利用红外皮秒超快激光的钛合金钻孔加工系统的制作方法
1.本实用新型涉及利用超快激光的加工,具体地,涉及利用红外皮秒超快激光的钛合金钻孔加工系统。
背景技术:
2.目前,在利用超快激光的加工技术中,一般利用纳秒激光对材料进行加工,纳秒激光指的是激光的单个脉冲作用时间在纳秒范围内。利用纳秒激光的加工方式是利用高能量的激光光束在进行聚焦后照射材料表面,使其发生物理或化学反应,本质上,利用纳秒激光的加工方式是一种热加工方式,但由于作用时间短,通常在几个纳秒范围内,所以材料受到热影响的区域也不会非常大,从而能够保证加工的效果与加工速度。
3.此外,除纳秒激光之外,皮秒激光也具有超短脉冲时间,皮秒激光的单个脉冲作用时间在皮秒范围内,利用皮秒激光的加工方式对于材料的热影响更小,甚至于可以忽略不计。相比于利用纳秒激光的加工,整个加工过程中没有重铸材料,加工过程干净,激光能量的吸收对材料或波长的依赖性更小,因此,更能适用于微精密激光加工领域。
4.由于钛合金具有强度高的特性,目前针对钛合金膜片的钻孔加工一般利用纳秒激光钻孔,然而,利用纳秒激光对钛合金膜片的钻孔加工存在以下问题:1)加工形成的孔的直径>0.15mm,无法满足孔的直径<0.1mm的微孔加工需求;2)存在对于材料的热影响比较大的问题,有烧黑现象;3)利用纳秒激光加工会影响产品的性能,并且存在加工残渣。
技术实现要素:
5.为了解决钛合金钻孔加工中存在的问题,本实用新型提供一种利用红外皮秒超快激光的钛合金钻孔加工系统,其包括:激光光源,其配置为发射红外皮秒超快激光;第一激光反射镜,其配置为对所述激光光源发射的激光进行反射;第二激光反射镜,其配置为对所述第一激光反射镜所反射的激光进行反射,以使所述第二激光反射镜所反射的激光与第一激光反射镜的入射激光平行;激光变换单元,其配置为改变所述第二激光反射镜所反射的激光的偏振态、光束圆度、光斑尺寸、能量分布和发散角;以及多轴振镜及聚焦单元,其配置为:改变通过所述激光变换单元的激光在要加工的钛合金膜片的入射角,并且对激光进行聚焦,以进行钻孔加工。
6.可选地,所述激光变换单元包括:第一变换装置,其配置为改变所述第二激光反射镜所反射的激光的光斑尺寸、光束圆度和偏振态;以及第二变换装置,其配置为改变所述第一变换装置输出的激光的能量分布和发散角。
7.可选地,所述系统进一步包括:第三激光反射镜,其配置为对所述第一变换装置输出的激光进行反射;以及第四激光反射镜,其配置为对所述第三激光反射镜所反射的激光进行反射,以使所述第四激光反射镜所反射的激光与第三激光反射镜的入射激光平行。
8.可选地,所述第一变换装置包括:扩束镜,其配置为改变所述第二激光反射镜反射的激光的光斑尺寸;以及偏振镜,其配置为改变通过所述扩束镜的激光的光束圆度和偏振
态。
9.可选地,所述第二变换装置包括:二元光学变换元件,其配置为将所述第四激光反射镜反射的激光的能量分布从高斯分布改变为平顶分布;以及波片,其配置为改变通过所述二元光学变换元件的激光的发散角。
10.可选地,所述系统进一步包括:加工夹具,其配置为对要加工的钛合金膜片进行固定;以及运动导轨,其配置为使所述加工夹具能够移动。
11.可选地,所述激光光源发射的激光的功率为100w。
12.本实用新型的利用红外皮秒超快激光的钛合金钻孔加工系统能够满足孔的直径<0.1mm的加工需求,并且对于材料的热影响较小,加工过程干净,不会出现加工残渣。
附图说明
13.图1为根据本实用新型的示例性实施方案的利用红外皮秒超快激光的钛合金钻孔加工系统的示意图;
14.图2为根据本实用新型的示例性实施方案的利用红外皮秒超快激光的钛合金钻孔加工系统中的激光光路的示意图;以及
15.图3为利用根据本实用新型的示例性实施方案的利用红外皮秒超快激光的钛合金钻孔加工系统加工的钛合金膜片的孔的效果图。
具体实施方式
16.应当理解,此处所描述的具体实施方案仅用于解释本实用新型,并不用于限制本实用新型。
17.下面将结合图1至图3详细描述本实用新型的示例性实施方案。
18.根据本实用新型的示例性实施方案的利用红外皮秒超快激光的钛合金钻孔加工系统1可以包括:激光光源10、第一激光反射镜20、第二激光反射镜30、激光变换单元40以及多轴振镜及聚焦单元50。
19.在本实施方案中,激光光源10可以发射红外皮秒超快激光,在本实施方案中,红外皮秒超快激光的功率可以设置为100w。
20.在本实施方案中,可以设置第一激光反射镜20和第二激光反射镜30,第一激光反射镜20可以对激光光源10发射的激光进行反射,可以设置为使反射激光与入射激光呈90
°
,即,以入射角45
°
来布置第一激光反射镜20,也可以根据实际需要以其他数值的入射角来布置第一激光反射镜。并且,第二激光反射镜30可以对第一激光反射镜20 所反射的激光进一步进行反射,可以将第二激光反射镜30设置为使其反射的激光与第一反射镜20的入射激光平行。
21.激光变换单元40可以改变第二激光反射镜30所反射的激光的偏振态、光束圆度、光斑尺寸、能量分布和发散角。在本实施方案中,激光变换单元40可以包括第一变换装置41和第二变换装置42,具体地,第一变换装置41可以通过扩束镜411改变激光的光斑尺寸,并且通过偏振镜412改变激光的光束圆度和偏振态。第二变换装置42可以通过二元光学变换元件421将第一变换装置41输出的激光的能量分布从高斯分布改变为平顶分布,并且通过波片422改变激光的发散角。
22.此外,在本实施方案中,可以在第一变换装置41与第二变换装置 42之间进一步设置第三激光反射镜60和第四激光反射镜70。具体地,第三激光反射镜60可以对第一变换装置41输出的激光(在本实施方案中,可以是通过偏振镜412的激光)进行反射,类似于上述第一激光反射镜20,可以设置为使反射激光与入射激光呈90
°
,即,以入射角45
°
来布置第三激光反射镜60。并且,第四激光反射镜70可以对第三激光反射镜60所反射的激光进行进一步反射,类似于第二激光反射镜30,可以将第四激光反射镜70设置为使其反射的激光与第三反射镜60的入射激光平行。
23.整体上,第四激光反射镜70所反射的激光的方向与激光光源10 发射的激光的方向相同。并且,在本实施方案中,为了硬件的布局能够较为容易地实现,设置了四个激光反射镜,以改变激光的传输路径,但是不限于此,也可以根据实际需要设置不同数量的激光反射镜,从而实现不同的激光传输路径。
24.进一步地,本实施方案的系统1中的多轴振镜及聚焦单元50可以改变通过激光变换单元40的激光(在本实施方案中,可以是通过波片 422的激光)在要加工的钛合金膜片的入射角,并且对激光进行聚焦,以进行钻孔加工。根据实际需求,通过改变激光的入射角,加工后形成的孔的内壁可以呈竖直状,也可以倾斜成不同角度。
25.此外,在本实施方案中,利用红外皮秒超快激光的钛合金钻孔加工系统1可以进一步包括加工夹具80和运动导轨90(未示出)。加工夹具80可以对要加工的钛合金膜片进行固定,并且运动导轨90可以使加工夹具80能够移动,从而可以与移动的激光进行配合,使加工效果得到保证。
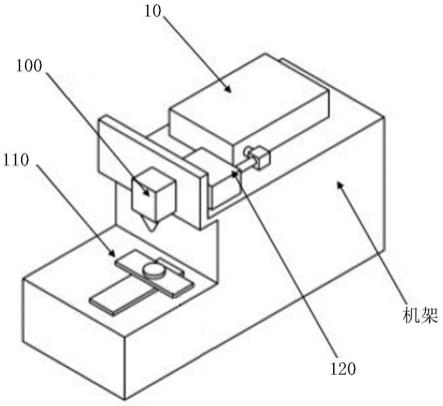
26.在本实施方案的利用红外皮秒超快激光的钛合金钻孔加工系统1 中,为了优化系统1的硬件的整体布局,第一激光反射镜20、第二激光反射镜30、第三激光反射镜60、第四激光反射镜70以及激光变换单元40中的各个光学元件可以集成为一个模块,在本实施方案中,该模块可以称为光路调节和传输模块120。
27.同样地,多轴振镜及聚焦单元50也可以集成为一个模块,在本实施方案中,该模块可以称为多轴振镜及聚焦模块100。
28.此外,加工夹具80和运动导轨90也可以集成为一个模块,在本实施方案中,该模块可以称为加工夹具和运动平台模块110。
29.本实施方案的利用红外皮秒超快激光的钛合金钻孔加工系统能够满足孔的直径<0.1mm的加工需求,并且对于材料的热影响较小,成型的孔的尺寸精度高,并且不会出现加工残渣。
30.上面结合附图对本实用新型的实施方案进行了描述,但本实用新型并不局限于上述的具体实施方案,上述的具体实施方案仅仅是示意性的,而不是限制性的,本领域技术人员在本实用新型的启示下,在不脱离本实用新型的宗旨和权利要求所保护的范围的情况下,还可以做出很多形式,这些均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1