一种足球门框架的焊接机的制作方法
1.本实用新型属于钢管加工工艺领域,特别涉及一种足球门框架的焊接机。
背景技术:
2.足球,有“世界第一运动”的美誉,是全球体育界最具影响力的单项体育运动。标准的足球比赛由两队各派10名球员与1名守门员,共11人,在长方形的草地球场上对抗、进攻。比赛目的是尽量将足球射入对方的球门内,每射入一球就可以得到一分,当比赛完毕后,得分最多的一队则胜出。目前,市场上娱乐型的足球门有烤漆的、喷塑的、还有充气的。日常生活中较为常见的就是烤漆足球门,烤漆就是不锈钢做的,可以拆卸组装,稳固性比较好,适合场地做足球门。烤漆足球门的不锈钢管侧边焊接有折弯钢丝,其用于固定足球门的球网所用,传统的折弯钢丝焊接时,智能一个点一个点的操作,效率不高,且需要人工推动钢管,降低了焊接的精准率,还提高了劳动强度。
技术实现要素:
3.为了提高焊接效率,实施精准焊接,本实用新型提供一种足球门框架的焊接机,能够一次焊接多个焊接点,且能够进行精准的焊接。
4.本实用新型提供的技术方案为:一种足球门框架的焊接机,包括工作台,所述工作台的台面上固定有夹持机构和焊接机构,所述夹持机构和焊接机构相对设置工作台的台面上,所述夹持机构包括驱动装置、上夹持装置和下夹持装置,所述上夹持装置固定在驱动装置的下面,所述下夹持装置固定在工作台的台面上,所述上夹持装置包括上安装板和固定在上安装板下端面的上夹持座,所述上夹持座的下端面开设有横向的上弧形槽,所述上弧形槽的开口向下,且所述上弧形槽的前端设有定位柱。
5.所述下夹持装置包括下安装板和固定在下安装板上端面的下夹持座,所述下夹持座的上端面开设有横向的下弧形槽,所述下弧形槽的开口向上,且所述下弧形槽的前端设有与定位柱相配合的定位凸起。
6.所述焊接结构包括丝杆、位于丝杆两侧的滑轨、焊接驱动装置以及固定在焊接驱动装置上的冲击杆,所述焊接驱动装置通过移动滑座与丝杆转动连接,所述滑轨的上端面开设有若干个均匀分布的圆槽,所述移动滑座下面设有与圆槽相对应的传感器;所述冲击杆的冲击端还开设有的卡槽。
7.对上述方案的进一优化和改进:所述驱动装置包括安装座和固定在安装座上的驱动气缸,所述上安装板固定在驱动气缸的气缸杆下端。
8.对上述方案的进一优化和改进:所述夹持机构为若干个,且并排固定在工作台的台面上。
9.对上述方案的进一优化和改进:所述工作台的台面上还固定有辅助支撑装置,所述辅助支撑装置包括矩形立板,所述矩形立板通过安装底板固定在工作台的台面上,所述辅助支撑装置位于夹持机构的两侧。
10.对上述方案的进一优化和改进:所述下弧形槽上固定有夹持模具。
11.对上述方案的进一优化和改进:所述焊接驱动装置包括焊接驱动气缸,所述焊接驱动气缸固定在移动滑座的上面,焊接驱动气缸的前端通过连接杆固定有缓冲板,所述连接杆的内部为贯通的空腔,焊接驱动气缸的气缸杆穿过所述空腔,且气缸杆的前端固定有横向安装板,所述冲击杆固定在横向安装板的前端面,且冲击杆为若干个,若干个冲击杆横向均匀的固定在横向安装板上。
12.对上述方案的进一优化和改进:所述缓冲板下面的工作台的台面上设有贯通矩形槽,所述缓冲板穿过贯通矩形槽后与下滑轨滑动连接,所述下滑轨上也开设有若干个均匀分布的圆槽,所述缓冲板的下端面也设有与上述圆槽相对应的传感器。
13.与现有技术相比,本实用新型带来的有益效果为:本实用新型结构简单,操作方便,通过设置若干个冲击杆,焊接气缸驱动一次,能够焊接多个点,提高了焊接效率;通过设置上夹持装置和下夹持装置,能够对钢管进行稳定的夹持,加上圆槽与传感器的相配合,保证了精准焊接;所述夹持模具可更换,达到了一台设备焊接多种规格钢管的效果,增加了设备的功能。
附图说明
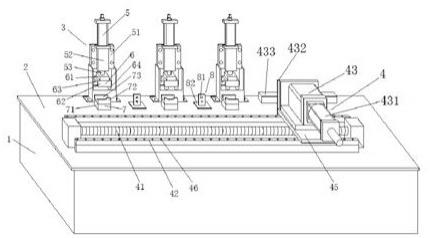
14.图1为本实用新型的结构示意图。
15.图2为冲击杆的俯视图。
16.图3为图2的侧视图。
17.图4为本实用新型所要焊接的钢管的主视图。
18.图5为本实用新型夹持模具的结构示意图。
具体实施方式
19.为详尽本实用新型之技术内容、结构特征、所达成目的及功效,以下将例举实施例并配合说明书附图进行详细说明。
20.如图1至图5所示,一种足球门框架的焊接机,包括工作台1,所述工作台的台面2上固定有夹持机构3和焊接机构4,所述夹持机构3和焊接机构4相对设置工作台的台面2上,为了使夹持更加稳定,所述夹持机构3为若干个,且并排固定在工作台1的台面2上,所述夹持机构3包括驱动装置5、上夹持装置6和下夹持装置7,所述上夹持装置6固定在驱动装置5的下面,所述下夹持装置7固定在工作台的台面2上,所述上夹持装置6包括上安装板61和固定在上安装板61下端面的上夹持座62,所述上夹持座62的下端面开设有横向的上弧形槽63,所述上弧形槽63的开口向下,且所述上弧形槽63的前端设有定位柱64;所述驱动装置5包括安装座51和固定在安装座上的驱动气缸52,所述上安装板61固定在驱动气缸52的气缸杆53下端。
21.所述下夹持装置7包括下安装板71和固定在下安装板71上端面的下夹持座72,所述下夹持座72的上端面开设有横向的下弧形槽73,所述下弧形槽73的开口向上,且所述下弧形槽73的前端设有与定位柱64相配合的定位凸起74,当焊接不同规格的钢管时,所述下弧形槽73上固定有夹持模具75,所述夹持模具整体呈弧形,其中间开设有固定孔76,具体参考图5;所述上弧形槽63与下弧形槽73相配合以夹持钢管9,钢管9具体如图4所示,所述钢管
上固定有折弯钢丝10,未焊接钱,所述折弯钢丝10的两端固定在钢管9上,所述定位柱64与定位凸起74相配合以夹持住折弯钢丝10,所述焊接结4包括丝杆41、位于丝杆两侧的滑轨42、焊接驱动装置43以及固定在焊接驱动装置43上的冲击杆44,所述焊接驱动装置43通过移动滑座45与丝杆41转动连接,所述滑轨42的上端面开设有若干个均匀分布的圆槽46,所述移动滑座45下面设有与圆槽46相对应的传感器,;具体的,所述焊接驱动装置43包括焊接驱动气缸431,所述焊接驱动气缸431固定在移动滑座45的上面,焊接驱动气缸431的前端通过连接杆固定有缓冲板432,所述连接杆432的内部为贯通的空腔,焊接驱动气缸431的气缸杆穿过所述空腔,且气缸杆的前端固定有横向安装板433,所述冲击杆44固定在横向安装板433的前端面,且冲击杆44为若干个,本实用新型中为3个,当然可以设置多于或者少于3个,三个冲击杆44横向均匀的固定在横向安装板433上,当所述传感器感应到通过了三个圆槽46后,焊接驱动装置43就驱动冲击杆44冲击钢管,所述冲击杆44的冲击端还开设有与折弯钢丝的折弯处101十字卡接的卡槽441,具体参考图3和图4,当焊接驱动气缸431驱动冲击杆44向钢管冲击时,所述卡槽441卡入折弯处101内,二者卡接时呈十字交叉型,从而将钢丝10的折弯处101抵如钢管内,从而完成焊接;为了进一步保证精准焊接,所述缓冲板432下面的工作台1的台面2上设有贯通矩形槽,所述缓冲板432穿过贯通矩形槽后与下滑轨滑动连接,所述下滑轨上也开设有若干个均匀分布的圆槽,所述缓冲板的下端面也设有与上述圆槽相对应的传感器。
22.所述工作台1的台面2上还固定有辅助支撑装置8,所述辅助支撑装置8包括矩形立板81,所述矩形立板81通过安装底板82固定在工作台1的台面2上,所述辅助支撑装置8位于夹持机构3的两侧,所述辅助支撑装置8用于放置折弯钢丝10,
23.以上所述,仅是本实用新型实施例而已,并非对本实用新型的技术范围作任何限制,故凡是依据本实用新型的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1