一种基体螺纹车削设备的制作方法
1.本技术涉及机械加工设备技术领域,尤其是涉及一种基体螺纹车削设备。
背景技术:
2.两端带有螺纹的钻具基体的加工过程大致分为加工一端螺纹、更换夹具、更换加工设备和加工另一端螺纹这四个步骤,整个加工过程,因为涉及到多个工序,因此会有较大的误差累积。
技术实现要素:
3.本技术实施例提供一种基体螺纹车削设备,可以降低钻具基体的加工误差。
4.本技术实施例的上述目的是通过以下技术方案得以实现的:
5.本技术实施例提供了一种基体螺纹车削设备,包括:
6.工作台;
7.两个切削部分,均与工作台滑动连接;
8.基体,设在工作台上且位于两个切削部分之间;
9.通孔,开设在基体上;
10.第一夹具体,其一端插入到通孔内;
11.第一定位通孔,设在第一夹具体上;
12.第二夹具体,其一端插入到通孔内并与第一夹具体滑动连接;
13.第二定位通孔,设在第二夹具体上;
14.伸缩装置,设在基体上,用于驱动第一夹具体和第二夹具体沿通孔往复移动;以及
15.驱动装置,设在基体上,用于驱动第一夹具体或者第二夹具体转动;
16.其中,第一定位通孔和第二定位通孔的最小曲率半径相等。
17.在本技术实施例的一种可能的实现方式中,所述第一夹具体的外壁上设有第一锥形卡环;
18.在远离基体的方向上,第一锥形卡环的最大外径趋于增加;
19.在本技术实施例的一种可能的实现方式中,所述第二夹具体的外壁上设有第二锥形卡环;
20.在远离基体的方向上,第二锥形卡环的最大外径趋于增加。
21.在本技术实施例的一种可能的实现方式中,所述第一夹具体上均布有多个第一伸缩缝;
22.第一伸缩缝的一端为开放端,另一端为封闭端;
23.第一伸缩缝的轴线平行于第一夹具体的轴线;
24.第一伸缩缝经过第一锥形卡环。
25.在本技术实施例的一种可能的实现方式中,所述第二夹具体上均布有多个第二伸缩缝;
26.第二伸缩缝的一端为开放端,另一端为封闭端;
27.第二伸缩缝的轴线平行于第二夹具体的轴线;
28.第二伸缩缝经过第二锥形卡环。
29.在本技术实施例的一种可能的实现方式中,所述第一夹具体上设有第一通孔;
30.第一通孔与第一伸缩缝的封闭端连通。
31.在本技术实施例的一种可能的实现方式中,所述第二夹具体上设有第二通孔;
32.第二通孔与第二伸缩缝的封闭端连通。
33.在本技术实施例的一种可能的实现方式中,所述第一定位通孔的内壁上设有第一弧形块,第二定位通孔的内壁上设有第二弧形块;
34.第一弧形块的最小曲率半径等于第二弧形块的最小曲率半径;
35.第一弧形块的最小曲率半径小于第一定位通孔的内径。
附图说明
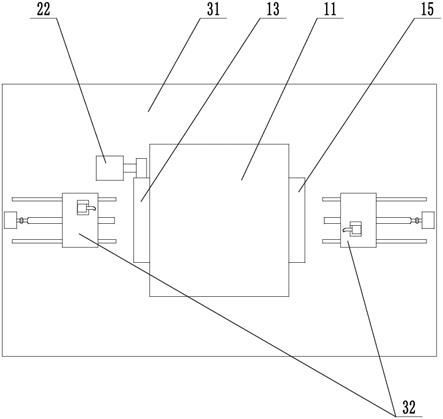
36.图1是本技术实施例提供的一种基体螺纹车削设备的俯视图。
37.图2是本技术实施例提供的一种第一夹具体的结构示意图。
38.图3是本技术实施例提供的一种第二夹具体的结构示意图。
39.图4是本技术实施例提供的一种第一夹具体和第二夹具体工作时的示意图。
40.图5是本技术实施例提供的一种控制器的结构示意框图。
41.图中,11、基体,12、通孔,13、第一夹具体,14、第一定位通孔,15、第二夹具体,16、第二定位通孔,17、第一锥形卡环,18、第二锥形卡环,21、伸缩装置,22、驱动装置,31、工作台,32、切削部分,131、第一伸缩缝,132、第一通孔,141、第一弧形块,142、第二弧形块,151、第二伸缩缝,152、第二通孔。
具体实施方式
42.以下结合附图,对本技术中的技术方案作进一步详细说明。
43.请参阅图1,为本技术实施例公开的一种基体螺纹车削设备,该设备主要由工作台31、切削部分32、基体11、第一夹具体13、第二夹具体15、伸缩装置21和驱动装置22等组成,切削部分32的数量为两个,均安装在工作台31上并与工作台滑动连接,其作用是切削基体两端的螺纹。
44.基体11固定安装在工作台31上,并且位于两个切削部分32之间,其上开设有一个通孔12,通孔12的两端均为开放端,负责安装第一夹具体13和第二夹具体15。
45.请参阅图2至图4,第一夹具体13的一端插入到通孔12内,因此在外力的推动下,第一夹具体13可以沿通孔12的轴线方向往复滑动。第一夹具体13上开设有一个第一定位通孔14,第一定位通孔14的作用是对钻具基体进行定位。
46.第二夹具体15的一端同样插入到通孔12内并通过通孔12与基体11滑动连接,并且,其一端还与第一夹具体13滑动连接,其作用是保证第一夹具体13与第二夹具体15之间的相对位置精度。
47.应理解,通孔12的加工是存在误差的,并且随着通孔12长度的增加,该误差也会随之增加,如果仅以通孔12作为定位基准,第一夹具体13和第二夹具体15的相对位置精度无
法保证,因此,需要同时将第一夹具体13和第二夹具体15通过滑动连接的方式连接在一起,使得二者在移动的过程中,其相对位置关系能够得到保证。
48.在一些可能的实现方式中,第一夹具体13的一端插入到第二夹具体15上的第二定位通孔16内或者第二夹具体15的一端插入到第一夹具体13的第一定位通孔14内。
49.第一定位通孔14和第二定位通孔16的最小曲率半径是相等的,这样可以方便的对钻具基体进行定位。
50.因为切削部分32的数量是两个,因此能够进行同步切削,也就是将现有的四个步骤简化为了一个步骤,整个加工过程没有误差累积。
51.钻具基体夹紧和转动是通过伸缩装置21和驱动装置22实现的,伸缩装置21工作时,拉动第一夹具体13和第二夹具体15向彼此靠近的方向移动,在一些可能的实现方式中,伸缩装置21使用气缸,其工作端上安装有一个轴承,该轴承卡在第一夹具体13外壁上的凹槽内,伸缩装置21动作时,通过轴承推动第一夹具体13移动,第二夹具体15的移动方式与此相同,此处不再赘述。
52.驱动装置22同样安装在基体11上,其作用是驱动第一夹具体13和第二夹具体15转动,因为第一夹具体13和第二夹具体15在夹紧钻具基体后,只要驱动三者中的一个转动,另外两个就会随着转动,因此,驱动装置22可以驱动第一夹具体13转动,可以驱动第二夹具体15转动,当然也可以驱动钻具基体转动。
53.至于驱动的方式,可以通过摩擦力,例如在驱动装置22的输出轴上安装有一个摩擦轮,摩擦轮抵接在第一夹具体13或者第二夹具体15上。
54.使用本技术实施例提供的基体螺纹车削设备,可以同时将钻具基体的两端夹紧,这样,就可以同时在两端进行螺纹加工,相比于以前单次螺纹加工后更换夹具和设备的方式,很明显,这种加工方式的精度是更高的,因为省略了中间的更换工具,降低了误差累积。
55.应理解,一般的螺纹加工中,多使用三爪卡盘进行固定,三爪卡盘只能固定钻具基体的一端,并且在加工过程中容易出现滑动和晃动的情况,尤其是随着钻具基体长度的增加,滑动程度和晃动程度会进一步加剧。
56.第一夹具体13和第二夹具体15的移动是通过伸缩装置21实现的,伸缩装置21安装在基体11上,
57.第一夹具体13和第二夹具体15在相互靠近的过程中,将钻具基体夹紧,加工完成后,第一夹具体13和第二夹具体15相互远离,此时,就可以将加工好的钻具基体取出。
58.整体而言,本技术实施例给出的基体螺纹车削设备,改变了钻具基体的加工方式,由以往的单头多次加工变为了双头同步加工,减少了工序步骤,提高了加工精度。在多钻具基体连接的使用场景中,其在转动时的稳定程度也就越高。
59.从另一个角度进行理解,因为加工精度的存在,使用单头多次加工的钻具基体,当多个钻具基体连接时,这些钻具基体的实际轴线与理论轴线是不重合的,并且不重合度比较高,使用双头同步加工时,钻具基体的实际轴线与理论轴线做不到完全重合,但是不重合度会大幅度降低,因此,在转动过程中,其稳定性也就越高。
60.作为申请提供的基体螺纹车削设备的一种具体实施方式,第一夹具体13的外壁上设有一个第一锥形卡环17,在远离基体11的方向上,第一锥形卡环17的最大外径是趋于增加的,这样,当第一锥形卡环17与基体11接触后,基体11会通过第一锥形卡环17向第一夹具
体13施加一个压力,使得第一定位通孔14的最小曲率半径缩小,从而将钻具基体的一端夹紧。
61.同样的,第二夹具体1的外壁上设有一个第二锥形卡环18,第二锥形卡环18的作用与第一锥形卡环17的作用相同,此处不再赘述。
62.请参阅图3,作为申请提供的基体螺纹车削设备的一种具体实施方式,在第一夹具体13上增加了多个第一伸缩缝131,第一伸缩缝131的轴线平行于第一夹具体13的轴线,其一端为开放端,另一端为封闭端。
63.第一伸缩缝131的作用是增加第一夹具体13的变形程度,提高钻具基体的夹持效果。
64.应理解,在加工过程中,夹持力是保证钻具基体与第一夹具体13间不会发生相对滑动的唯一作用力,所以夹持力越大,夹持的效果也就越好,但是夹持力的增加会导致钻具基体发生形变,因此使用环绕式的夹持力是更合适的,通过增加接触面积的方式来降低单位面积上的压力。
65.增加了接触面积后,通过增加第一伸缩缝131,就可以使第一夹具体13的变形程度增加,从而能够进一步增大夹持力。该处可以认为第一伸缩缝131出现后,相邻第一伸缩缝131之间的第一夹具体13是独立的,在压力的作用下,其变形程度是更大的。
66.请参阅图3,作为申请提供的基体螺纹车削设备的一种具体实施方式,在第二夹具体15上增加了多个第二伸缩缝151,第二伸缩缝151的轴线平行于第二夹具体15的轴线,其一端为开放端,另一端为封闭端。
67.第二伸缩缝151的作用与第一伸缩缝131的作用相同,可以参考上文中的叙述,此处不再赘述。
68.请参阅图2,作为申请提供的基体螺纹车削设备的一种具体实施方式,在第一夹具体13上增加了多个第一通孔132,第一通孔132的数量与第一伸缩缝131相同,每一个第一通孔132均与其相对应的第一伸缩缝131的封闭端连通,其作用是进一步提高第一夹具体13的变形程度。
69.应理解,相邻的两个第一伸缩缝131之间的第一夹具体13部分,其宽度越大,发生变形时需要的压力也就越大,增加了第一通孔132后,两个相邻的第一通孔132之间的第一夹具体13部分的宽度缩小,发生变形时需要的压力下降,使得第一夹具体13更容易发生变形,同时,还保证了与钻具基体接触面积。
70.请参阅图3,作为申请提供的基体螺纹车削设备的一种具体实施方式,在第二夹具体15上同样增加了多个第二通孔152,第二通孔152的数量与第二伸缩缝151相同,每一个第二通孔152均与其相对应的第二伸缩缝151的封闭端连通,其作用同样是进一步提高第一夹具体13的变形程度,该部分内容在上文中进行了陈述,此处不再赘述。
71.请参阅图2和图3,作为申请提供的基体螺纹车削设备的一种具体实施方式,在第一定位通孔14的内壁上设有第一弧形块141,同时在第二定位通孔16的内壁上增加了第二弧形块142,第一弧形块141和第二弧形块142的作用是与钻具基体接触,向钻具基体施加压力。
72.第一弧形块141的数量与第一伸缩缝131的数量相同,任意相邻的两个第一伸缩缝131之间均存在一个第一弧形块141;第二弧形块142的数量与第二伸缩缝151的数量相同,
任意相邻的两个第二伸缩缝151之间均存在一个第二弧形块142。
73.另外,第一弧形块141的最小曲率半径等于第二弧形块142的最小曲率半径,第一弧形块141的最小曲率半径小于第一定位通孔14的最小曲率半径。
74.第一弧形块141与第二弧形块142出现后,第一定位通孔14与第二定位通孔16就不再与钻具基体进行接触,从加工的角度考虑,需要加工量就会下降,相应的,加工时的精度也会提高,因为相比于加工第一定位通孔14与第二定位通孔16,对第一弧形块141与第二弧形块142的加工明显是更容易的,加工精度也更容易控制。
75.请参阅图5,应理解,切削部分32、伸缩装置21和驱动装置22的控制,可以交由控制器6进行,控制器6内存储有对应的程序,能够控制切削部分32、伸缩装置21和驱动装置22按照设定的顺序进行相应的动作,对于工作人员而言,在该工序中,仅需要完成管材的放置和取出两个步骤。
76.上述内容中提到的控制器6,可以是一个cpu,微处理器,asic,或一个或多个用于控制上述内容的程序执行的集成电路。
77.控制器6主要有cpu601、ram602、rom603和系统总线604等组成,其中cpu601,ram602和rom603均连接在系统总线604上。切削部分32、伸缩装置21和驱动装置22均通过相应的控制电路连接在系统总线604上。
78.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1