一种DC电源插座自动装配设备的长引脚装配机构
一种dc电源插座自动装配设备的长引脚装配机构
[技术领域]
[0001]
本实用新型涉及dc电源插座装配设备,尤其涉及一种dc电源插座自动装配设备的长引脚装配机构。
[
背景技术:
]
[0002]
dc直流电源插座主要用作小型电器设备的外接直流电源插座。如图1至图4所示,dc025直流电源插座包括短引脚(第二电源引脚)01、大绝缘垫片02、弯勾引脚(第一电源引脚)03、塑胶壳04、长引脚(插断引脚)05、小绝缘垫片06、芯轴07和螺纹头08共8个零件。
[0003]
如图2所示,塑胶壳04的大端有一圈外伸的突缘041,塑胶壳04的侧壁包括长引脚的插槽042;塑胶壳04的突缘041在长引脚的插槽042部位中断,形成安装长引脚05的避让槽;塑胶壳04的底面有一个芯轴孔043。如图3所示,长引脚(插断引脚)05包括接线脚051、环形圈052和动断触头053。
[0004]
dc直流电源插座多采用传统的手工装配,生产方式落后,无法满足日益增长的市场需求。传统手工装配的生产效率低下,良品率低、生产成本高。
[0005]
采用机械自动装配dc直流电源插座需要将长引脚先安装到塑胶壳中,为dc直流电源插座其它零件的组装提供基础。
[
技术实现要素:
]
[0006]
本实用新型要解决的技术问题是提供一种装配生产率高的dc电源插座自动装配设备的长引脚装配机构。
[0007]
为了解决上述技术问题,本实用新型采用的技术方案是,一种dc电源插座自动装配设备的长引脚装配机构,包括机架、组装底座、长引脚的输入轨道和装配机械手,装配机械手包括机座、下压机构、横向移动机构、托板机构和推板机构;机座的中部包括台板,下压机构包括下压气缸、顶杆和导向块,导向块包括导向孔,下压气缸竖直地固定在机座的上部,顶杆的上端与下压气缸的活塞杆连接,顶杆的下端插入到导向块的导向孔中,导向块固定在台板上;组装底座安装在机架上,组装底座的塑胶壳承孔与顶杆同轴;横向移动机构安装在台板上。托板机构和推板机构分别与横向移动机构连接;托板机构的托板和推板机构的推板两者相对,托板布置推板横向的右侧,托板布置在导向块的正下方;托板与推板之间的横向间隙和托板顶面与导向块底面之间的间隙共同构成进料口,长引脚的输入轨道沿纵向布置,长引脚的输入轨道后端的出口与所述的进料口相对;输入轨道包括接线脚滑道和环形圈滑道,接线脚滑道竖直布置;环形圈滑道与接线脚滑道的顶部连接,位于接线脚滑道的右侧。
[0008]
以上所述的长引脚装配机构,横向移动机构包括滑台气缸和t形连接板,滑台气缸沿横向固定在台板上,t形连接板的纵板与滑台气缸的滑台连接;托板机构包括门字形的第一驱动块、第一弹簧柱塞、第一直线导轨副、托板安装块和所述的托板;第一直线导轨副的导轨沿横向固定在台板上,托板安装块固定在第一直线导轨副的滑块上;第一驱动块包括
两块竖板,第一驱动块的上部与t形连接板横板的右端连接;托板安装块布置在第一驱动块两块竖板之间的凹槽中,第一弹簧柱塞安装在第一驱动块右侧的竖板上,横向布置,柱塞头部朝左,顶在托板安装块的右侧面;托板的右端固定在托板安装块的下部,托板的左端位于导向块的正下方。
[0009]
以上所述的长引脚装配机构,推板机构包括门字形的第二驱动块、第二弹簧柱塞、第二直线导轨副、推板安装块和所述的推板,第二直线导轨副的导轨沿横向固定在台板,推板的左端固定在第二直线导轨副的滑块上;第二驱动块包括两块竖板,第二驱动块的上部与t形连接板横板的左端连接;推板安装块布置在第二驱动块两块竖板之间的凹槽中,固定在推板的左端;第二弹簧柱塞安装在第二驱动块左侧的竖板上,横向布置,柱塞头部朝右,顶在推板安装块的左侧面;推板布置在第二驱动块右侧的竖板的后方,竖直高度大于纵向厚度。
[0010]
以上所述的长引脚装配机构,托板纵向厚度小于长引脚环形圈的直径,导向块纵向厚度大于托板纵向厚度;导向块右端包括两个下伸的挡脚,托板从两个挡脚之间穿过导向块的后部包括低于导向块底面的挡板,导向块底面的前部包括长引脚动断触头的避让槽。
[0011]
以上所述的长引脚装配机构,托板机构包括托板左行限位挡块,托板左行限位挡块固定在台板上,位于第一直线导轨副滑块的左侧。
[0012]
以上所述的长引脚装配机构,托板顶面与导向块底面之间的间隙大于长引脚环形圈的厚度;在托板机构的上料位置,第一直线导轨副的滑块抵在托板左行限位挡块上,托板安装块与第一驱动块左侧的竖板之间存在横向间隙;托板与推板之间的横向间隙大于长引脚接线脚的厚度。
[0013]
以上所述的长引脚装配机构,组装底座的塑胶壳承孔中包括塑胶壳的定位柱。
[0014]
以上所述的长引脚装配机构,包括直线振动器,长引脚的输入轨道安装在直线振动器上。
[0015]
本实用新型的长引脚装配机构通过装配机械手将长引脚安装到预装在组装底座的塑胶壳中,装配生产率高。
[附图说明]
[0016]
下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
[0017]
图1是现有技术dc直流电源插座的立体图。
[0018]
图2是现有技术dc直流电源插座塑胶壳的立体图。
[0019]
图3是现有技术dc直流电源插座长引脚的立体图。
[0020]
图4是现有技术dc直流电源插座的分解图。
[0021]
图5是本实用新型实施例长引脚装配机构主视图。
[0022]
图6是本实用新型实施例长引脚装配机构的俯视图。
[0023]
图7是本实用新型实施例长引脚装配机构的右视图。
[0024]
图8是本实用新型实施例输入轨道和装配机械手连接的立体图。
[0025]
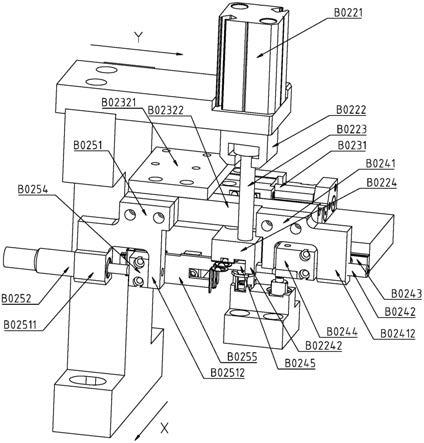
图9是本实用新型实施例长引脚装配机构的立体图。
[0026]
图10是本实用新型实施例长引脚装配机构另一视角的立体图。
[0027]
图11是本实用新型实施例长引脚装配机构工作示意图之一。
[0028]
图12是本实用新型实施例长引脚装配机构工作示意图之二。
[0029]
图13是本实用新型实施例长引脚装配机构工作示意图之三。
[具体实施方式]
[0030]
本实用新型实施例dc电源插座自动装配设备的长引脚装配机构的结构如图5至图13所示,包括机架100、组装底座c0103、长引脚的输入轨道b0103和装配机械手,装配机械手包括机座b021、下压机构b022、横向移动机构b023、托板机构b024和推板机构b025。
[0031]
机座b021包括立柱b0211、气缸安装板b0212和台板b0213。立柱b0211固定在机架100上。气缸安装板b0212固定在立柱b0211的顶部,台板b0213固定在立柱b0211的中部。
[0032]
下压机构b022包括下压气缸b0221、连接块b0222、顶杆b0223和导向块b0224。导向块b0224固定在台板b0213上,导向块b0224有一个导向孔b02241。下压气缸b0221竖直地固定在机座b021的上部,顶杆b0223的上端通过连接块b0222与下压气缸b0221的活塞杆的下端连接,顶杆b0223的下端插入到导向块b0224的导向孔b02241中。
[0033]
组装底座c0103安装在机架100上,组装底座c0103的塑胶壳承孔c01031与顶杆b0223同轴,位于导向孔b02241的正下方。
[0034]
横向移动机构b023包括滑台气缸b0231和t形连接板b0232,滑台气缸b0231沿横向(y轴方向)固定在台板b0213的顶面上,t形连接板b0232的纵板b02321与滑台气缸b0231的滑台连接。
[0035]
托板机构b024包括门字形的第一驱动块b0241、第一弹簧柱塞b0242、第一直线导轨副b0243、托板安装块b0244和托板b0245。第一直线导轨副b0243的导轨沿横向(y轴方向)固定在台板b0213前端的立面上,托板安装块b0244固定在第一直线导轨副b0243的滑块上。第一驱动块b0241包括横梁和两块竖板,第一驱动块b0241上部的横梁的与t形连接板b0232横板b02322的右端连接。托板安装块b0244布置在第一驱动块b0241两块竖板之间的凹槽中,第一弹簧柱塞b0242安装在第一驱动块b0241右侧的竖板b02412上,沿横向布置,弹簧柱塞b0242柱塞的头部朝左,顶在托板安装块b0244的右侧面。托板b0245的右端固定在托板安装块b0244的下部,托板b0245的左端位于导向块b0224的正下方。
[0036]
推板机构b025包括门字形的第二驱动块b0251、第二弹簧柱塞b0252、第二直线导轨副b0253、推板安装块b0254和推板b0255。第二直线导轨副b0253的导轨沿横向固定在台板b0213前端的立面上,推板b0255的左端固定在第二直线导轨副b0253的滑块上。第二驱动块b0251包括横梁和两块竖板,第二驱动块b0251的上部的横梁与t形连接板b0232横板b02322的左端连接。推板安装块b0254布置在第二驱动块b0251两块竖板之间的凹槽中,固定在推板b0255的左端。第二弹簧柱塞b0252安装在第二驱动块b0251左侧的竖板b02511上,沿横向布置,第二弹簧柱塞b0252柱塞的头部朝右,顶在推板安装块b0254的左侧面。推板b0255布置在第二驱动块b0251右侧的竖板b02512的后方,竖直高度大于纵向厚度。
[0037]
托板b0245纵向(x轴方向)的厚度小于长引脚05环形圈的直径,导向块b0224纵向(x轴方向)的厚度大于托板纵向厚度。导向块b0224右端的前后各有一个下伸的挡脚b02242,托板b0245从两个挡脚b02242之间穿过。
[0038]
导向块b0224底面与托板b0245顶面之间的间隙大于长引脚05环形圈的厚度,导向
块b0224的后部包括低于导向块底面的挡板(图中未示出),导向块b0224底面的前部有长引脚动断触头053的避让槽b02243。
[0039]
托板机构b024还包括托板左行限位挡块(图中未示出),托板左行限位挡块固定在台板b0213(沿x轴方向)前端的立面上,位于第一直线导轨副b0253滑块的左侧。
[0040]
托板b0245和推板b0255两者相对,托板b0245布置在推板b0255沿横向(y轴方向)的右侧。
[0041]
在托板机构b024的上料位置,即在初始状态下,第一弹簧柱塞b0242、将托板安装块b0244推向左侧,第一直线导轨副b0243的滑块抵在托板左行限位挡块上,托板安装块b0244与第一驱动块b0241左侧的竖板b02411之间存在横向间隙δ,δ=0.8mm。托板b0245与推板b0255之间的横向间隙大于长引脚05接线脚051的厚度。
[0042]
在托板机构b024的上料位置,托板b0245的左端布置在导向块b0224的正下方。托板b0245与推板b0255之间的间隙和托板b0245与导向块b0224之间的间隙共同构成装配机械手的进料口。长引脚的输入轨道b0103安装在直线振动器b0104上。长引脚的输入轨道b0103沿纵向(x轴方向)布置,长引脚的输入轨道b0103后端的出口与装配机械手的进料口相对。输入轨道b0103包括接线脚滑道b01031和环形圈滑道b01032,接线脚滑道b01031竖直布置。环形圈滑道b01032与接线脚滑道b01031的顶部连接,位于接线脚滑道b01031的右侧。
[0043]
组装底座c0103的承孔c01031中有一个塑胶壳的定位柱c01032,塑胶壳04预装在组装底座c0103的承孔c01031中,由定位柱c01032定位。塑胶壳04的突缘041朝上,塑胶壳04的长引脚插槽042朝左。
[0044]
本实用新型dc电源插座自动装配设备的长引脚装配机构的工作过程如下:
[0045]
如图11所示,长引脚的输入轨道b0103中的工件长引脚05沿长引脚的输入轨道后端的出口沿x轴的负方向进入装配机械手的进料口。
[0046]
滑台气缸b0231开始动作,通过t形连接板b0232带动第一驱动块b0241和第二驱动块b0251向右(y轴正方向)移动,
[0047]
如图12所示,第一驱动块b0241向右移动时,托板b0245和托板安装块b0244在第一弹簧柱塞b0242向左推压力的作用下静止不动,第一驱动块b0241向右移动消除横向间隙δ;第二驱动块b0251向右移动时,通过第二弹簧柱塞b0252推动推板安装块b0254和推板b0255;该过程使推板b0255与托板b0245先夹紧长引脚05的接线脚051。
[0048]
当滑台气缸b0231的移动量超过0.8mm时,第一驱动块b0241左侧的竖板b02411与托板安装块b0244的左侧接触,然后推板b0255、长引脚05和托板b0245一起沿y轴正方向移动。当长引脚05的环形圈移动至组装底座c0103工件承孔的正上方时,长引脚05的接线脚051卡入到塑胶壳04的长引脚的插槽042中,接线脚051的下端被塑胶壳04的底板挡住,推板b0255不能继续向右移动。
[0049]
滑台气缸b0231的滑台继续向右移动时,第一驱动块b0241和第二驱动块b0251跟着向右移动,推板安装块b0254和推板b0255不动,第二弹簧柱塞b0252的弹簧受压缩;托板b0245跟随第一驱动块b0241向右移动,直至全部脱离长引脚05。
[0050]
如图13所示,滑台气缸b0231右行动作完成后,下压气缸b0221的活塞杆伸出带动顶杆b0223下压将长引脚05顶入塑胶壳04中,完成长引脚和塑胶壳的装配。最后,下压机构b022、横向移动机构b023、托板机构b024和推板机构b025依次复位,长引脚的一次装配循环
完成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1