焊带制造设备及其成型装置的制作方法
1.本实用新型涉及焊带领域,特别涉及一焊带制造设备及其成型装置。
背景技术:
2.焊带具有良好的导电性,被应用于光伏组件和电池片的连接。比如说,利用焊带连接多个太阳能电池片,以使得多个太阳能电池片能够进行能量转换和电量传输。具体地,焊带包括一铜层和两个分别被形成于所述铜层的上表面和下表面的两个锡层,在使用过程中,将所述焊带的所述锡层焊接于太阳能电池片,以将太阳能电池片串联或是并联,在太阳能电池片被连接于接线盒后,太阳能电池片之间能够形成完整的电气通路,进而在使用过程中,太阳能电池片将太阳能转化成电能,且产生的电流能够通过所述焊带进行传输。所述焊带的质量直接影响着光伏组件对太阳能的收集效率,而所述焊带的制造设备及其制造方法直接影响焊带的品质和生产效率。
技术实现要素:
3.本实用新型的一个目的在于提供一焊带制造设备及其成型装置,其中所述焊带制造设备用于高效地生产一光伏焊带,有利于提高所述光伏焊带的生产效率,缩减所述光伏焊带的生产周期,降低人力成本。
4.本实用新型的一个目的在于提供一焊带制造设备及其成型装置,其中所述焊带制造设备包括一成型装置,其中所述成型装置自动化地成型至少一铜线。
5.本实用新型的一个目的在于提供一焊带制造设备及其成型装置,其中所述成型装置多次成型所述铜线,以得到预设的形状。
6.本实用新型的一个目的在于提供一焊带制造设备及其成型装置,其中所述成型装置预设至少一挤压空间,其中所述铜线被牵引地通过所述挤压空间,以实现一次挤压。
7.本实用新型的一个目的在于提供一焊带制造设备及其成型装置,其中所述成像装置包括至少两挤压空间,其中所述铜线被牵引地通过两个预设形状的所述挤压空间,以实现至少二个挤压成型。
8.本实用新型的一个目的在于提供一焊带制造设备及其成型装置,其中所述铜线经过至少三次一成型单元的成型,以得到预设形状。
9.本实用新型的一个目的在于提供一焊带制造设备及其成型装置,其中所述成型装置进一步地包括一退火机构,其中所述铜线被至少一次成型后,所述铜线被所述退火机构处理,以消减所述铜线的应力。
10.本实用新型的一个目的在于提供一焊带制造设备及其成型装置,其中所述成型装置的所述退火机构被保持于任一所述成型单元之间,以供所述铜线被至少二个成型的过程中被所述退火机构处理,以消减所述铜线的应力。
11.本实用新型的一个目的在于提供一焊带制造设备及其成型装置,其中所述成型装置进一步地包括一检测机构,其中所述检测机构检测被成型为预设形状的所述铜线是否满
足要求。
12.依本实用新型的一个方面,本实用新型提供一焊带制造设备,其包括:
13.一放线装置,其中所述放线装置包括一驱动主体、一承载主体以及被可拆卸地安装于所述承载主体的一紧固主体,其中所述承载主体具有一限位斜面,所述紧固主体具有一紧固斜面,所述承载主体的所述限位斜面和所述紧固主体的所述紧固斜面相对。
14.根据本实用新型的一个实施例,所述的焊带制造设备进一步包括一成型装置,其中所述成型装置包括至少一成型单元,其中所述成型单元包括一成型主体和一成型模具,所述成型模具具有一成型空间,所述成型模具被可拆卸地设置于所述成型主体。
15.根据本实用新型的一个实施例,所述的焊带制造设备进一步包括一压制装置,其中所述压制装置包括一动力主体和被可驱动地连接于所述动力主体的一压制主体,其中所述压制主体具有一压制空间。
16.根据本实用新型的一个实施例,所述的焊带制造设备进一步包括一退火装置,其中所述退火装置包括一正极轮、一负极轮、一保护主体、一降温主体以及一干燥主体,其中所述保护主体具有一保护通道,其中所述降温主体具有一容液槽,其中所述干燥主体具有一干燥通道,所述正极轮和所述负极轮允许电流通过,所述保护主体被设置于所述正极轮和所述负极轮之间,所述负极轮被设置于所述降温主体的所述容液槽所述干燥主体被设置于所述降温主体的上方。
17.根据本实用新型的一个实施例,所述的焊带制造设备进一步包括一锡层成型装置,其中所述锡层成型装置包括一锡容置池和至少一个送风主体,其中所述送风主体具有一出风口,所述送风主体被保持于所述锡容置池的上方。
18.根据本实用新型的一个实施例,所述的焊带制造设备进一步包括一自动加锡装置,其中所述自动加锡装置包括一容纳主体、一撞击主体以及一引导主体,其中所述容纳主体具有一容纳腔、被连通于所述容纳腔的一锡块出口和一推动口,其中所述锡块出口和所述推动口相对,其中所述锡块出口和所述推动口位于所述容纳主体的底部,所述撞击主体以对应于所述容纳主体的所述推动口的方式被设置于所述容纳主体的一侧。
19.根据本实用新型的一个实施例,所述的焊带制造设备进一步包括一自动收线装置,其中所述自动收线装置包括一驱动机构、一转动主体、至少两个旋转轴以及一控制主体,其中所述控制主体被可通信地连接于所述驱动机构、所述转动主体和所述旋转轴,所述转动主体和所述旋转轴被可驱动转动地连接于所述驱动机构,所述旋转轴被间隔地设置于所述转动主体。
20.依本实用新型的另一个方面,本实用新型提供一焊带制造设备,其包括:
21.一自动加锡装置,其中所述自动加锡装置包括一容纳主体、一撞击主体以及一引导主体,其中所述容纳主体具有一容纳腔、被连通于所述容纳腔的一锡块出口和一推动口,其中所述锡块出口和所述推动口相对,其中所述锡块出口和所述推动口位于所述容纳主体的底部,所述撞击主体以对应于所述容纳主体的所述推动口的方式被设置于所述容纳主体的一侧。
22.依本实用新型的另一个方面,本实用新型提供一焊带制造设备,其包括:
23.一自动收线装置,其中所述自动收线装置包括一驱动机构、一转动主体、至少两个旋转轴以及一控制主体,其中所述控制主体被可通信地连接于所述驱动机构、所述转动主
体和所述旋转轴,所述转动主体和所述旋转轴被可驱动转动地连接于所述驱动机构,所述旋转轴被间隔地设置于所述转动主体。
24.依本实用新型的另一个方面,本实用新型提供一成型装置,其中所述成型装置适于压制一被成型物,包括:
25.至少一成型单元,其中所述成型单元包括一成型主体和一成型模具,所述成型模具具有一成型空间,所述成型模具被可拆卸地设置于所述成型主体。
26.根据本实用新型的一个实施例,所述成型单元是2个以上,其中所述成型单元界定所述成型单元,其中所述被成型物所述成型单元至少二个成型,以供所述被成型物被成型为预设形状。
27.根据本实用新型的一个实施例,所述成型装置进一步地包括至少一成型引导组件,其中所述成型引导组件被设置于所述成型主体,以供所述被成型物被引导地依次经过每个所述成型单元的所述成型空间。
28.根据本实用新型的一个实施例,所述成型装置进一步地包括一退火机构,其中所述退火机构被保持任意两个所述成型单元之间,以供所述被成型物被处理。
29.根据本实用新型的一个实施例,所述成型单元包括一第一压制件和一第二压制件,其中所述第一压制件和所述第二压制件被驱动界定所述成型空间,以供所述被成型物被所述第一压制件和所述第二压制件驱动地压制成型。
30.根据本实用新型的一个实施例,所述第一压制件和所述第二压制件以滚动的方式被驱动,其中所述第一压制件和所述第二压制件被同时压制以界定所述成型空间。
附图说明
31.图1是根据本实用新型的一较佳实施例的一焊带生产设备的结构图示意图。
32.图2a是根据本实用新型的上述较佳实施例的所述焊带制造设备的一放线装置的结构图示意图。
33.图2b是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述放线装置的分解图示意图。
34.图2c是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述放线装置的剖视图示意图。
35.图2d是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述放线装置的一应用图示意图。
36.图2e是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述放线装置的一应用图示意图。
37.图3a是根据本实用新型的上述较佳实施例的所述焊带制造设备的一成型装置的结构图示意图。
38.图3b是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述成型装置的一成型单元的剖视图示意图。
39.图3c是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述成型装置的成型过程的一个阶段的示意图。
40.图3d是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述成型装置
的成型过程的一个阶段的示意图。
41.图3e是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述成型装置的成型过程的一个阶段的示意图。
42.图3f是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述成型装置的成型过程的一个阶段的示意图。
43.图4a是根据本实用新型的上述较佳实施例的所述焊带制造设备的一压制装置的结构图示意图。
44.图4b是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述压制装置的分解图示意图。
45.图4c是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述压制装置的剖视图示意图。
46.图4d是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述压制装置的压制过程的一个阶段的示意图。
47.图5a是根据本实用新型的上述较佳实施例的所述焊带制造设备的一退火装置的结构图示意图。
48.图5b是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述退火装置的应用图示意图。
49.图6a是根据本实用新型的上述较佳实施例的所述焊带制造设备的一助焊剂覆盖装置的结构图示意图。
50.图6b是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述助焊剂覆盖装置的分解图示意图。
51.图7a是根据本实用新型的上述较佳实施例的所述焊带制造设备的一锡层成型装置的结构图示意图。
52.图7b是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述锡层成型装置的结构图示意图。
53.图7c是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述锡层成型装置的涂锡过程的一个阶段的示意图。
54.图7d是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述锡层成型装置的涂锡过程的一个阶段的示意图。
55.图8a是根据本实用新型的上述较佳实施例的所述焊带制造设备的一自动加锡装置的结构图示意图。
56.图8b是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述自动加锡装置的结构图示意图。
57.图8c是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述自动加锡装置的结构图示意图。
58.图8d是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述自动加锡装置的应用图示意图。
59.图9a是根据本实用新型的上述较佳实施例的所述焊带制造设备的一收线装置的结构图示意图。
60.图9b是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述收线装置的收线过程的一个阶段的示意图。
61.图9c是根据本实用新型的上述较佳实施例的所述焊带制造设备的所述收线装置的收线过程的一个阶段的示意图。
62.图9d是根据本实用新型的上述较佳实施例的所述焊带制造设备的收线装置的收线过程的一个阶段的示意图。
63.图10是根据本实用新型的第二较佳实施例的所述焊带制造设备的成型装置的立体示意图。
64.图11是根据本实用新型的第三较佳实施例的所述焊带制造设备的成型装置的立体示意图。
65.图12是根据本实用新型的第四较佳实施例的所述焊带制造设备的成型装置的立体示意图。
66.图13a是根据本实用新型的第五较佳实施例的所述焊带制造设备的成型装置的立体示意图。
67.图13b是根据本实用新型的上述较佳实施例的所述焊带制造设备的a-a截面的成型装置的截面示意图。
68.图14是根据本实用新型的第六较佳实施例的所述焊带制造设备的成型装置的立体示意图。
69.图15是根据本实用新型的第七较佳实施例的所述焊带制造设备的成型装置的立体示意图。
具体实施方式
70.以下描述用于揭露本实用新型以使本领域技术人员能够实现本实用新型。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本实用新型的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本实用新型的精神和范围的其他技术方案。
71.本领域技术人员应理解的是,在本实用新型的揭露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本实用新型的限制。
72.可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
73.参照说明书附图1至图9d,根据本实用新型的一较佳实施例的一焊带制造设备100将在接下来的描述中被阐述,其中所述焊带制造设备100能够高效地生产一光伏焊带200,提高了所述光伏焊带200的生产效率,降低了生产所述光伏焊带200的人力成本,缩短了所述光伏焊带200的生产周期。
74.所述光伏焊带200包括一铜层201和形成于所述铜层201表面的一焊锡层 202。所
述光伏焊带200具有凹凸表面,增大了所述光伏焊带200的焊接面积和反光面积,提高所述光伏焊带200的可靠性和反光率。
75.参照图2a至图2e,所述焊带制造设备100包括一放线装置10,其中所述放线装置10适用于固定不同尺寸的铜线盘300。所述铜线盘300包括一绕线盘301 和被绕设于所述绕线盘301的外壁的一铜线302,所述绕线盘301具有一安装通道303,所述绕线盘301被固定于所述放线装置10。所述放线装置10能够驱使所述绕线盘301旋转,进而在旋转的过程中进行放线作业,所述铜线302被牵引地离开所述绕线盘301。所述铜线302在后续形成所述光伏焊带200的所述铜层201。
76.具体来说,所述放线装置10包括一驱动主体110、一承载主体120以及被可拆卸地安装于所述承载主体120的一紧固主体130,其中所述承载主体120被可驱动地设置于所述驱动主体110,所述铜线盘300被可拆卸地安装于所述承载主体120,所述承载主体120被保持于所述铜线盘300的所述绕线盘301的所述安装通道303。所述紧固主体130被可拆卸地安装于所述承载主体120,并将所述铜线盘300的所述绕线盘301固定于所述承载主体120。所述驱动主体110能够驱动所述承载主体120转动,进而带动被设置于所述承载主体120的所述铜线盘 300和所述紧固主体130旋转。所述铜线302在旋转的过程中离开所述绕线盘 301。
77.所述承载主体120包括一限位部121和自所述限位部121向外延伸的一承载轴122,其中所述限位部121具有一限位斜面1201。所述紧固主体130包括一紧固部131和自所述紧固部131向外延伸的一装配部132,其中所述紧固部131具有一紧固斜面1301。所述铜线盘300以被设置于所述限位部121的所述限位斜面1201和所述紧固部131的所述紧固斜面1301的方式被固定于所述承载主体 120和所述紧固主体130之间。
78.所述铜线盘300以所述绕线盘301的所述安装通道303对应于所述承载主体 120的所述承载轴122的方式套设于所述承载轴122,且所述绕线盘301界定所述安装通道303的内壁的一端被抵接于所述承载主体120的所述限位部121的所述限位斜面1201。
79.所述承载主体120进一步包括一装配轴123,其中所述装配轴123自所述承载轴122向外延伸。所述紧固主体130进一步具有一装配开口1302和被连通于所述装配开口1302的一装配通道1303,其中所述紧固主体130以所述装配开口 1302对应于所述承载主体120的所述装配轴123的方式被可拆卸地安装于所述承载主体120。所述承载主体120的所述承载轴122的端部被保持于所述紧固主体130的所述装配通道1303,所述装配轴123被保持于所述紧固主体120的所述装配开口1302。所述紧固主体130的所述紧固部131插入所述绕线盘301的所述安装通道303,所述紧固主体130的所述紧固部131的所述紧固斜面1301 被抵接于所述绕线盘301界定所述安装通道303的内壁的另一端。
80.也就是说,所述承载主体120的所述限位部121的所述限位斜面1201和所述紧固主体130的所述紧固部131的所述紧固斜面1301对所述铜线盘300的所述绕线盘301施加向内的作用力,以使得所述铜线盘300被固定于所述限位部 121的所述限位斜面1201和所述紧固部131的所述紧固斜面1301之间。
81.所述承载主体120的所述限位部121具有一高端部和一低端部,所述限位斜面1201形成于所述高端部和所述低端部之间。也就是说,自所述限位部121的所述高端部至所述低端部的方向,所述承载主体120的所述限位部121的纵截面积逐渐减小。优选地,所述限位部
121为圆台结构。所述承载轴122自所述限位部121的所述低端部向外延伸。
82.所述紧固主体130的所述紧固部131具有一上端部和一下端部,所述紧固斜面1301形成于所述紧固部131的所述上端部和所述下端部之间。也就是说,自所述下端部1302至所述上端部的方向,所述紧固主体130的所述紧固部131的纵截面积逐渐增大。所述紧固主体130的所述装配部132自所述紧固部131的所述上端部向外延伸。优选地,所述紧固主体130的所述紧固部131为圆台结构。
83.值得一提的是,具有倾斜表面的所述限位部121和所述紧固部131能够固定不同直径的所述安装通道303的所述绕线盘301。比如说,具有大尺寸的所述安装通道303的所述绕线盘301被抵接于靠近所述限位部121的所述高端部和所述紧固部131的所述上端部,具有小尺寸的所述安装通道303的所述绕线盘301被抵接于靠近所述限位部121的所述低端部和所述紧固部131的所述下端部。通过这样的方式,使得所述放线装置10能够适用于固定具有不同尺寸的所述安装通道303的所述铜线盘300。
84.所述放线装置10进一步包括一放线引导组件140,其中所述放线引导组件 140被保持于所述承载主体120和所述紧固主体130的上方。被安装于所述承载主体120和所述紧固主体130的所述铜线盘300的所述铜线302被绕设于所述放线引导组件140,藉由所述放线引导组件140稳定地引导所述铜线302的移动。
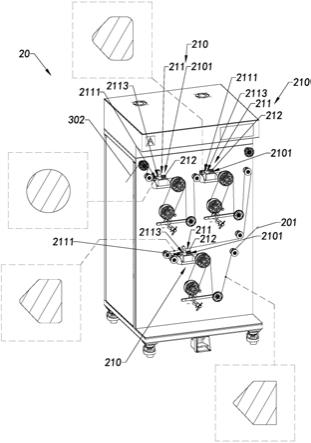
85.参照图3a至图3f,所述焊带制造设备100进一步包括一成型装置20,其中所述成型装置20被设置于所述放线装置10的一侧,经过所述放线装置10的所述铜线302被牵引地经过所述成型装置20。并且,经过所述成型装置20的所述铜线302形成横截面为一预设形状的所述铜层201。
86.在本实用新型的这个具体的实施例中,所述成型装置20通过拉丝成型的方式将所述铜线302形成具有所述预设形状的横截面的所述铜层201。具体来说,所述成型装置20包括多个成型单元210,其中所述成型单元210具有一成型空间2101,所述成型空间2101的横截面为所述预设形状。所述铜线302被牵引地依次经过每个所述成型单元210的所述成型空间2101后,形成具有横截面为所述预设形状的所述铜层201。
87.所述成型单元210包括一成型主体211和一成型模具212,其中所述成型主体211具有一进口2111、一出口2112以及被连通于所述进口2111和所述出口 2112的一容纳空间2113,所述成型空间2101形成于所述成型模具212。所述成型模具212被可拆卸地安装于所述成型主体211的所述容纳空间2113,所述成型模具212的所述成型空间2101被连通于所述成型主体211的所述进口2111、所述容纳空间2113以及所述出口2112。
88.所述铜线302被牵引地自所述成型主体211的所述进口2111进入被置于所述容纳空间2113内的所述成像模具212的所述成型空间2101,在外力的作用下,进入所述成型模具212的所述铜线302被压缩,并能够形成横截面为所述预设形状的所述铜层201。
89.在本实用新型的一个具体的实施例中,所述成型单元210的数量被实施为四个,所述成型单元210的所述成型空间2101的横截面为一五边形,所述铜线302 在每一个所述成型空间2101内被压缩一次,经过四次拉丝工艺后形成横截面为所述预设形状的所述铜层201。
90.值得一提的是,所述成型单元210的具体数量不受限制,所述成型单元210 可以被实施为一个、两个、三个、五个或是以上数量。并且,所述成型单元210 的所述成型空间2101
的具体形状不受限制,所述成型空间2101的横截面形状可以被实施为三角形、梯形、六边形或是其他形状等。通过更换具有不同形状的所述成型空间2101的所述成型模具212,可以得到不同横截面形状的所述铜层201。所述成型单元210的具体实施方式仅仅作为示例,不能成为对本实用新型所述焊带制造设备100和所述成型装置20的内容和范围的限制。
91.在本实用新型的一个具体的实施例中,所述成型装置20通过冲压成型的方式使得所述铜线302形成具有所述预设形状的横截面的所述铜层201。在本实用新型的一个具体的实施例中,所述成型装置20通过碾压成型的方式使得所述铜线302形成具有预设形状的横截面的所述铜层201。本领域技术人员应该理解的是,将所述铜线302形成所述铜层201的具体实施方式仅仅作为示意,不能成为对本实用新型所述焊带制造设备100和其制造方法的内容和范围的限制。
92.所述成型装置20进一步包括一成型引导组件220,其中所述成型引导组件 220被设置于所述成型主体210的周围,经过所述放线装置10的所述牵引组件 140的所述铜线302在所述成型装置20的所述成型引导组件220的作用下,被引导地依次经过每个所述成型单元210的所述成型主体211和所述成型模具212。
93.参照图4a至图4d,所述焊带制造设备100进一步包括一压制装置30,其中所述压制装置30被设置于所述成型装置20的一侧,经过所述成型装置20的所述铜层201被牵引地经过所述压制装置30。并且,经过所述压制装置30的所述铜层201形成具有凹凸表面的结构。
94.具体来说,所述压制装置30包括一动力主体310和被可驱动地连接于所述动力主体310的一压制主体320,其中所述压制主体320具有一压制空间3201,经过所述成型装置20的所述铜层201被牵引地进入所述压制主体320的所述压制空间3201,所述压制主体320压制进入所述压制空间3201的所述铜层201。
95.在本实用新型的这个具体的实施例中,所述压制主体320包括两压制轮321,其中两个所述压制轮321上下设置,并在两个所述压制轮321之间形成所述压制空间3201。两个所述压制轮321之间的距离允许被调节,所述压制空间3201的尺寸可以被调节,进而使得经过所述压制空间3201的所述铜层201能够形成具有凹凸表面的结构。
96.具体来说,两个所述压制轮321中的至少一个所述压制轮321被可驱动地连接于所述动力主体310,所述动力主体310驱动至少一个所述压制轮321上下运动,进而改变两个所述压制轮321之间的距离。
97.当两个所述压制轮321之间的距离小于所述铜层201的厚度时,自所述成型装置20被牵引至所述压制装置30的所述铜层201被所述压制轮321挤压,被挤压的部分厚度减小。当所述动力主体310驱使所述压制轮321运动,且两个所述压制轮321之间的距离增大,并在两个所述压制轮321之间的距离大于所述铜层 210的厚度时,所述铜层210能够不被挤压的通过,即所述铜层210的厚度不会发生变化。通过驱动所述压制轮321上下移动的方式改变所述压制空间3201的尺寸,进而制得具有凹凸表面的所述铜层201。
98.所述压制主体320的具体实施方式不受限制,所述压制主体320的两个所述压制轮321也可以被实施为被左右相对地设置,所述动力主体310驱使至少一个压制轮321左右移动。可选地,所述压制主体320通过碾压的方式压制所述铜层 201。可选地,所述压制主体320通过挤压的方式压制所述铜层201。可选地,所述压制主体320通过冲压的方式压制所述铜层201。本领域技术人员应该知晓的是,所述压制主体320的具体实施方式仅仅作为示例,
不能成为对本实用新型所述焊带制造设备100和其制造方法的内容和范围的限制。
99.优选地,所述动力主体310通过电力驱动的方式驱使所述压制轮321运动。优选地,所述动力主体310通过电力驱动的方式驱使所述压制轮321运动。优选地,所述动力主体通过液压驱动的方式驱使所述压制轮321运动。可选地,所述动力主体310通过齿轮驱动的方式驱使所述压制轮321运动。值得一提的是,所述动力主体310驱动所述压制轮321运动的具体实施方式仅仅作为示例,不能成为对本实用新型所述焊带制造设备100和其制造方法的内容和范围的限制。
100.所述压制装置30进一步包括一冷却主体330,其中所述冷却主体330被设置于所述压制主体320,所述冷却主体330为所述压制主体320降温,避免所述压制主体320的表面温度过高而影响所述焊带200的品质。
101.具体来说所述冷却主体330进一步包括至少一冷却部331和至少一安装部 332,其中所述冷却部331具有一冷却通道3311,其中所述安装部332被设置于所述冷却部331。所述压制主体30的所述压制轮321具有一流通通道3211,其中所述安装部332被安装于所述压制轮321,且所述压制轮321的所述流通通道 3211被连通于所述冷却部331的所述冷却通道3311。所述冷却部331的所述冷却通道3311内的所述冷却液循环地流入所述压制轮321的所述流通通道3211 内,并带走所述压制轮321的热量,以降低所述压制轮321表面的温度。
102.所述压制装置30进一步包括一压制引导组件340,其中所述压制引导组件 340被设置于所述压制主体320的周围,所述压制引导组件340稳定地引导所述铜层201进入和离开所述压制主体320的所述压制空间3201。
103.参照图5a和图5b,所述焊带制造设备100进一步包括一退火装置40,其中所述退火装置40被设置于所述压制装置30的一侧,所述退火装置40对所述压制装置30后的所述铜层201进行退火处理。
104.所述退火装置40包括一正极轮410、一负极轮420、一保护主体430、一降温主体440以及一干燥主体450,其中所述保护主体430具有一保护通道4301,其中所述降温主体440具有一容液槽4401,其中所述干燥主体450具有一干燥通道4501。
105.所述保护主体430被设置于所述正极轮410和所述负极轮420之间,经过所述压制装置30的所述压制空间3201的所述铜层201绕设于所述正极轮410。经过所述正极轮410的所述铜层201进入所述保护主体430的所述保护通道4301 后被绕设于所述负极轮420。所述正极轮410和所述负极轮420之间有电流经过,进而使得被连接于所述正极轮410和所述负极轮420之间的所述铜层201的温度升高。
106.进一步地,所述保护主体430的所述保护通道4301内盛有保护气体,以防止所述铜层201在较高温度下被氧化。优选地,所述保护装置430的所述保护通道4301内盛有惰性气体,例如但不限于氮气。
107.进一步地,所述降温主体440的所述容液槽4401内盛有冷却液,所述负极轮420被设置于所述降温主体440的所述容液槽4401内,所述铜层201被牵引地经过所述降温主体440的所述溶液槽4401内的所述冷却液,被加热后的所述铜层201在所述冷却液中被冷却。
108.经过所述冷却液的所述铜层201被牵引地进入所述干燥主体450的所述干燥空间4501,所述干燥主体450去除所述铜层201表面的液体,使得经过所述干燥主体450的所述铜层201的表面干燥,便于进行后续的工艺。优选地,所述干燥主体450通过吹干所述铜层201
的表面的方式干燥所述铜层201。比如说,设置多个风刀于所述干燥空间4501内,所述风道产生风力以吹干所述铜层201表面的水分。可选地,所述干燥主体450通过吸附所述铜层201的表面水分的方式干燥所述铜层201。本领域技术人员应该理解的是,所述干燥主体450取出所述铜层201的表面的水分的具体实施方式仅仅作为示例,不能成为对本实用新型所述焊带制造设备100的内容和范围的限制。
109.所述退火装置40进一步包括一退火引导组件460,其中所述退火引导组件 460被设置于所述正极轮410、所述负极轮420、所述保护主体430、所述降温主体440以及所述干燥主体450周围,以引导所述铜层201稳定地经过所述正极轮 410、所述负极轮420、所述保护主体430、所述降温主体440以及所述干燥主体 450。优选地,所述退火引导组件460能够控制所述铜层201的运动速度。
110.参照图6a和图6b,所述焊带制造设备100进一步包括一助焊剂覆盖装置50,其中所述助焊剂覆盖装置50被设置于所述退火装置40的一侧,所述助焊剂覆盖装置50将一助焊剂覆盖于所述铜层201的表面,有利于保护所述铜层201,防止所述铜层201发生氧化反应。
111.具体来说,所述助焊剂覆盖装置50包括一防护壳体510和一喷洒主体520,其中所述防护壳体510具有一维持空间5101、被连通于所述维持空间5101的一维持进口5102和一维持出口5103,所述喷洒主体520具有一喷洒口,所述喷洒主体520以所述喷洒口朝向所述防护壳体510的所述维持空间5101的方式被设置于所述防护壳体510的上方。经过所述退火装置40的所述铜层201被牵引地自所述维持进口5102进入所述防护壳体510的所述维持空间5101,被容纳于所述喷洒主体520内的一助焊剂自所述喷洒主体520的所述喷洒口进入所述防护壳体510的所述维持空间5101,并覆盖于所述铜层201的表面,形成助焊膜于所述铜层201的表面,提高所述光伏焊带200的性能。形成了助焊膜的所述铜层 201被牵引地自所述维持出口5103离开。
112.优选地,所述防护壳体被倾斜地设置,有利于所述助焊剂均匀地覆盖所述铜层201的表面。
113.值得一提的是,所述助焊剂的种类不受限制,所述助焊剂可以被实施为液体或是固体粉末等。优选地,所述喷洒主体520通过喷洒的方式将所述助焊剂覆盖于所述铜层201的表面。
114.所述助焊剂覆盖装置50进一步包括一防护盖530,其中所述防护盖530具有一流通口5301,其中所述防护盖530以所述流通口5301被连通于所述防护壳体 510的方式被设置于所述防护壳体510。所述防护盖530遮挡所述防护壳体510 的所述维持空间5101,避免自所述喷洒主体520的所述喷洒口喷出的所述助焊剂溅至外部环境。
115.具体地,所述喷洒主体520具有一助焊剂容纳盒521和被连通于所述柱焊接容纳盒521的容纳空间的至少一引导管522,所述喷洒口形成于所述引导管522。所述引导管522自所述容纳和521向下延伸至所述防护壳体510的所述维持空间 5101,所述引导管522以所述喷洒口被连通于所述防护壳体510的所述维持空间 5101的方式位于所述防护盖530的所述流通口5301。所述引导管522的所述喷洒口位于所述防护盖530的所述流通口5301的下方。当所述引导管522朝向所述防护壳体510的所述维持空间5101内的所述铜层201喷洒所述助焊剂时,溅起的所述助焊剂被所述防护盖530阻挡而无法溅入外部环境中,有利于减少助焊剂的浪费,也避免了对环境造成污染。
116.值得一提的是,所述引导管522的具体数量不受限制,所述引导管522可以被实施为一个,藉由一个所述引导管522覆盖所述助焊剂于一个所述铜层201的表面,或者,藉由一个所述引导管522覆盖所述助焊剂于两个甚至两个以上数量的所述铜层201的表面。所述引导管522也可以被实施为两个或是两个以上数量,其中每个所述引导管522对应于一个所述铜层201,以同时对两个或是两个以上数量的所述铜层201喷洒所述助焊剂。
117.所述助焊剂覆盖装置50进一步包括一助焊引导组件540,其中所述助焊引导组件540被设置于所述防护壳体510的周围,所述助焊引导组件540引导所述铜层201自所述维持进口5102进入所述防护壳体510的所述维持空间5101,并在形成助焊膜后,牵引所述铜层201自所述维持出口5103离开。
118.参照图7a至图7d,所述焊带制造设备100进一步包括一锡层成型装置60,其中所述锡层成型装置60被设置于所述助焊剂覆盖装置50的一侧,经过所述助焊剂覆盖装置50的所述铜层201经过所述锡层成型装置60后,形成所述锡层 202于所述铜层201的表面。
119.具体来说,所述锡层成型装置60包括一锡容置池610和一加热主体620,其中所述锡容置池610具有一容置空间6101,其中所述加热主体620被设置于所述锡容置池610,所述加热主体620将进入所述容置空间6101的一锡块解热融化于所述容置空间6101内。经过所述助焊剂覆盖装置50的所述铜层201被牵引地进入所述锡容置池610的所述容置空间6101内,融化的锡覆盖于所述铜层201 的表面,并在后续形成所述锡层202。
120.所述锡层成型装置60进一步包括至少一个送风主体630,其中所述送风主体 630被设置于所述锡容置池610上方,所述送风主体630具有一出风口6301。被锡覆盖的所述铜层201被牵引地经过所述送风主体630,所述送风主体630的所述出风口6301朝向所述铜层201,所述送风主体630自所述出风口6301产生风力,并吹动覆盖于所述铜层201的锡,使得覆盖于所述铜层表面201的锡具有不同的厚度,有利于提高所述光伏焊带200的性能。
121.所述锡层成型装置60进一步包括至少一冷却成型主体640,其中所述冷却成型主体640被设置于所述送风主体630的上方,其中所述冷却成型主体640具有一冷却成型通道6401。经过所述送风主体630的所述出风口6301后的所述铜层201被牵引地进入所述冷却成型主体640的所述冷却成型通道6401,覆盖于所述铜层201的锡在所述冷却成型通道6401内冷却,进而形成所述锡层202于所述铜层201。优选地,设置多个风刀于所述冷却成型通道6401内,所述风刀产生的风带走锡的热量,以使得锡冷却成型于所述铜层201,进而制得所述光伏焊带 200。
122.所述锡层成型装置60进一步包括一涂锡引导组件650,其中所述涂锡引导组件650被设置于所述锡容置池610、所述送风主体630以及所述冷却成型主体640 的周围,所述涂锡引导组件650引导所述依次经过所述锡容置池610的所述容置空间6101、所述送风主体630的所述送风口6301以及所述冷却成型主体640的所述冷却成型空间6401。
123.参照图8a至图8d,所述焊带制造设备100进一步包括一自动加锡装置70,其中所述自动架子装置70被设置于所述锡成型装置60的所述锡容置池610的一侧,所述自动加锡装置70能够自动将所述锡块加入所述锡容置池610的所述容置空间6101,提高了加锡的安全性,也节省了人力成本。
124.具体来说,所述自动加锡装置70包括一容纳主体710、一撞击主体720、一引导主体730以及一动力机构740,其中所述容纳主体710具有一容纳腔7101、被连通于所述容纳腔
7101的相互间隔的多个锡块出口7102和相互间隔的多个推动口7103,其中所述锡块出口7102和所述推动口7103相对,所述引导主体730 具有一引导槽7301。所述锡块出口7102和所述推动口7103位于所述容纳主体 710的底部。所述撞击主体720和所述引导主体730分别被保持于所述容纳主体 710的两侧。所述撞击主体720和所述引导主体730相对应,且所述撞击主体720 和所述引导主体730能够分别对应所述锡块出口7102和所述推动口7103。所述引导主体730的所述引导槽7301能够被连通于所述锡层成型装置60的所述锡容置池610的所述容置空间6101和所述容纳主体710的所述容纳腔7101。
125.所述锡块出口7102的大小仅允许一个所述锡块通过,所述撞击主体720能够撞击对应于所述锡块出口7102和所述推动口7103的所述锡块自所述锡块出口 7102进入所述引导主体730的所述引导槽7301,所述锡块自所述引导槽7301进入所述锡容置池610的所述容置空间6101内,所述锡块被加热后融化。所述锡块被相互叠置地放置于所述容纳主体710的所述容纳腔7101内,所述撞击主体 720依次将所述锡块撞入所述锡容置池610的所述容置空间6101。
126.在本实用新型的一个具体的实施例中,所述撞击主体720被实施为一电推杆,所述撞击主体720被驱动地伸缩,并在所述撞击主体720朝向所述锡块运动时,对所述锡块产生撞击作用力,使得所述锡块自所述锡块出口7102快速离开所述容纳腔7101。可选地,所述撞击主体720通过液压驱动的方式伸缩,并撞击所述锡块进入所述锡容置池610的所述容置空间6101内。可选地,所述撞击主体 720通过摆动的方式撞击所述锡块等。本领域技术人员应该理解的是,所述撞击主体720驱使所述锡块进入所述锡容置池610的所述容置空间6101的具体方式仅仅作为示例,不能成为对本实用新型所述焊带制造设备100和其制造方法的内容和范围的限制。
127.优选地,所述容纳主体710被可驱动移动地被设置于所述动力机构740,所述动力机构740能够驱动所述容纳主体710左右移动,以使得所述容纳主体710 不同的所述锡块出口7102和所述推动口7103分别对应于所述引导主体730和所述撞击主体720,进而能够自动地将所述容纳主体710内的所述锡块都推入所述锡容置池610的所述容置空间6101内。
128.参照图9a至图9d,所述焊带制造设备100进一步包括一自动收线装置80,其中所述自动收线装置80被设置于所述锡层成型装置60的一侧,经过所述锡层成型装置60的所述冷却成型主体640的所述冷却成型通道6401后制得的所述光伏焊带200被牵引地经过所述自动收线装置80,所述自动收线装置80自动将所述光伏焊带收纳成一焊带盘。
129.具体来说,所述包括至少一驱动机构810、一转动主体820、至少两个旋转轴830以及至少两个收线盘840,其中所述转动主体820和所述旋转轴830被可驱动转动地连接于所述驱动机构810,其中两个所述旋转轴830相邻地设置于所述转动主体820,其中所述收线盘840被可拆卸地安装于所述旋转轴830。
130.经过所述冷却成型通道6401后制得的所述光伏焊带200被牵引地经过所述自动收线装置80的所述收线盘840,所述驱动主体820驱动所述旋转轴830旋转,并使得光伏焊带200被绕设于跟随所述转转轴830转动的所述收线盘840。
131.所述自动收线装置80进一步包括一控制主体850,其中所述控制主体850被可通信地连接于所述驱动机构810和所述旋转轴830。当被设置于所述收线盘840 的所述光伏焊带200的量达到一预设标准时,所述控制所述驱动机构810转动,进而改变所述光伏焊带绕设
的所述收线盘840。
132.比如说,两个所述旋转轴830间隔地左右设置,设定左侧的所述旋转轴830 的旋转圈数,当左侧的所述旋转轴旋转时,被安装于左侧的所述旋转轴的所述收线盘840收纳所述光伏焊带,此时,右侧的所述旋转轴830静止。当左侧所述旋转轴830旋转至设定圈数,即绕设于所述收线盘840的光伏焊带200达到所述预设标准,所述控制主体850控制所述驱动机构810驱动所述转动主体820旋转,左右设置的两个所述旋转轴830交换位置,被换至右侧的所述旋转轴830停止转动,被换至左侧的所述旋转轴830开始转动,进而改变所述光伏焊带200绕设的所述收线盘840。
133.可选地,所述控制主体850可以根据绕设于所述收线盘840的所述光伏焊带的重量控制所述转动主体820、所述旋转轴830以及所述收线盘840的转动。值得一提的是,所述控制主体850控制所述转动主体820和所述旋转轴830转动的角度、转动的时机和转动的依据仅仅作为示例,且所述转动轴830的具体数量也仅仅作为示例,不能成为对本实用新型所述焊带制造设备100和其制造方法的内容和范围的限制。
134.所述自动收线装置80进一步包括一收线引导组件860,其中所述收线引导组件860被设置于所述转动主体820的一侧,所述收线引导组件860牵引经过所述锡层成型装置60的所述光伏焊带200被绕设于所述收线盘840。
135.值得一提的是,所述焊带制造设备100可以同时对一根铜线进行加工处理,也可以同时对多根铜线进行加工处理。并且,至少一个所述放线装置10、至少一个所述成型装置20、至少一个所述压制装置30、至少一个所述退火装置40、至少一个所述助焊剂覆盖装置50、至少一个所述锡层成型装置60、至少一个所述自动加锡装置70以及至少一个所述自动绕线装置80可以根据生产需求进行排列布置,图1中示意出的排列布置的方式仅仅作为示意,不能成为对本实用新型所述焊带制造设备100和焊带制造方法的内容和范围的限制。
136.参考说明书附图之图10,本实用新型的第二较佳实施例被详细地揭露并诠释,其中所述地热较佳实施例的成型装置20的实施方式和所述第一较佳实施例的实施方式不同而成为新的实施例,其中所述成型装置20包括三个所述成型单元210,其中每个所述成型单元210界定的所述成型空间2101的横截面为所述预设形状。所述铜线302被牵引地依次经过每个所述成型单元210的所述成型空间2101后,形成具有横截面为所述预设形状的所述铜层201。
137.所述铜线302被牵引地自所述成型主体211的所述进口2111进入被置于所述容纳空间2113内的所述成像模具212的所述成型空间2101,在外力的作用下,进入所述成型模具212的所述铜线302被压缩,并能够形成横截面为所述预设形状的所述铜层201。
138.在本实用新型的本较佳实施例中,所述成型单元210的数量被实施为三个,所述成型单元210的所述成型空间2101的横截面为一五边形,所述铜线302在每一个所述成型空间2101内被压缩一次,经过三次拉丝工艺后形成横截面为所述预设形状的所述铜层201。
139.参考说明书附图之图11,本实用新型的第三较佳实施例被详细地揭露并诠释,其中所述地热较佳实施例的成型装置20的实施方式和所述第一较佳实施例的实施方式不同而成为新的实施例,其中所述成型装置20包括五个所述成型单元210,其中每个所述成型单元210界定的所述成型空间2101的横截面为所述预设形状。一被成型物被所述成型引导组件220牵引地依次经过每个所述成型单元210的所述成型空间2101后,形成具有横截面为所
述预设形状。
140.优选地,所述被成型物被实施为铜线302。所述铜线302被所述成型引导组件220牵引地依次经过每个所述成型单元210的所述成型空间2101后,形成具有横截面为所述预设形状的所述铜层201。
141.所述铜线302被牵引地自所述成型主体211的所述进口2111进入被置于所述容纳空间2113内的所述成像模具212的所述成型空间2101,在外力的作用下,进入所述成型模具212的所述铜线302被压缩,并能够形成横截面为所述预设形状的所述铜层201。
142.在本实用新型的本较佳实施例中,所述成型单元210的数量被实施为五个,所述成型单元210的所述成型空间2101的横截面为一五边形,所述铜线302在每一个所述成型空间2101内被压缩一次,经过五次拉丝工艺后形成横截面为所述预设形状的所述铜层201。
143.参考说明书附图之图12,本实用新型的第四较佳实施例被详细地揭露并诠释,其中所述地热较佳实施例的成型装置20的实施方式和所述第一较佳实施例的实施方式不同而成为新的实施例,其中所述成型装置20包括六个所述成型单元210,其中每个所述成型单元210界定的所述成型空间2101的横截面为所述预设形状。所述铜线302被牵引地依次经过每个所述成型单元210的所述成型空间2101后,形成具有横截面为所述预设形状的所述铜层201。
144.所述铜线302被牵引地自所述成型主体211的所述进口2111进入被置于所述容纳空间2113内的所述成像模具212的所述成型空间2101,在外力的作用下,进入所述成型模具212的所述铜线302被压缩,并能够形成横截面为所述预设形状的所述铜层201。
145.在本实用新型的本较佳实施例中,所述成型单元210的数量被实施为六个,所述成型单元210的所述成型空间2101的横截面为一五边形,所述铜线302在每一个所述成型空间2101内被压缩一次,经过六次拉丝工艺后形成横截面为所述预设形状的所述铜层201。
146.参考说明书附图之图13a和图13b,本实用新型的第五较佳实施例被详细地揭露并诠释,其中所述地热较佳实施例的成型装置20的实施方式和所述第一较佳实施例的实施方式不同而成为新的实施例,其中所述成型单元210包括至少一第一成型件213和一第二成型件214,其中所述第一成型件213和所述第二成型件214被驱动地往复运动,以将所述铜线302压制成预设的形状。所述第一成型件213和所述第二成型件214界定所述成型空间2101。
147.优选地,所述第一成型件213的压制面和所述第二成型件214的压制面界定一五边形的所述成型空间2101。
148.进一步地,所述第一成型件213和所述第二成型件214的所述压制面可以被实施为其他形态,以界定预设的所述成型空间2101。
149.优选地,所述第一成型件213和所述第二成型件214以共同压扁所述铜线302 的方式滚动,其中所述第一成型件213顺时针运动,其中所述第二成型件214逆时针运动,其中所述第一成型件213和所述第二成型件214滚动压扁所述铜线 302,并且所述第一成型件213和所述第二成型件214分别与所述铜线302的运动方向相切,以得到被预设形状的所述铜层201,其中所述第一成型件213和所述第二成型件214被转动的方式压制所述铜丝302为预设形状。
150.进一步地,所述铜丝302被四个所述成型单元210多次成型,使得所述铜丝 302被所述成型单元210多次成型后被压制成预设形状。进一步地,在本较佳实施例中,所述铜丝
302被预制为五角形。
151.参考说明书附图之图14,本实用新型的第六较佳实施例被详细地揭露并诠释,本实施例的所述成型装置20和所述第一个较佳实施例的实施方式不同而成为新的实施例,其中所述成型装置20进一步地包括一退火机构23,其中所述退火机构23被保持于四个所述成型单元210的中间,所述铜丝302经过两个所述成型单元210之后被所述退火机构23加工,以消减所述铜丝302的应力,进一步地,被持温的所述铜丝302依次被所述成型单元210成型,以更便于所述铜丝 302被压制成预设形状。
152.在本实用新型的其他实施例中,所述退火机构23可以被保持于所述任一的两个所述成型单元210之间,以消减所述铜丝302的应力。
153.参考说明书附图之图15,本实用新型的第七较佳实施例被详细地揭露并诠释,本实施例的所述成型装置20和所述第一个较佳实施例的实施方式不同而成为新的实施例,其中所述成型装置20进一步地包括一检测机构24,其中所述检测机构24实时地检测被各个所述成型单元210成型的预设形状的横截面的所述铜层201是否满足预设形状,以实时地提供所述同层201是否被制成预设形状的相关检测信息,以提供制作工艺上的报错信息。
154.本领域的技术人员可以理解的是,以上实施例仅为举例,其中不同实施例的特征可以相互组合,以得到根据本实用新型揭露的内容很容易想到但是在附图中没有明确指出的实施方式。
155.本领域的技术人员应理解,上述描述及附图中所示的本实用新型的实施例只作为举例而并不限制本实用新型。本实用新型的目的已经完整并有效地实现。本实用新型的功能及结构原理已在实施例中展示和说明,在没有背离所述原理下,本实用新型的实施方式可以有任何变形或修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1