一种可翻转铝合金轨道车辆缓冲梁焊接工装的制作方法
1.本实用新型属于有色金属加工技术领域,涉及一种焊接工装的技术改进。
背景技术:
2.铝合金轨道车辆中的缓冲梁总成是铝合金车体底架的主要受力部件,也是整个车体的关键结构组成部件。在车体运行过程中对底架及其附属零件起到牵引、支撑和连接的作用。此类部件对焊缝质量有着非常严格的要求,而由于其结构复杂,使用常规固定式的焊接工装使得焊接生产时很多焊缝焊工需要处于仰焊或横焊的位置进行焊接,劳动强度大,操作困难,难以保证焊缝质量。
技术实现要素:
3.本实用新型的目的是:提供一种可翻转铝合金轨道车辆缓冲梁焊接工装,它是一种以缓冲梁总成部件横向中心为轴心可进行360
°
翻转的组焊工装,保证焊接时可根据产品结构将所有焊缝都调整至平焊或平角焊位置进行焊接从而降低焊工操作难度,提高焊缝质量。
4.本实用新型的技术方案是:它是由主体工装和辅助压紧工装组成。主体工装由加工有定位面的主体机架和不同结构的压紧装置组成。辅助压紧工装由辅助机架和压紧装置组成,其通过铰接螺栓与主体工装可实现快速拆装,同时对缓冲梁各焊接部件实现定位夹紧。
5.在所述的主体工装中,将主体工装通过主体机架上变位机同轴连接板安装在变位机上,缓冲梁部件吊放在主体工装,并与主体工装上的各定位面有效接触,然后将辅助压紧工装固定在主体工装上。主体机架加工有端定位面、水平定位面和侧定位面,主体工装由加工有定位面的主体机架、双螺杆反变形支撑机构,以及翻转式压紧装置、转臂式压紧装置、钩头式拉紧机构和不同结构的压紧装置组成,各种压紧装置通过螺栓与主体机架连接。
6.前端板压紧机构底座通过滑槽安装于主体机架上,主体机架根据夹紧工位设有滑槽,该底座可插入不同位置的滑槽,实现压紧工位的转换,转动底座上的螺旋副带动压臂夹紧工件,其压臂相对底座通过销轴可实现翻转。
7.所述的翻转式压紧装置的压臂座均设有工作位销轴孔和非工作为销轴孔,保证其在非工作状态,工装翻转时处于安全位置。
8.所述的转臂式压紧装置在转套上均设有承力板和定位销轴孔,承力板平衡了压臂作用在转轴上的弯矩,定位销轴保证转臂在非工作位处于固定的安全位置,工作位使压头压紧缓冲梁部件的位置保持不变,保证每件缓冲梁部件焊接时所受外作用力的位置恒定,容易控制焊接变形。
9.所述的缓冲梁内侧钩头式拉紧机构由拉紧螺杆与螺纹导向座组成,拉紧后用螺母锁定。该机构使人工操作处于工装外侧,并实现内侧拉紧,使缓冲梁可靠与定位面接触、固定。
10.所述的双螺杆反变形支撑机构由底座和双侧支撑螺杆组成,通过调整支撑螺杆的高度控制缓冲梁中间底板反变形量,用锁紧螺母固定锁紧。
11.在所述的辅助压紧工装中,由辅助机架和压紧装置组成,辅助压紧工装与主体工装通过铰接螺栓连接可实现快速拆装。
12.本实用新型的有益效果是:将本实用新型应用于生产实际,因其结构简单,利用较少的辅助工具实现缓冲梁焊接部件快速装拆。利用变位机作为动力源实现360
°
翻转,将所有焊缝都调整至平焊或平角焊位置进行焊接,并有效的控制焊接变形,降低焊工操作难度,保证部件焊后的尺寸及形位公差,满足焊缝质量要求,节省了人力,同时提高了生产效率。
附图说明
13.图1合金车体缓冲梁部件典型结构示意图;
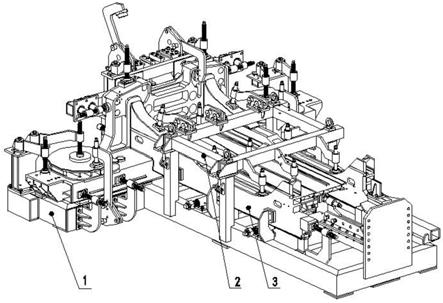
14.图2可翻转铝合金车体缓冲梁焊接工装结构示意图;
15.图3主体工装结构示意图;
16.图4主体工装定位面示意图;
17.图5前端板压紧装置示意图;
18.图6翻转式压紧装置示意图;
19.图7转臂式压紧装置示意图;
20.图8钩头式拉紧装置示意图;
21.图9双螺杆反变形机构示意图;
22.图10辅助压紧工装结构示意图。
具体实施方式
23.下面结合附图对本实用新型做进一步描述:
24.如图1所示,a是左前端梁、b是前端板、c是右前端梁、d是中间底板、e是左牵引梁、f是右牵引梁。
25.如图2所示,1是主体工装、2是辅助压紧工装、3是铝合金缓冲梁部件。
26.如图3所示,4是主体机架、5是反变形支撑机构、6是钩头拉紧装置、 7是前端板压紧装置、8是固定式压紧装置、9是翻转式压紧装置10 是转臂式压紧机装置
27.如图4所示,g是变位机安装板ⅰ、h是端定位面、i是水平定位面ⅰ、j是水平定位面ⅱ、l是侧定位面ⅰ、m是侧定位面ⅱ、n是变位机安装板ⅱ。
28.如图5所示,11是插销、12是翻转压臂、13是压紧螺杆、14是滑块、15是拉紧座。
29.如图6所示,13是压紧螺杆、16是翻转压臂、11是插销、17是翻转压臂座。
30.如图7所示,18是转轴、19是承力板、20是定位销、21是转臂、 13是压紧螺杆。
31.如图8所示,22是锁紧螺母、23是螺纹拉杆、24是螺套底座、25 是导向套、26是钩头。
32.如图9所示,27是支撑螺杆、28是双螺套底座、22是锁紧螺母。
33.如图10所示,29是变位压紧机构、30是辅助压紧支架、31是铰接螺栓连板、32是固定臂压紧机构。
34.本实用新型涉一种可翻转铝合金车体底架缓冲梁焊接工装(图2)。
35.主要由主体工装(图3)和辅助压紧工装(图10)组成。其均为焊接结构件,经去应力处理后加工而成。主体工装由主体机架(4)、反变形支撑机构(5)、钩头拉紧装置(6)、前端板压紧装置(7)、固定式压紧装置(8)、翻转式压紧装置(9)、转臂是压紧装置(10)等部件组成。主体机架加工有端定位面、水平定位面和侧定位面(图4),各种形式的压紧装置从不同方向对缓冲梁部件进行压紧、固定,同时控制焊接变形。其中,前端板压紧装置(图5)主要由插销(11)、翻转压臂(12)、压紧螺杆(13)、滑块(14)、拉紧座(15)组成的部件,该装置可插入不同位置的滑槽,实现压紧工位的转换。同时,压紧螺杆置于工装外侧,可使紧固操作也在工装外侧进行,增加了工装内侧焊工的操作空间;翻转式压紧装置(图6)主要由压紧螺杆(13)、翻转压臂(16)、插销(11)、翻转压臂座(17)等部件组成,按图示压臂座均设有工作位销轴孔和非工作为销轴孔,保证压臂处于固定的压紧位置和安全位置;转臂式压紧装置(图7)主要由转轴(18)、承力板(19)、定位销(20)、转臂(21)、压紧螺杆(13)等部件组成,承力板平衡了压臂作用在转轴上的弯矩,定位销轴保证转臂始终处于固定的、安全的位置,保证每件缓冲梁部件焊接时所受外作用力的位置恒定,容易控制焊接变形;钩头式拉紧装置(图8)主要由锁紧螺母 (22)、螺纹拉杆(23)、螺套底座(24)、导向套(25)、钩头(26) 等零部件组成,该结构使人工锁紧操作处于工装外侧,实现内侧拉紧,方便操作;双螺杆反变形机构(图9)主要由支撑螺杆(27)、双螺套底座(28)和锁紧螺母(22)等零部件组成,其主要作用是控制缓冲梁中间底板的反变形量;辅助压紧工装(图10)主要由变位压紧机构 (29)、辅助压紧机架(30)、铰接螺栓连板(31)、双螺套底座(32) 等零部件组成,作为独立的压紧部件,方便底架缓冲梁各部件的装入工装及焊后整体部件的取出,其通过铰接螺栓与主体工装实现快速拆装。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1