动车组转向架磨耗制动盘压装辅助装置的制作方法
1.本实用新型涉及动车组转向架磨耗制动盘检修技术领域,具体涉及一种动车组转向架磨耗制动盘压装辅助装置。
背景技术:
2.如图1和图2所示,制动盘4主要由两个制动盘基盘4
‑
1、多个制动盘散热柱4
‑
2和两个制动盘磨耗层4
‑
3构成,多个制动盘散热柱4
‑
2平行固连在两个制动盘基盘4
‑
1的内壁上,两个制动盘磨耗层4
‑
3一一对应同轴固连在两个制动盘基盘4
‑
1的外壁上,两个制动盘基盘4
‑
1关于制动盘4的中垂面k对称设置,两个制动盘磨耗层4
‑
3也关于制动盘4的中垂面k对称设置。图3中,d1是制动盘磨耗层4
‑
3的原始厚度,即没有被磨损之前的厚度;d1是两个制动盘基盘4
‑
1外端面之间的距离。制动盘4作为动车组基础制动装置的重要部件,为高速行驶的列车在规定范围内停车制动提供了有利的保障。列车运行一定的时间后,制动盘4的两个制动盘磨耗层4
‑
3会有不同程度的磨损。
3.制动盘4的压装是动车组轮对装配的关键环节,如图1至图4所示,对于将未经过磨损的新制动盘4压装到车轴5上的过程是:数控智能压力机的探头通过接触制动盘磨耗层4
‑
3,并结合程序中预先设定的制动盘厚度,进而计算出制动盘4的中垂面在压力机坐标系下的三维坐标位置,然后压装制动盘4使其中垂面k与车轴5中垂面之间达到指定距离,完成制动盘4的自动压装。
4.但是,在检修工序时,制动盘4已经有了一定程度的磨耗,为了能够让数控智能压力机的探头精准检测制动盘4的位置,完成压装,需要人工测量制动盘4的磨耗量,再将磨耗量输入到压力机程序中,才能完成制动盘4的压装。目前制动盘4的磨耗量一般使用游标卡尺进行测量,但由于磨耗后的制动盘4不再是标准的结构,两个制动盘磨耗层4
‑
3均有不同程度的磨损,所以在测量时需要将卡尺倾斜一定角度,导致制动盘4的磨耗量测量不精准,进而导致数控智能压力机的探头所检测到的制动盘中垂面的位置不准确,所以很容易导致制动盘4的压装位置不合格,而且该过程费时费力。压装不合格的制动盘需要进行注油退卸、重新处理再完成二次压装,严重影响了生产效率,还存在划伤车轴和车轮的风险。因此,亟需提供一种针对有磨耗的制动盘能够高效率、高质量完成压装的装置。
技术实现要素:
5.为了解决现有技术存在的针对有磨耗的制动盘压装效率低、合格率低以及存在划伤车轴和车轮风险的技术问题,本实用新型提供一种动车组转向架磨耗制动盘压装辅助装置。
6.本实用新型解决技术问题所采取的技术方案如下:
7.动车组转向架磨耗制动盘压装辅助装置,其特征在于,该装置包括辅助块、强磁铁和螺杆,辅助块的横断面为凹字形状,辅助块设有两个平行的辅助块侧壁,辅助块侧壁的侧壁下端面为弧面结构,该弧面的曲率与制动盘的制动盘磨耗层外圆周曲率一致;辅助块侧
壁的厚度l1等于制动盘磨耗层的原始厚度d1,两个辅助块侧壁的内端面之间的距离l2等于制动盘的两个制动盘基盘外端面之间的距离d1,辅助块在两个辅助块侧壁之间的位置设有磁铁凹槽;强磁铁固定在磁铁凹槽内,螺杆与辅助块的中心螺纹连接。
8.本实用新型的有益效果是:利用此压装辅助装置,能够快速精准完成压装,大大提高了压装效率,取消了人工测量制动盘磨耗量的过程,提高了一次压装的合格率,保证了产品质量;该辅助装置结构简单、操作方便,耐用性强。
附图说明
9.图1是动车组转向架制动盘的结构示意图。
10.图2是图1的侧视结构示意图。
11.图3是图2中i部分的放大结构示意图。
12.图4是动车组转向架制动盘与车轴压装好之后的结构示意图。
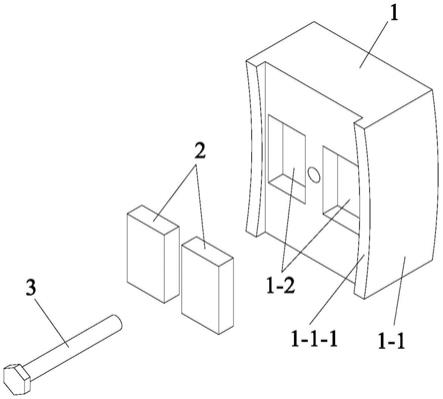
13.图5是本实用新型动车组转向架磨耗制动盘压装辅助装置的立体结构示意图。
14.图6是本实用新型动车组转向架磨耗制动盘压装辅助装置的侧视结构示意图。
15.图7是本实用新型动车组转向架磨耗制动盘压装辅助装置的爆炸结构示意图。
16.图8是本实用新型动车组转向架磨耗制动盘压装辅助装置的应用示意图。
17.图9是本实用新型动车组转向架磨耗制动盘压装辅助装置的侧视应用示意图。
18.图10是图9中ii部分的放大结构示意图。
具体实施方式
19.下面结合附图对本实用新型做进一步详细说明。
20.如图5至图7所示,本实用新型的动车组转向架磨耗制动盘压装辅助装置包括:辅助块1、强磁铁2和螺杆3,辅助块1的横断面为凹字形状,辅助块1设有两个平行的辅助块侧壁1
‑
1,辅助块侧壁1
‑
1的侧壁下端面1
‑1‑
1为弧面结构,该弧面的曲率与制动盘4的制动盘磨耗层4
‑
3外圆周曲率一致;辅助块侧壁1
‑
1的厚度l1等于制动盘磨耗层4
‑
3的原始厚度d1,两个辅助块侧壁1
‑
1的内端面之间的距离l2等于制动盘4的两个制动盘基盘4
‑
1外端面之间的距离d1,辅助块1在两个辅助块侧壁1
‑
1之间的位置设有磁铁凹槽1
‑
2;强磁铁2固定在磁铁凹槽1
‑
2内,螺杆3与辅助块1的中心螺纹连接。
21.如图8至图10所示,本实用新型的动车组转向架磨耗制动盘压装辅助装置使用过程是:将辅助块1放置在待压装的制动盘4上,使辅助块侧壁1
‑
1的侧壁下端面1
‑1‑
1放置在制动盘磨耗层4
‑
3的外圆周上,并使辅助块侧壁1
‑
1的内端面贴在制动盘基盘4
‑
1的外端面上,同时将螺杆3插入制动盘散热柱4
‑
2的间隙中,将强磁铁2吸附在制动盘基盘4
‑
1上,防止辅助装置下滑,即可保证辅助块1与制动盘4完全贴合,此时辅助块侧壁1
‑
1的外端面等同于未磨损前的制动盘磨耗层4
‑
3的外端面;启动数控智能压力机6,数控智能压力机6的探头6
‑
1接触到辅助块侧壁1
‑
1的外端面,并结合压力机程序中预先设定的制动盘厚度,进而计算出制动盘4的中垂面在压力机坐标系下的三维坐标位置,然后压装制动盘4使其中垂面k与车轴5中垂面之间达到指定距离,完成制动盘4的自动压装。
22.本实用新型通过辅助装置的辅助块1,实现将未磨损前的制动盘磨耗层4
‑
3的厚度还原,进而使数控智能压力机6的探头6
‑
1接触到辅助块侧壁1
‑
1的外端面就等同于接触到
未磨损前的制动盘磨耗层4
‑
3的外端面,进而计算出制动盘4的中垂面在压力机坐标系下的三维坐标位置,快速精准地完成压装,省去了人工测量磨耗量和更改压力机程序中设备参数的两大步骤,降低了劳动强度,提高了生产效率,提高了一次压装的合格率,节约了生产成本。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1