一种叉车柴油油箱盖板焊接工装的制作方法
1.本实用新型属于工装夹具技术领域,具体地说,本实用新型涉及一种叉车柴油油箱盖板焊接工装。
背景技术:
2.传统的叉车柴油油箱盖板上的油管焊接采用先点焊固定,然后人工翻转进行密封固定焊接。
3.上述传统的焊接方式,首先采用点焊固定,无法保证油管与油箱盖板之间的垂直度,其次,人工翻转进行密封固定焊接,焊接密封性和焊缝均匀连续性差。
技术实现要素:
4.本实用新型提供一种叉车柴油油箱盖板焊接工装,以解决上述背景技术中存在的问题。
5.为了实现上述目的,本实用新型采取的技术方案为:一种叉车柴油油箱盖板焊接工装,包括转轴和转盘,所述转轴通过法兰与转盘连接,所述转盘上第一对角线上设有支撑柱一,转盘上第二对角线上设有支撑柱二,所述转盘上设有两组油管定位机构,具体包括第一油管定位机构和第二油管定位机构。
6.优选的,所述支撑柱二上端通过螺旋副连接有定位销。
7.优选的,所述第一油管定位机构包括第一纵向限位块和第一横向限位块,所述第一纵向限位块设有两个,且相互平行设置,所述第一横向限位块横置设置在两个第一纵向限位块前端。
8.优选的,所述第二油管定位机构包括第二纵向限位块和第二横向限位块,所述第二纵向限位块设有两个,且相互平行设置,所述第二横向限位块横置设置在两个第二纵向限位块前端。
9.优选的,所述第一纵向限位块和第二纵向限位块上端设置圆角。
10.采用以上技术方案的有益效果是:
11.1、本实用新型的叉车柴油油箱盖板焊接工装,先将两根待焊接油管的弯折端分别插入两个第一纵向限位块和两个第二纵向限位块中,然后使插入两个第一纵向限位块中的待焊接油管的弯折端的端部与第一横向限位块接触,使插入两个第二纵向限位块中的待焊接油管的弯折端的端部与第二横向限位块接触,然后将油箱盖板穿过两根待焊接油管,且使其与支撑柱一接触,且使其穿过支撑柱二上的定位销,然后通过转轴控制转盘转动,然后焊接工人对油箱盖板与油管接触位置进行一次性连续焊接,即避免了传统的点焊固定造成的油管与油箱盖板不垂直情况的发生,也避免了人工翻转进行密封固定焊接造成的焊接密封性差和焊缝不均匀不连续情况的发生。
12.2、所述支撑柱二上端通过螺旋副连接有定位销,保证了油箱盖板在支撑柱一和支撑柱二上的定位稳定性,避免油箱盖板与油管焊接时移动。
13.所述第一油管定位机构包括第一纵向限位块和第一横向限位块,所述第一纵向限位块设有两个,且相互平行设置,所述第一横向限位块横置设置在两个第一纵向限位块前端,保证了其中一个待焊接油管的弯折端方向和位置的稳定性。
14.所述第二油管定位机构包括第二纵向限位块和第二横向限位块,所述第二纵向限位块设有两个,且相互平行设置,所述第二横向限位块横置设置在两个第二纵向限位块前端,保证了另外一个待焊接油管的弯折端方向和位置的稳定性。
15.所述第一纵向限位块和第二纵向限位块上端设置圆角,方便待焊接油管的弯折端插入两个第一纵向限位块或者两个第二纵向限位块中。
附图说明
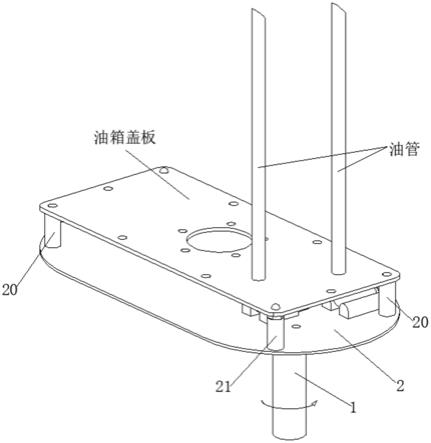
16.图1是本实用新型的叉车柴油油箱盖板焊接工装工作状态的装配图;
17.图2是转盘对油管的定位示意图;
18.其中:
19.1、转轴;2、转盘;20、支撑柱一;21、支撑柱二;21
‑
1、定位销;22、第一纵向限位块;23、第一横向限位块;24、第二纵向限位块;25、第二横向限位块。
具体实施方式
20.下面对照附图,通过对实施例的描述,对本实用新型的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本实用新型的构思、技术方案有更完整、准确和深入的理解,并有助于其实施。
21.如图1至图2所示,本实用新型是一种叉车柴油油箱盖板焊接工装,即避免了传统的点焊固定造成的油管与油箱盖板不垂直情况的发生,也避免了人工翻转进行密封固定焊接造成的焊接密封性差和焊缝不均匀不连续情况的发生。
22.具体的说,如图1至图2所示,包括转轴1和转盘2,所述转轴1通过法兰与转盘2连接,所述转盘2上第一对角线上设有支撑柱一20,转盘(2)上第二对角线上设有支撑柱二21,所述转盘2上设有两组油管定位机构,具体包括第一油管定位机构和第二油管定位机构。
23.所述支撑柱二21上端通过螺旋副连接有定位销21
‑
1。
24.所述第一油管定位机构包括第一纵向限位块22和第一横向限位块23,所述第一纵向限位块22设有两个,且相互平行设置,所述第一横向限位块23横置设置在两个第一纵向限位块22前端。
25.所述第二油管定位机构包括第二纵向限位块24和第二横向限位块25,所述第二纵向限位块24设有两个,且相互平行设置,所述第二横向限位块25横置设置在两个第二纵向限位块24前端。
26.所述第一纵向限位块22和第二纵向限位块24上端设置圆角。
27.以下用具体实施例对具体工作方式进行阐述:
28.实施例1:
29.本实用新型的叉车柴油油箱盖板焊接工装,先将两根待焊接油管的弯折端分别插入两个第一纵向限位块22和两个第二纵向限位块24中,然后使插入两个第一纵向限位块22中的待焊接油管的弯折端的端部与第一横向限位块23接触,使插入两个第二纵向限位块24
中的待焊接油管的弯折端的端部与第二横向限位块25接触,然后将油箱盖板穿过两根待焊接油管,且使其与支撑柱一20接触,且使其穿过支撑柱二21上的定位销21
‑
1,然后通过转轴1控制转盘2转动,然后焊接工人对油箱盖板与油管接触位置进行一次性连续焊接,即避免了传统的点焊固定造成的油管与油箱盖板不垂直情况的发生,也避免了人工翻转进行密封固定焊接造成的焊接密封性差和焊缝不均匀不连续情况的发生。
30.实施例2:
31.在实施例1的基础上,所述支撑柱二21上端通过螺旋副连接有定位销21
‑
1,保证了油箱盖板在支撑柱一20和支撑柱二21上的定位稳定性,避免油箱盖板与油管焊接时移动。
32.所述第一油管定位机构包括第一纵向限位块22和第一横向限位块23,所述第一纵向限位块22设有两个,且相互平行设置,所述第一横向限位块23横置设置在两个第一纵向限位块22前端,保证了其中一个待焊接油管的弯折端方向和位置的稳定性。
33.所述第二油管定位机构包括第二纵向限位块24和第二横向限位块25,所述第二纵向限位块24设有两个,且相互平行设置,所述第二横向限位块25横置设置在两个第二纵向限位块24前端,保证了另外一个待焊接油管的弯折端方向和位置的稳定性。
34.所述第一纵向限位块22和第二纵向限位块24上端设置圆角,方便待焊接油管的弯折端插入两个第一纵向限位块22或者两个第二纵向限位块24中。
35.以上结合附图对本实用新型进行了示例性描述,显然,本实用新型具体实现并不受上述方式的限制,只要是采用了本实用新型的方法构思和技术方案进行的各种非实质性的改进;或未经改进,将本实用新型的上述构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1