一种粗磨设备的制作方法
1.本实用新型涉及机械设备技术领域,尤其是一种粗磨设备。
背景技术:
2.铝合金动车组车体在高级检修时,需要对横梁残余进行粗磨,现在普通采用作业人员手动打磨的方式,人工粗磨工作量大,而且由于操作空间和环境的问题,施工难度大,费时费力,工作效率低,粗磨过程中产生的大量锈蚀灰尘也可能对作业人员产生污染等伤害,而且由于施工过程中观察不便,可能会出现打磨不到位或打磨过狠的情况,粗磨质量不高。为提高粗磨效率和质量和效率,降低作业人员劳动强度,需要通过自动化设备来取代人工。但目前行业内未有类似可适用的粗磨设备。
3.同样的,在其他行业或是技术领域,在由于操作空间导致的打磨不便的部件,也同样需要可自动的粗磨设备。
技术实现要素:
4.本实用新型主要目的在于解决上述问题和不足,提供一种粗磨设备,可对待打磨部件可进行自动化打磨操作,施工周期短,节省人力和成本。
5.为实现上述目的,本实用新型提供的一种粗磨设备,其技术方案是:
6.一种粗磨设备,包括粗磨用铣削机构以及调整所述铣削机构高度位置的升降机构,所述铣削机构包括打磨刀头以及可调整所述打磨刀头打磨位置的调整装置,所述调整装置包括x向平移机构、y向平移机构以及z向平移机构,还包括将所述铣削机构与待磨工件紧固在一起的夹紧机构,所述夹紧机构包括夹紧块和夹紧垫块,所述待磨工件夹持固定在所述夹紧块和夹紧垫块之间,所述夹紧垫块与所述铣削机构固定。
7.进一步的,所述打磨刀头为盘状刀头。
8.进一步的,还包括移载装置,所述升降机构安装在所述移载装置上。
9.进一步的,所述移载装置包括支撑安装所述升降机构的车架,所述车架的底部设置有车轮,所述车架的一侧设置有把手。
10.进一步的,所述车架上还设置有防止设备因振动而移动位置的固定支架。
11.进一步的,所述铣削机构、升降机构分别与电控箱电连接或信号连接,所述电控箱控制所述铣削机构的进给速度。
12.进一步的,所述夹紧机构还包括可调整所述夹紧块和夹紧垫块之间距离的夹紧调整器。
13.综上所述,本实用新型提供的一种粗磨设备,在进行打磨过程中,,不仅节省了人力和成本,而且施工周期短,与现有技术相比,具有如下优点:
14.1、通过调整机构,通过设置进给量可以实现自动化粗磨的目的,而且通过调节进给速度,实现不同速度要求下的粗磨工作;
15.2、可通过夹紧机构,与要打磨的边梁连接挂靠,适用于不同车型;
16.3、移载机构具有车轮和固定支架两种支撑结构,当设备移动到合适位置后,可以通过固定支架把整个设备固定住,从而可以避免因为设备移动而造成的定位失误,影响打磨精准度和打磨质量;
17.4、操控台上设置有急停按钮,可以在出现紧急情况的时候,一键停止作业,提高设备自动化操作的安全性和可靠性。
附图说明:
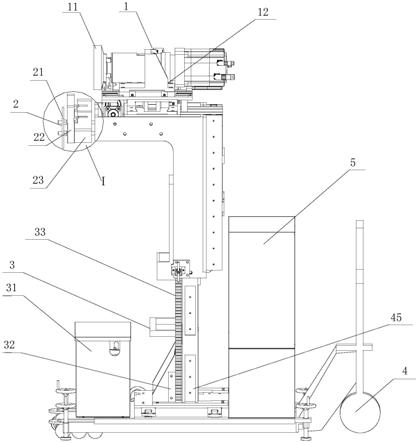
18.图1:本实用新型提供的一种粗磨设备局部结构示意图;
19.图2:图1中ⅰ部放大图;
20.图3:本实用新型提供的一种粗磨设备中铣削机构结构示意图;
21.图4:本实用新型提供的一种粗磨设备移载机构结构示意图;
22.其中,铣削机构1,打磨刀头11,调整装置12,x向平移机构121, y向平移机构122,z向平移机构123,夹紧机构2,夹紧手轮21,夹紧块22,夹紧垫块23,卡槽24,支撑台25,卡块26,支撑块27,螺杆28,升降机构3,油箱31,油缸32,输出轴33,移载机构4,车轮41,车架42,车板421,连接板422,把手43,固定支架44,底座45,控制箱5。
具体实施方式
23.下面结合附图与具体实施方式对本实用新型作进一步的详细描述。
24.本实用新型提供了一种粗磨设备,包括粗磨用铣削机构1以及调整铣削机构1高度位置的升降机构2,铣削机构1包括打磨刀头11以及可调整打磨刀头11打磨位置的调整装置12。
25.在本实施例中,以铝合金动车组边梁上横梁的打磨为例,介绍本实用新型提供的一种粗磨设备的具体结构。如图1至图4所示,打磨设备包括铣削机构1和升降机构。如图1和图3所示,铣削机构1包括打磨刀头11和调整装置12,在本实施例中,考虑要打磨的横梁的材质和结构特性,打磨刀头11采用盘状刀头,在实际应用中,根据待打磨工件的材质和结构特性,更换适用的刀头。打磨刀头11与调整装置12连接,调整装置12包括x向平移机构121、y向平移机构122和z向平移机构 123,可对打磨刀头12的位置进行三维调整,从而实现打磨刀头11的自动进给,完成自动化粗磨,并且可通过控制三个平移机构的调整速度,有效控制打磨刀头12的进给速度、打磨深度。三个方向的平移机构的具体结构以及相互连接方式可采用现有技术或将来可能出现的任意技术,可实现相应功能即可,不做限制和要求。
26.铣削机构1与升降机构3的输出轴33固定,由升降机构3带动高度方向的位置调整。在本实施例中,升降机构3采用液压机构,包括油箱 31和油缸32,油箱31用来储存液压系统工作所需的油液,同时还可起到对油液的散热、杂质沉淀等作用。油缸32可将液压能转化为机械能带动铣削机构1做高度方向的直线往复运动。升降机构3也可采用其他动力机构,如电机、风压机构等,可实现带动铣削机构1的升降即可。
27.为便于设备整体从设备间移动到维修车间的维修现场,相互固定在一起的铣削机构1和升降机构2整体固定在移载机构4上。移载机构4 包括车架42,如图4所示,车架42包括两条平行设置的车板421,车板 421的一端与连接板422的底部固定,升降机构2放置/固定在车板421 上,由车板421支撑,可在车板421上设置限位定位装置,对升降机构 2的在移载
机构4上的位置进行限定,同时防止在移载过程中从车架42 上脱落,连接板422也可对升降机构2起到限位作用。在本实施例中,在车板421的顶部设置底座45,升降机构3的油缸32和输出轴33固定在底座45上,油箱31固定在车板421上,从而使升降机构3、铣销机构1与移载机构4相互固定。在车板421的底部固定有车轮41,便于移动。如图4所示,每条车板421的一端底部固定有一组车轮41,另一端通过连接板422固定,连接板422的侧部固定有把手43,在移动过程中,推动把手43,把手43的底部设置有大滚轮,使大滚轮及两组车轮41对车架42起到三角支撑,使移载机构可4以稳定的带动铣削机构1和升降机构2移动到相应的位置。当移动到打磨工位后,为防止移载机构4在液压机构运转过程以及调整装置12的动作过程中产生的震动的作用下而移动位置,导致铣削机构1的定位失误,在移载机构4上还设有固定支架44,在本实施例中,在每条车板421的两端均设有一个固定支架44,对车架42实现四角稳定支撑。如图4所示,固定支架44包括穿过车板 421的螺杆(图中未标识),螺杆与车板螺纹连接,连杆的底部设置有支撑板,顶部设置有转轮,可通过转动转轮调整支撑板的高度,为便于转动,可在转轮上设置拔杆,拔动转轮,使螺杆沿底板的螺纹运动,实现支撑板的升降。在运载过程前,转轮转动,使螺杆带动支撑板上升,完成移载后,转轮转动,使支撑板下降,与地面接触,使整个装置稳定支撑。进一步的,可通过调整支撑板,使车轮41脱离地面,移定支撑的效果更好。
28.为进一步实现稳定打磨,粗磨设备还包括夹紧机构3,如图1和图2 所示,夹紧机构3与调整装置12固定,夹紧机构3包括夹紧块22和夹紧垫块23,夹紧垫块23通过支撑块27与调整装置12固定,夹紧块22 与夹紧垫块23之间通过夹紧调整器连接并调整相互之间的距离,在本实施例中,夹紧调整器包括夹紧手轮21,夹紧手轮21的中心轴处固定有螺杆28,螺杆28一端与夹紧手轮21固定,另一端顺序穿过夹紧块22 和夹紧垫块23,将夹紧块22通过夹紧垫块23与铣削机构1固定在一起。横梁夹持在夹紧块22与夹紧垫块23之间,转动夹紧手轮21,调整夹紧力。横梁的侧部大体呈倒置的t型,t型的竖向臂朝向夹紧垫块23,对应的,在夹紧垫块23的侧部开有卡槽24,竖向臂插入到到卡槽24内,为避免横梁损伤螺杆28,如图2所示,夹紧垫块23的侧部上半部做切割,在螺杆28的上部形成支撑横梁底部的支撑台25,卡槽24开设在支撑台25上部切割后形成的侧面上。夹紧块22朝向切割面的位置,设置有卡块26,用于卡接或支撑横梁另一侧面上的相关部件。
29.为实现自动化打磨,本实用新型提供的粗磨设备,还包括电控箱5,内置控制程序及控制器,控制器可为常规的按键式控制器,通过控制模块或直接与升降机构3和调整装置12的三维调整机构(x、y、z向调整机构)连接,通过控制按键,控制上述器件的动作速度、动作方向等,控制器也可为近年来常用的触屏控制界面,在触屏上,可进行上述操控,同时也可输入相应的操控需求,如调整打磨刀头11的三维进给速度,控制打磨区域和打磨深度等。控制模块分别与长降机构、调整装置12电连接或信号连接,操控各部件的动作。
30.需要进行打磨操作时,将升降机构3和铣削机构1相互固定在一起,放置在移载机构4上,推动把手43,将整个装置移动至打磨所需位置,调整固定支架44,使设备处于固定状态,保持稳定;将设备连通电源,打开电控箱的控制开关,通过升降机构3调整铣销机构1的高度,对铣销机构1的位置进行预定位;调节夹紧手轮21,使边梁上横梁的侧部夹紧在夹紧块22和夹紧垫块23之间,确认夹紧状态以及整个设备的稳定状态后,根据对横梁需打磨部位的观测,确定打磨刀头11的进给速度、打磨范围后,从触控屏上输入相关数据(或提前输
入),得到打磨刀头 11的运行/打磨路径,并确认横梁的结构特征对路径不产生干涉,启动设备运行,进行打磨操作。完成预定区域内的打磨操作后,可夹紧机构 2,再次通过移载机构4调整整个设备的位置,进行下一区域的打磨,直致整个横梁需打磨的部位全部完成为止。
31.在铣削打磨过程中,可通过控制器随时中止打磨操作,提高操作的安全性,因此控制箱上还设急停按钮,出现异常时可通过急停按钮随时停止程序,待异常解除后再重启设备。
32.铣削打磨完成需移走时,解除与横梁的夹紧状态后,可通过升降机构3将整个设备降至最低点或低于车体边梁裙边高度以下,且主轴箱移动至设备中心位置,方便设备移动方便、快捷。
33.本实施以轨道车辆车下边梁的横梁打磨为例,介绍本实用新型提供的一种粗磨设备的具体结构和使用方法,在当粗磨设备用于其他待磨器件的铣削打磨操作时,可根据待打磨工件的结构特征,确定夹紧机构3 的具体结构特征,可对夹紧块22、夹紧垫块23的具体结构特征根据要夹持的工件特征做适应性改变,以实现对工件的夹持作用,避免在打磨过程中产生的震动直接作用于升降机构3,对升降机构3产生损伤。同时,也可需根据待打磨工件的结构特性、打磨部位与可夹持部件的相互关系,确定夹持机构2与铣销机构1的固定方式和固定位置,不可因前文所述内容视为对本实用新型提供的粗磨设备的具体结构的限定。
34.综上所述,本实用新型提供的一种粗磨设备,在进行打磨过程中,,不仅节省了人力和成本,而且施工周期短,与现有技术相比,具有如下优点:
35.1、通过调整机构,通过设置进给量可以实现自动化粗磨的目的,而且通过调节进给速度,实现不同速度要求下的粗磨工作;
36.2、可通过夹紧机构,与要打磨的边梁连接挂靠,适用于不同车型;
37.3、移载机构具有车轮和固定支架两种支撑结构,当设备移动到合适位置后,可以通过固定支架把整个设备固定住,从而可以避免因为设备移动而造成的定位失误,影响打磨精准度和打磨质量;
38.4、操控台上设置有急停按钮,可以在出现紧急情况的时候,一键停止作业,提高设备自动化操作的安全性和可靠性。
39.如上所述,结合所给出的方案内容,可以衍生出类似的技术方案。但凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1