锂电池模切卷绕装置的制作方法
1.本实用新型涉及锂电池技术领域,具体地,涉及一种锂电池模切卷绕装置。
背景技术:
2.模切与卷绕工序在卷绕锂电池生产过程中是必不可少的工序,目前,量产卷绕电芯一般用卷针将正极、负极和隔膜卷绕成凝胶辊jelly roll(jr),然后进行装配。锂电池的极片在生产过程中不可避免会产生瑕疵,在以往的模切过程中遇到瑕疵位置会照常模切。
3.在现有生产技术中,在模切工序检测到瑕疵时设备高速运行(五金模切速度约35m/min,激光模切速度约60m/min)很难及时作出反应,计算机需要较长时间的计算,往往会跟不上生产节拍进而造成生产效率低下。若是在卷绕过程中,对含有瑕疵的模切周期直接丢弃,会导致瑕疵位置到此周期结束位置的极片浪费,而且也会对刀模造成浪费。
4.专利文献cn108520981a公开了一种智能模切卷绕一体机,包括卷绕系统、与卷绕系统对接的导向缓存系统、模切系统、监测系统、以及控制系统,导向缓存系统对卷绕系统中的物料进行缓存和导向,模切系统对卷绕系统中的物料激光切割,监测系统对卷绕系统中的物料进行监测,卷绕系统、导向缓存系统、模切系统和监测系统均与控制系统电连接,但该设计没有给出极片瑕疵的处理方案,结构设计不合理。
技术实现要素:
5.针对现有技术中的缺陷,本实用新型的目的是提供一种锂电池模切卷绕装置。
6.根据本实用新型提供的一种锂电池模切卷绕装置,包括控制机构、预分切机构、模切机构、卷绕机构、输出机构以及扫描输入机构;
7.所述预分切机构包括第一卷轴、采集设备、第一模切设备以及第二卷轴,所述第一卷轴用于安装第一极片,所述第一极片通过所述第一模切设备模切后形成第二极片并收卷于第二卷轴上,所述采集设备设置在第一卷轴和第一模切设备之间,所述采集设备与所述输出机构信号连接;
8.所述模切机构包括第二模切设备、打孔设备、第三模切设备、第三卷轴,所述第二极片依次经过第二模切设备、打孔设备、第三模切设备后形成第三极片并收卷于第三卷轴;
9.所述第三极片通过所述卷绕机构单卷或卷绕成电芯;
10.所述扫描输入机构用于扫描输出机构输出的二维码;
11.所述控制机构分别与预分切机构、模切机构、卷绕机构、输出机构、扫描输入机构信号连接。
12.优选地,所述预分切机构包括标记设备,所述标记设备设置在第一卷轴和第一模切设备之间;
13.所述标记设备、第一模切设备分别与所述控制机构信号连接。
14.优选地,所述控制机构采用人机界面,所述人机界面与所述输出机构信号连接。
15.优选地,所述输出机构采用二维码打印机。
16.优选地,所述扫描输入机构采用二维码扫描器,所述二维码扫描器与控制机构信号连接。
17.优选地,所述卷绕机构包括第四卷轴;
18.所述第三极片包括正极极片以及负极极片;
19.所述正极极片、负极极片同时卷绕至所述第四卷轴;或者
20.所述正极极片或负极极片单独卷绕至所述第四卷轴上。
21.优选地,所述第三卷轴包括正极片卷轴以及负极片卷轴;
22.所述正极片卷轴与第四卷轴之间设置有正极片夹紧组件,所述负极片卷轴与第四卷轴之间设置有负极片夹紧组件;
23.当需要单卷正极极片时,所述第四卷轴只卷绕正极片与隔膜并通过负极片夹紧组件夹紧所述负极极片;
24.当需要单卷负极极片时,所述第四卷轴只卷绕负极片与隔膜并通过正极片夹紧组件夹紧所述正极极片。
25.优选地,所述第三极片包括涂布区以及极耳区;
26.所述留白区设置在所述涂布区沿宽度方向的侧面,其中,所述留白区经模切后形成极耳;或者所述留白区包括极耳以及留白区未模切片段。
27.优选地,涂布区上瑕疵位置宽度方向上形成留白区未模切片段。
28.优选地,所述采集设备采用ccd相机。
29.与现有技术相比,本实用新型具有如下的有益效果:
30.1、本实用新型针对现有技术中卷绕电芯工序对瑕疵位置规划模切能力的缺陷,通过设置预分切机构、模切机构、卷绕机构、输出机构以及扫描输入机构,在实际模切过程中实现对整个极片模切进行规划,大大提高了极片的利用率,提高了生产效率,降低了生产成本。
31.2、本实用新型对有瑕疵的极片进行单卷,对无瑕疵的极片进行正常电芯卷绕,使模切设备规划好模切周期,避免不必要的紧急停机及极片浪费,避免卷绕失误,使各个生产工序有序进行,提高了生产效率,减少了极片的浪费。
32.3、本实用新型解决了长期以来极片瑕疵处理不当带来的困扰,操作方便,容易实施。
附图说明
33.通过阅读参照以下附图对非限制性实施例所作的详细描述,本实用新型的其它特征、目的和优点将会变得更明显:
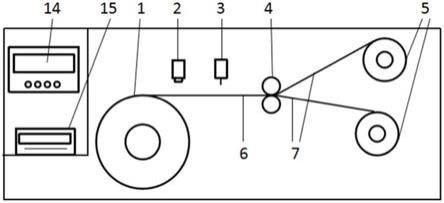
34.图1为预分切机构的结构示意图;
35.图2为模切机构的结构示意图;
36.图3为卷绕机构的结构示意图;
37.图4为第一极片、第二极片的俯视示意图;
38.图5为第二极片经过第二模切设备模切后中间状态极片的俯视示意图;
39.图6为第三极片的俯视示意图。
40.图中示出:
41.第一卷轴1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
负极极片19
42.采集设备2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
正极片卷轴20
43.标记设备3
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
负极片卷轴21
44.第一模切设备4
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一隔膜卷轴22
45.第二卷轴5
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二隔膜卷轴23
46.第一极片6
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
隔膜24
47.第二极片7
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
起始位置标记25
48.第二模切设备8
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
结束位置标记26
49.打孔设备9
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
瑕疵27
50.第三模切设备10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
瑕疵位置28
51.第三卷轴11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
涂布区29
52.中间状态极片12
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
留白区30
53.第三极片13
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
mark孔31
54.人机界面14
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
极耳32
55.二维码打印机15
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
留白区未模切片段33
56.二维码扫描器16
57.第四卷轴17
58.正极极片18
具体实施方式
59.下面结合具体实施例对本实用新型进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本实用新型,但不以任何形式限制本实用新型。应当指出的是,对本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变化和改进。这些都属于本实用新型的保护范围。
60.实施例1:
61.本实用新型提供了一种锂电池模切卷绕装置,包括控制机构、预分切机构、模切机构、卷绕机构、输出机构以及扫描输入机构16,所述扫描输入机构16用于扫描输出机构输出的二维码,所述预分切机构包括第一卷轴1、采集设备2、标记设备3、第一模切设备4以及第二卷轴5,如图1所示,所述第一卷轴1用于安装第一极片6,从所述第一卷轴1上放卷后的所述第一极片6通过所述第一模切设备4模切后形成第二极片7并收卷于第二卷轴5上,图4为第一极片6的俯视图,第一模切设备4沿图6中的虚线剪切后将第一极片6分割为三条第二极片7,因此剪切后的第二极片7分别卷绕至三个第二卷轴5上,等待模切机构对第二极片7进行进一步的模切作业。
62.本实用新型中,所述标记设备3、第一模切设备4分别与所述控制机构信号连接,控制机构能够根据接收到的信息控制第一模切设备4进行模切动作,所述采集设备2与所述输出机构信号连接并通过所述输出机构输出对应于预分切机构作业的的二维码,标记为第一二维码图案,采集设备2优选采用ccd相机,所述输出机构采用二维码打印机15,通过二维码打印机15打印出第一二维码图案。扫面机构16扫描并识别第一二维码图案进而将扫描获得的第一扫描信息输送给控制机构从而指导控制模切机构进行模切作业。
63.进一步地,采集设备2、第一模切设备4均设置在第一卷轴1和第二卷轴5之间,采集设备2、标记设备3均设置在第一卷轴1和第一模切设备4之间,采集设备2用于拍摄第一极片6中的瑕疵27并将具有瑕疵27的位置标记为瑕疵位置28,同时采集设备2将标记信息传输给控制机构,控制机构控制预分切机构动作,利用第一模切设备4将第一极片6分切成具有中间涂布区29、两侧为极耳宽度留白区30的第二极片7,如图4所示,预备后一工序使用。
64.进一步地,以标记设备3所做的标记为原点记录瑕疵位置28及正常极片,便于第一模切设备4进行模切,且标记设备3在第一极片6的合适位置标记起始位置标记25并在极片预分切结束后标记结束位置标记26,如图5所示。
65.需要说明的是,本实用新型中在进行位置标记时应预留出转工序可能浪费的极片长度,以满足产品加工完成后的尺寸需求。本实用新型中所述控制机构优选采用人机界面14,可通过人机界面14实现手动输入控制命令以及各项设置参数的设置,所述人机界面14与输出机构信号连接,预模切过程中通过人机界面14将ccd相机拍摄后记录的瑕疵位置转换为数字信息。
66.所述模切机构包括第二模切设备8、打孔设备9、第三模切设备10以及第三卷轴11,所述第二极片7依次经过第二模切设备8、打孔设备9、第三模切设备10后形成第三极片13并收卷于第三卷轴11,所述输出机构输出对应于模切机构作业的二维码,标记为第二二维码图案,扫面机构16扫描并识别第二二维码图案并将第二扫描信息传输给控制机构进而控制指导卷绕机构的卷绕作业。
67.所述第三极片13通过所述卷绕机构单卷或卷绕成电芯,所述第三极片13包括涂布区29以及留白区30,所述留白区30设置在所述涂布区29沿宽度方向的侧面,其中,所述留白区30包括极耳32;或者所述留白区30包括极耳32以及留白区未模切片段33,沿所述留白区未模切片段33宽度方向上所述涂布区29上设置有瑕疵27。所述控制机构分别与预分切机构、模切机构、卷绕机构、输出机构、扫面机构16信号连接。
68.所述扫描输入机构16优选采用二维码扫描器16,所述二维码扫描器16与控制机构信号连接。
69.具体地,所述卷绕机构包括第四卷轴17,所述第三极片13可以是正极极片18或负极极片19,所述正极极片18、负极极片19与隔膜24同时卷绕至所述第四卷轴17;或者所述正极极片18或负极极片19与隔膜24单独卷绕至所述第四卷轴17上。所述第三卷轴11可以是正极片卷轴20或负极片卷轴21,所述正极片卷轴20与第四卷轴17之间设置有正极片夹紧组件,所述负极片卷轴21与第四卷轴17之间设置有负极片夹紧组件。当需要单卷正极极片18时,所述第四卷轴只卷绕正极片与隔膜并通过负极片夹紧组件夹紧所述负极极片19,当需要单卷负极极片19时,所述第四卷轴只卷绕负极片与隔膜并通过正极片夹紧组件夹紧所述正极极片18。
70.需要指出的是,在所述卷绕机构卷绕的过程中,还需要采集设备采集极片信息,以采集在前需的预模切作业、模切作业中出现的极片损坏的情况,进而保证电芯的质量。
71.在预分切时用ccd相机将第三极片6上的起始位置标记25为原点对瑕疵位置28进行位置记录,第三极片6包括留白区30以及涂布区29,其中,位置记录包括起始位置标记25以及结束位置标记26,如图4、图5所示,在模切时避开已经标记的瑕疵位置28,在卷绕时将优良极片进行正常的卷绕,将标记的瑕疵极片片段进行单卷。
72.本实施例中采用mark孔31进行标记定位,如图6所示,为模切时根据预测形成的模切示意图。
73.在所述预分切工序中对起始位置标记25进行标记,通过ccd相机拍摄瑕疵位置28并进行位置记录,在预分切完成后对该卷内极片的瑕疵位置28及极片信息形成第一二维码图案。在模切之前扫描该卷极片的第一二维码图案并对模切位置进行规划。
74.所述模切时遇到瑕疵位置28后直接开始下一周期模切。在模切完成后形成第二二维码图案,记录极片的模切数据。在卷绕工序开始前扫描第二二维码图案,提前规划模切的完整周期和瑕疵位置28的半周期。
75.所述卷绕过程中,对完整周期进行正常卷绕,瑕疵位置28的半周期直接单卷。
76.实施例2:
77.本实施例为实施例1的优选例。
78.本实施例中,如图3所示,正极片卷轴20上卷绕有正极极片18,负极片卷轴21上卷绕有负极极片19,还包括第一隔膜卷轴22以及第二隔膜卷轴23,第一隔膜卷轴24、第二隔膜卷轴23上均卷绕有隔膜24。
79.本实施例中电芯卷绕时采用由内到外分别为正极极片18、隔膜24、负极极片19、隔膜24四层卷绕的方式最终卷绕到第四卷轴17上形成电芯。
80.在卷绕过程中,通过扫描第二二维码图案后,控制机构控制卷绕机构中各个设备动作,其中,当卷绕至正极极片18有瑕疵位置28需要单卷正极极片18时,所述第四卷轴只卷绕正极片18与隔膜24并通过负极片夹紧组件夹紧所述负极极片19。当卷绕至负极极片19有瑕疵位置28需要单卷负极极片19时,所述第四卷轴只卷绕负极片19与隔膜24并通过正极片夹紧组件夹紧所述正极极片18。
81.本实用新型模切卷绕原理如下:
82.首先,在预分切工序中对第一极片6定位极片中的瑕疵27,所述瑕疵27采用ccd相机进行记录,标记瑕疵位置28;具体地,在预分切工序中,第一极片6的首部及尾部进行定位标记,标记采用打孔标记或者磁条标记,预分切工序完成后形成唯一的第一二维码图案,所述第一二维码图案内记录极片的首部及尾部定位信息、瑕疵位置信息以及瑕疵大小信息。
83.进一步地,瑕疵位置的标记采用直角坐标系记录,或者采用二维或三维的记录方法。瑕疵位置记录时可优选采用笛卡尔坐标系直角坐标系和斜角坐标系,将整卷极片视为展开的二位平面,将起始位置某一点定为原点。也可将整卷极片的圆心作为原点,水平方向为x轴,竖直方向为y轴,整卷极片轴心方向为z轴,具体可根据实际的应用场景灵活选择。
84.其次,根据所述瑕疵位置28做出规划并指导所述模切工序中的模切位置,在模切工序中,根据标记在无瑕疵位置正常模切,在有瑕疵位置的极片片段避开所述瑕疵位置后再开始下一周期的模切。在瑕疵位置结束后,直接开始下一周期的模切,在上一周期极片模切完成后及瑕疵位置中间的极片不进行模切,模切完成后形成唯一的第二二维码图案,第二二维码图案记录极片内部各完整周期模切信息及瑕疵避让位置。
85.最后,在卷绕工序中将无瑕疵位置的极片进行正常的卷绕,卷绕时避开有瑕疵位置的极片片段,将标记有瑕疵位置的极片片段进行单卷。卷绕前扫描第二二维码图案,对完整周期进行正常卷绕,对有瑕疵位置的未模切极片进行单卷。
86.在实际制作极片过程中,一卷极片约3000米,每一个电芯需要的极片约10米,在此
处将每一个卷芯需要的10米极片称为“一个周期”。周期开始及结束时打mark孔进行标记。每个周期内的模切极耳宽度及极耳间距根据预先的计算获得,采用非等间距模切。
87.在本技术的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
88.以上对本实用新型的具体实施例进行了描述。需要理解的是,本实用新型并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本实用新型的实质内容。在不冲突的情况下,本技术的实施例和实施例中的特征可以任意相互组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1