一种用于焊接件整形校正的工装装置的制作方法
1.本实用新型涉及一种整形校正工装装置,尤其是指一种用于焊接件整形校正的工装装置。
背景技术:
2.在机械装备生产的过程中,两金属件连接时常采用焊接的方式将两金属件进行焊接得到一焊接结构件,而由于焊接过程中的高温使得焊接结构件变形,便需要一种整形校正工装装置,将变形的焊接结构件进行整形校正。
3.中国实用新型专利(申请号:201220750082.8,公开号:cn203018966u)披露了一种用于机器人焊接汽车定位钩的整形定位工装,定位钩上设有待焊接的焊缝,所述的定位工装包括工装底板、定位钩定位机构和校正整形压紧机构,所述的定位钩定位机构和校正整形压紧机构均设置在工装底板上,且校正整形压紧机构设在定位钩定位机构外侧;进行定位钩焊接时,定位钩通过定位钩定位机构放置在工装底板上,校正整形压紧机构压紧定位钩,机器人对定位钩上的焊缝进行焊接。
4.因此本专利提供一种用于焊接结构件的整形校正工装装置对变形后的焊接结构件进行整形校正。
技术实现要素:
5.本实用新型提供一种用于焊接件整形校正的工装装置,其主要目的在于克服两个金属件焊接后变形的缺陷。
6.为解决上述技术问题,本实用新型采用如下技术方案:
7.一种用于焊接件整形校正的工装装置,包括至少一用于供该焊接结构件进入的上料机构、至少一与所述上料机构相对设置的退料机构、至少一设于所述上料机构和所述退料机构之间的推力校正机构及一用于输送所述焊接结构件的输送通道,所述输送通道的左右两端分别与所述上料机构及所述退料机构相连接,所述焊接结构件沿所述输送通道的长度延伸方向运动,所述推力校正机构向所述焊接结构件施加推力,使得所述焊接结构件校正。
8.进一步的,所述上料机构与所述退料机构以所述推力校正机构为中心线对称设置在所述推力校正机构的左右两侧。
9.进一步的,所述上料机构包括至少一设于所述推力校正机构一侧的上料台、至少一设于所述上料台上用于供所述焊接结构件进入的入口及至少一设于所述入口上部上可转动的第一导轮,所述第一导轮可转动抵接在所述焊接结构件上表面上。
10.进一步的,所述第一导轮外周沿上设有一环形的第一导槽,所述焊接结构件可滑动的嵌设在所述第一导槽内。
11.进一步的,所述退料机构包括至少一设于所述推力校正机构另一侧的退料台、至少一设于所述退料台上用于供所述焊接结构件输出的出口、至少一设于所述出口上部上可
转动的第二导轮及一用于驱动所述第二导轮转动的动力机构,所述第二导轮可转动的抵接在所述焊接结构件上表面上。
12.进一步的,所述动力机构包括一电机、一设于所述电机的动能输出轴上的主动轮、一设于所述出口上部上用于安装所述第二导轮的传动轴、一设于所述传动轴的动能输入端上的从动轮及一用于动能传递的传动皮带,所述传动皮带的动能输入端绕设在所述主动轮的动能输出端上,所述传动皮带的动能输出端绕设在所述从动轮的动能输入端上,所述从动轮转动通过所述传动轴带动所述第二导轮转动。
13.进一步的,所述第二导轮的外周沿上设有一环形的第二导槽,所述焊接结构件可滑动的嵌设在所述第二导槽内,所述第二导轮转动驱动所述焊接结构件横向移动。
14.进一步的,推力校正机构包括至少一可升降的推力组件及一设于所述推力组件顶部上的第三导轮,所述第三导轮可转动抵接在所述焊接结构件下表面上。
15.进一步的,所述第三导轮的外周沿上设有一环形的第三导槽,所述焊接结构件可滑动的嵌设在所述第三导槽内。
16.进一步的,推力组件包括至少一用于向所述焊接结构件施加外力的及一用于驱动液压缸的加液泵,所述液压缸包括一活塞,所述加液泵驱动所述液压缸,使得所述活塞朝向输送通道往复运动。
17.和现有技术相比,本实用新型产生的有益效果在于:
18.1、本实用新型结构简单、实用性强,通过设置焊接结构件由上料机构进入经输送通道由退料机构送出,使用推力校正机构对焊接结构件施加推力使得焊接结构件校正,一方面有效快速解决了金属焊接后变形的问题,根据需要将焊接结构件加工成需要的外形,另一方面该工装装置结构简单易操作,降低了人员培训成本,提高生产效率,起到了一举两得的功效。
19.2、在本实用新型中,通过设置上料机构对称的设置在推力校正机构的左右两侧使得焊接结构件受力均匀。
20.3、在本实用新型中,通过设置第一导轮,一方面第一导轮对焊接结构件的移动起到定位导向的作用,另一方面当推力校正机构向焊接结构件施加推力,第一导轮对焊接结构件起到支撑的作用施加一个反向的平衡力使得对推力校正机构起到辅助作用使得所述焊接结构件校正,起到一举两得的功效。
21.4、在本实用新型中,通过设置第二导轮,一方面第二导轮对焊接结构件的移动起到定位导向的作用,另一方面当推力校正机构向焊接结构件施加推力,第二导轮对焊接结构件起到支撑的作用施加一个反向的平衡力使得对推力校正机构起到辅助作用使得所述焊接结构件校正,起到一举两得的功效。
22.5、在本实用新型中,通过设置第一导槽,焊接结构件可滑动的嵌设在所述第一导槽内提高第一导轮对焊接结构件定位导向的作用,使得焊接结构件定位稳定减少偏移。
23.6、在本实用新型中,通过设置动力机构驱动第二导轮转动当焊接结构件由出口送出。
24.7、在本实用新型中,通过设置第二导槽,焊接结构件可滑动的嵌设在所述第二导槽内提高第二导轮对焊接结构件定位导向的作用,使得焊接结构件定位稳定减少偏移。
25.8、在本实用新型中,通过设置第三导槽,焊接结构件可滑动的嵌设在所述第三导
槽内提高第三导轮对焊接结构件定位导向的作用,使得焊接结构件定位稳定减少偏移。
附图说明
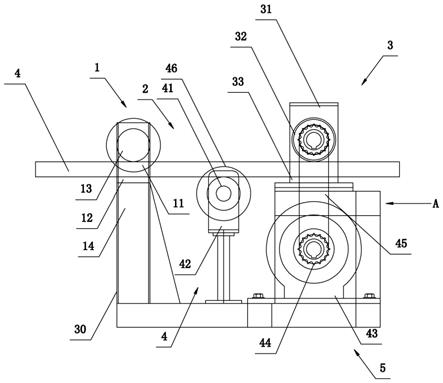
26.图1为本实用新型的结构示意图。
27.图2为图1中a向的结构示意图。
28.图3为实施例二的结构示意图。
29.图4为液压缸的结构示意图。
30.图5为图4的爆炸图。
具体实施方式
31.下面参照附图说明本实用新型的具体实施方式。
32.参照图1,一种焊接结构件4的整形校正工装装置,包括至少一用于供该焊接结构件4进入的上料机构1、至少一与上料机构1相对设置的退料机构3、至少一设于上料机构1和退料机构3之间的推力校正机构4及一用于输送焊接结构件4的输送通道2。
33.参照图1,输送通道2的左右两端分别与上料机构1及退料机构3相连接,焊接结构件4沿输送通道2的长度延伸方向运动,推力校正机构4向焊接结构件4施加推力,使得焊接结构件4校正。上料机构1与退料机构3以推力校正机构4为中心线对称设置在推力校正机构4的左右两侧。通过设置上料机构1对称的设置在推力校正机构4的左右两侧使得焊接结构件4受力均匀。
34.参照图1,上料机构1包括至少一设于推力校正机构4一侧的上料台14、至少一设于上料台14上用于供焊接结构件4进入的入口12及至少一设于入口12上部上可转动的第一导轮13,第一导轮13可转动抵接在焊接结构件4上表面上。
35.参照图1,在本实施例中具体的第一导轮13外周沿上设有一环形的第一导槽11,焊接结构件4可滑动的嵌设在第一导槽11内。
36.参照图1,通过设置第一导轮13,一方面第一导轮13对焊接结构件4的移动起到定位导向的作用,另一方面当推力校正机构4向焊接结构件4施加推力,第一导轮13对焊接结构件4起到支撑的作用施加一个反向的平衡力使得对推力校正机构4起到辅助作用使得焊接结构件4校正,起到一举两得的功效。
37.参照图1,通过设置第一导槽11,焊接结构件4可滑动的嵌设在第一导槽11内提高第一导轮13对焊接结构件4定位导向的作用,使得焊接结构件4定位稳定减少偏移。
38.参照图1和图2,退料机构3包括至少一设于推力校正机构4另一侧的退料台31、至少一设于退料台31上用于供焊接结构件4输出的出口33、至少一设于出口33上部上可转动的第二导轮32及一用于驱动第二导轮32转动的动力机构5,第二导轮32可转动的抵接在焊接结构件4上表面上。
39.参照图1和图2,通过设置第二导轮32,一方面第二导轮32对焊接结构件4的移动起到定位导向的作用,另一方面当推力校正机构4向焊接结构件4施加推力,第二导轮32对焊接结构件4起到支撑的作用施加一个反向的平衡力使得对推力校正机构4起到辅助作用使得焊接结构件4校正,起到一举两得的功效。
40.参照图1,通过设置动力机构5驱动第二导轮32转动当焊接结构件4由出口33送出。
41.参照图1和图2,在本实施例中具体的第二导轮32的外周沿上设有一环形的第二导槽33,焊接结构件4可滑动的嵌设在第二导槽33内,第二导轮32转动驱动焊接结构件4横向移动。
42.参照图1和图2,通过设置第二导槽33,焊接结构件4可滑动的嵌设在第二导槽33内提高第二导轮32对焊接结构件4定位导向的作用,使得焊接结构件4定位稳定减少偏移。
43.参照图1和图2,动力机构5包括包括一电机43、一设于电机43的动能输出轴上的主动轮44、一设于出口33上部上用于安装第二导轮32的传动轴47、一设于传动轴47的动能输入端上的从动轮46及一用于动能传递的传动皮带45,传动皮带45的动能输入端绕设在主动轮44的动能输出端上,传动皮带45的动能输出端绕设在从动轮46的动能输入端上,从动轮46转动通过传动轴47带动第二导轮32转动。
44.参照图1,推力校正机构4包括至少一可升降的推力组件42及一设于推力组件42顶部上的第三导轮41,第一导轮13可转动抵接在焊接结构件4下表面上。推力组件42可以为一可升降的液压缸。
45.参照图1,第三导轮41的外周沿上设有一环形的第三导槽46,焊接结构件4可滑动的嵌设在第三导槽46内。
46.参照图1,通过设置第三导槽46,焊接结构件4可滑动的嵌设在第三导槽46内提高第三导轮41对焊接结构件4定位导向的作用,使得焊接结构件4定位稳定减少偏移。
47.通过设置焊接结构件4由上料机构1进入经输送通道2由退料机构3送出,使用推力校正机构4对焊接结构件4施加推力使得焊接结构件4校正,一方面有效快速解决了金属焊接后变形的问题,根据需要将焊接结构件加工成需要的外形,另一方面该工装装置结构简单易操作,降低了人员培训成本,提高生产效率,起到了一举两得的功效。
48.实施例二,参照图3、图4和图5,本实施例二与实施例一的不同之处在于:推力组件4包括至少一用于向所述焊接结构件施加外力的液压缸6及一用于驱动液压缸6的加液泵61,所述液压缸6包括一活塞80,所述加液泵61驱动所述液压缸6,使得所述活塞80朝向输送通道往复运动。
49.参照图4和图5,在本实施例中具体的所述液压缸6包括一顶部设有一开口71的缸筒65、至少一个设于缸筒65顶部上的拉环63、一可拆卸装设在缸筒65底部上的缸底77、一设于缸底77上的支撑环76、一套设于缸底77上的o型密封圈75、一设于缸筒65内圆柱状的空腔72、两个设于缸筒65一侧面上与空腔72相连通的通气口73、一装设于通气口73上的通气管64、一设于缸筒65一侧面上与空腔72相连通的进液孔74、一装设在进液孔74上的内螺纹连接器67、一可拆卸盖设在内螺纹连接器67上的防尘盖66、一嵌设于开口71上的第一密封圈68、一设于活塞80顶部上环形的第一凹槽81、一装设于所述第一凹槽81上推块70、一套设安装在活塞80底部外周沿上的t型密封圈78、一设于所述缸筒65内可朝向所述输送通道方向往复运动的活塞80及一用于驱动所述活塞80升降的加液泵61,缸筒65呈圆柱状,所述加液泵61向所述缸筒65内输入液压油使得所述活塞80往复运动。
50.参照图4和图5,在本实施例中具体的使用一螺栓将推块70固定装设在第一凹槽81内,活塞80的横截面呈凸形,活塞80的下部外周沿上设有一用于安装t型密封圈78的第二凹槽79,活塞80装设在空腔72内往复运动,活塞80的上部可经由开口71向上运动,使得活塞80上部延伸至缸筒65的上方。
51.参照图3,加液泵61使用一加液管62与内螺纹连接器67相连接,使得加液泵61可以向空腔72内加液,从而使得活塞80上下往复运动,加液泵61可以为手动式加液泵61,其它结构与实施例一相似,在此就不再赘述。
52.上述仅为本实用新型的具体实施方式,但本实用新型的设计构思并不局限于此,凡利用此构思对本实用新型进行非实质性的改动,均应属于侵犯本实用新型保护范围的行为。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1