱动电机。
26.在本实用新型的一些实施例中,装配平台31上设置有用于临时固定端盖43的夹紧件。当端盖43未装配o型圈44时,夹紧件对端盖43进行固定。当端盖43装配好o型圈44后,夹紧件松开,装配好的端帽41进入透析器组装模块。
27.如图1和图2所示,在本实用新型的一些实施例中,端盖上料机构10包括用于调整端盖43摆放姿态的第一振动盘11和端盖移送组件12,第一振动盘11的出料端设置有端盖移送组件12。端盖移送组件12包括第一容置板121和第一平移件,第一容置板121安装于第一平移件上,第一容置板121上设置有用于容置端盖43的凹槽122。第一平移件用于驱动第一容置板121沿水平方向移动。具体地,凹槽122为两个。
28.如图1和图2所示,在本实用新型的一些实施例中,o型圈上料机构20包括用于调整o型圈44摆放姿态的第二振动盘21和o型圈移送组件22,第二振动盘21的出料端设置有o型圈移送组件22。o型圈移送组件22包括第二容置板221和第二平移件,第二容置板221安装于第二平移件上,第二平移件用于驱动第二容置板221沿水平方向移动。具体地,第二振动盘21为两个,第二容置板221用于放置两个第二振动盘21出料端运送的o型圈44。
29.如图3所示,在本实用新型的一些实施例中,透析器组装模块包括用于运输端帽41的传送机构5和透析器装配机构,传送机构5安装在装配平台31上。透析器装配机构设置在传送机构5远离装配平台31的一端。具体地,传送机构5为两条平行设置的传送带,运送装配好的端帽41。
30.如图3所示,在本实用新型的一些实施例中,透析器装配机构包括用于定位组件、旋紧组件70和多轴工业机器人80,定位组件包括用于固定端帽41的固定夹6,固定夹6安装于旋紧组件70上。多轴工业机器人80上安装有用于夹取透析器壳体42的第三夹爪81。在本实施例中,传送机构5将端帽41运送至固定夹6处,固定夹6夹紧端帽41,然后多轴工业机器人80通过第三夹爪81夹取流水线上的透析器壳体42,并放置在端帽41上方,旋紧组件70带动端帽41上升并旋转,使端帽41旋入透析器壳体42。然后多轴工业机器人80将装配好的透析器移送至流水线上。
31.如图3所示,在本实用新型的一些实施例中,旋紧组件70包括旋紧电机71和扭力调节机构72,定位组件安装于扭力调节机构72上。扭力调节机构72与旋紧电机71连接。通过扭力调节机构72控制端帽41与透析器壳体42装配时的旋紧力矩,提高准确度。
32.另一方面,本实用新型一实施例还提供一种生产线,包括透析器自动装配设备。
33.至此,本领域技术人员应认识到,虽然本文已详尽示出和描述了本实用新型的多个示例性实施例,但是,在不脱离本实用新型精神和范围的情况下,仍可根据本实用新型公开的内容直接确定或推导出符合本实用新型原理的许多其他变型或修改。因此,本实用新
型的范围应被理解和认定为覆盖了所有这些其他变型或修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1