一种加工夹具的制作方法
1.本技术涉及固定夹具的技术领域,尤其是涉及一种加工夹具。
背景技术:
2.夹具是指机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。
3.夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置 、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成。
4.医院内的ct机包括一种异性运动部件,该运动部件主要包括底板和近似三角形的转动支撑筋,该运动部件的结构较复杂,加工周期长。
5.针对上述中的相关技术,发明人认为存在有以下缺陷:相关的夹具难以对宽度不同、厚度不同的复杂工件进行定位夹紧固定,影响加工效率。
技术实现要素:
6.为了使夹具能够对宽度不同、厚度不同的复杂工件进行定位夹紧固定,提高加工效率,本技术提供一种加工夹具。
7.本技术提供的一种加工夹具采用如下的技术方案:一种加工夹具,包括底座,所述底座的顶面固设有至少四个定位座,所有定位座的依次连线共同形成一四边形,各定位座相互背离的侧面通过螺栓固定连接有用以从宽度方向对工件定位的侧向定位组件,底座的顶面设有至少两组竖向压紧组件,各组竖向压紧组件相互远离,竖向压紧组件包括螺杆、限位杆及压紧方杆,限位杆与底座固接,限位杆的顶端贯穿压紧方杆且与压紧方杆转动滑动配合,压紧方杆用以压紧工件,螺杆贯穿压紧方杆与压紧方杆滑动配合,螺杆的顶端螺纹配合有用以压紧压紧方杆的压紧螺母,螺杆与底座卡接且滑动配合,螺杆能够以限位杆中心线的竖直投影为圆心进行滑动。
8.通过采用上述技术方案,放置工件前,使压紧方杆绕限位杆转动为工件的放置避让位置,压紧方杆能够带动螺杆绕限位杆转动,将工件放置在定位座的顶面,所有的定位座共同支撑工件,使用侧向定位组件从工件的宽度方向对工件进行定位并夹紧,且侧向定位组件能够对不同宽度的工件进行定位夹紧;将压紧方杆绕限位杆反向转动至工件上方,拧紧压紧螺母,压紧螺母配合螺杆使压紧方杆压紧工件,对工件进行定位夹紧,竖向压紧组件能够对不同厚度的工件进行夹紧,整个加工夹具能够对宽度不同、厚度不同的复杂工件进行定位夹紧固定,提高加工效率。
9.可选的,所述底座开设有以限位杆的中心线的竖直投影为圆心的弧形槽,弧形槽的内壁共同开设有卡槽,螺杆远离压紧方杆的一端位于弧形槽内,螺杆远离压紧方杆的一
端固设有卡盘,卡盘位于卡槽内,卡盘的尺寸大于弧形槽的开口尺寸,螺杆的直径小于弧形槽的开口尺寸,压紧方杆开设有长腰型孔,螺杆贯穿长腰型孔且与长腰型孔滑动配合。
10.通过采用上述技术方案,卡槽通过卡盘将螺杆限制在弧形槽内,当压紧方杆绕限位杆转动时,压紧方杆带动螺杆在弧形槽内移动,由于压紧方杆开设有长腰型孔,螺杆能够在长腰型孔内移动实现调节螺杆与压紧方杆不同的相对位置关系,能够适应工件不同的长度,操作简便。
11.可选的,所述螺杆套设有顶簧,顶簧的一端与压紧方杆抵紧配合,顶簧的另一端与底座抵紧配合。
12.通过采用上述技术方案,工件加工完毕后,在旋松压紧螺母的过程中,顶簧能够自动顶紧压紧方杆使压紧方杆自动脱离工件,加快将工件从加工夹具内拆解并取出的速度。
13.可选的,所述压紧方杆在朝向底座的底面固设有第一保护垫。
14.通过采用上述技术方案,第一保护垫能够避免压紧方杆直接接触工件,对工件进行保护。
15.可选的,所述侧向定位组件包括侧向调节块、定位块及压簧,螺栓将侧向调节快与定位座固定连接,压簧位于定位块与侧向调节块之间用以使定位块抵紧工件。
16.通过采用上述技术方案,螺栓将侧向调节快与定位座固定连接后,侧向调节块通过压簧使定位块抵紧工件,压簧受到压力,所有的侧向定位组件共同从宽度方向对工件进行夹紧定位,且压簧的设置能够使侧向定位组件对不同宽度的工件进行定位夹紧。
17.可选的,所述侧向调节块开设有短腰型孔,短腰型孔的延伸方向垂直于底座,螺栓穿过短腰型孔将侧向调节块与定位座固定连接。
18.通过采用上述技术方案,由于侧向调节块开设有短腰型孔,因此,在竖直方向能够调节侧向调节块与定位座的不同相对位置,实现定位块的高低调节,能够对不同厚度的工件实现更稳定地定位夹紧。
19.可选的,所述定位块背离压簧的侧面固设有第二保护垫。
20.通过采用上述技术方案,第二保护垫能够避免定位块直接接触工件,对工件进行保护。
21.可选的,所述定位座背离底座的顶面固设有第三保护垫。
22.通过采用上述技术方案,第三保护垫能够避免定位座直接接触工件,对工件进行保护。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过设置竖向压紧组件,竖向压紧组件能够对不同厚度的工件进行定位夹紧,扩大加工夹具的使用范围,提高加工效率;
25.2.通过设置侧向定位组件,所有的侧向定位组件共同从宽度方向对工件进行夹紧定位,且压簧的设置能够使侧向定位组件对不同宽度的工件进行定位夹紧;
26.3.通过设置顶簧,工件加工完毕后,在旋松压紧螺母的过程中,顶簧能够自动顶紧压紧方杆使压紧方杆自动脱离工件,加快将工件从加工夹具内拆解并取出的速度。
附图说明
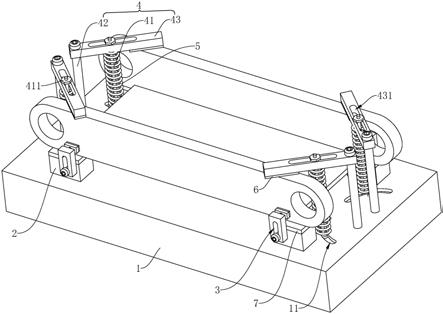
27.图1是本技术实施例的加工夹具的结构示意图;
28.图2是体现卡盘的剖视图;
29.图3是体现压簧的结构示意图。
30.附图标记说明:1、底座;11、弧形槽;12、卡槽;2、定位座;3、侧向定位组件;31、侧向调节块;311、短腰型孔;32、定位块;33、压簧;4、竖向压紧组件;41、螺杆;411、压紧螺母;412、卡盘;42、限位杆;43、压紧方杆;431、长腰型孔;5、顶簧;6、第一保护垫;7、第二保护垫;8、第三保护垫。
具体实施方式
31.以下结合附图1
‑
3对本技术作进一步详细说明。
32.本技术实施例公开一种加工夹具,参照图1和图2,加工夹具包括用以安装夹具的底座1,底座1的顶面一体成型有至少四个定位座2,本实施例以四个定位座2进行叙述,所有定位座2的依次连线共同形成一矩形,各定位座2相互背离的侧面通过螺栓固定连接有用以从宽度方向对工件定位的侧向定位组件3,底座1的顶面设有至少两组从工件的顶面对工件进行夹紧的竖向压紧组件4,本实施例以四组竖向压紧组件4进行叙述,四组竖向压紧组件4相互远离,四组竖向压紧组件4分别靠近一个定位座2。
33.参照图1和图2,将工件放置在定位座2的顶面,所有的定位座2共同支撑工件,使用四组侧向定位组件3从工件的宽度方向对工件进行定位并夹紧,且侧向定位组件3能够对不同宽度的工件进行定位夹紧;使用四组竖向压紧组件4从工件的顶面夹紧工件,竖向压紧组件4能够对不同厚度的工件进行夹紧,整个加工夹具能够对宽度不同、厚度不同的复杂工件进行定位夹紧固定,提高加工效率。
34.参照图1和图2,竖向压紧组件4包括螺杆41、限位杆42及压紧方杆43,限位杆42与底座1的顶面一体成型,限位杆42的顶端经压紧方杆43的一端附近贯穿压紧方杆43且与压紧方杆43滑动配合,限位杆42的横截面为圆形,压紧方杆43朝向底座1的底面能够与工件抵接,压紧方杆43开设有与其自身平行的长腰型孔431,螺杆41贯穿长腰型孔431且与长腰型孔431滑动配合,螺杆41的顶端螺纹配合有用以压紧方杆43的压紧螺母411,底座1开设有以限位杆42的中心线的竖直投影为圆心的弧形槽11,弧形槽11的内壁共同开设有卡槽12,螺杆41远离压紧方杆43的一端位于弧形槽11内且该端部固定连接有卡盘412,卡盘412位于卡槽12内,卡盘412的尺寸大于弧形槽11的开口尺寸,螺杆41的直径小于弧形槽11的开口尺寸,螺杆41套设有顶簧5,顶簧5始终受到压力,顶簧5的一端与压紧方杆43抵紧配合,顶簧5的另一端与底座1抵紧配合。
35.参照图1和图2,放置工件前,使压紧方杆43绕限位杆42转动为工件的放置避让位置,压紧方杆43带动螺杆41绕限位杆42转动,卡槽12通过卡盘412将螺杆41限制在弧形槽11内,当压紧方杆43绕限位杆42转动时,压紧方杆43带动螺杆41在弧形槽11内移动,将工件放置在定位座2的顶面,将压紧方杆43绕限位杆42反向转动至工件上方,拧紧压紧螺母411,压紧螺母411配合螺杆41使压紧方杆43压紧工件,对工件进行定位夹紧,竖向压紧组件4能够对不同厚度的工件进行夹紧;由于压紧方杆43开设有长腰型孔431,螺杆41能够在长腰型孔431内移动实现调节螺杆41与压紧方杆43不同的相对位置关系,能够适应工件不同的长度,操作简便;工件加工完毕后,在旋松压紧螺母411的过程中,顶簧5能够自动顶紧压紧方杆43使压紧方杆43自动脱离工件,加快将工件从加工夹具内拆解并取出的速度。
36.参照图1和图3,侧向定位组件3包括侧向调节块31、定位块32及压簧33,侧向调节块31开设有短腰型孔311,短腰型孔311的延伸方向垂直于底座1,螺栓穿过短腰型孔311将侧向调节块31与定位座2固定连接,压簧33位于定位块32与侧向调节块31之间,压簧33的一端与侧向调节块31固定连接,压簧33的另一端与定位块32固定连接,定位块32能够与工件的侧面抵紧配合。
37.参照图1和图3,螺栓将侧向调节快与定位座2固定连接后,侧向调节块31通过压簧33使定位块32抵紧工件,压簧33受到压力,所有的侧向定位组件3共同从宽度方向对工件进行夹紧定位,且压簧33的设置能够使侧向定位组件3对不同宽度的工件进行定位夹紧;由于侧向调节块31开设有短腰型孔311,根据工件的厚度,在竖直方向能够调节侧向调节块31与定位座2的不同相对位置,实现定位块32的高低调节,能够对不同厚度的工件实现更稳定地定位夹紧。
38.参照图1和图3,压紧方杆43在朝向底座1的底面固定连接有第一保护垫6,第一保护垫6能够避免压紧方杆43直接接触工件,对工件进行保护;定位块32背离压簧33的侧面固定连接有第二保护垫7,第二保护垫7能够避免定位块32直接接触工件,对工件进行保护;定位座2背离底座1的顶面固定连接有第三保护垫8,第三保护垫8能够避免定位座2直接接触工件,对工件进行保护。
39.本技术实施例一种加工夹具的实施原理为:放置工件前,使压紧方杆43绕限位杆42转动为工件的放置避让位置,压紧方杆43带动螺杆41在弧形槽11内移动,卡槽12通过卡盘412将螺杆41限制在弧形槽11内,将工件放置在定位座2的顶面,所有的定位座2共同支撑工件,将压紧方杆43绕限位杆42反向转动至工件上方,拧紧压紧螺母411,压紧螺母411配合螺杆41使压紧方杆43压紧工件,对工件进行定位夹紧。
40.使用螺栓将侧向调节快与定位座2固定连接,侧向调节块31通过压簧33使定位块32抵紧工件,压簧33受到压力,所有的侧向定位组件3共同从宽度方向对工件进行夹紧定位。
41.工件加工完毕后,旋松压紧螺母411,在旋松压紧螺母411的过程中,顶簧5能够自动顶紧压紧方杆43使压紧方杆43自动脱离工件,加快将工件从加工夹具内拆解并取出的速度。
42.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1