管路焊接层间冷却设备的制作方法
1.本实用新型涉及焊接技术领域,特别涉及一种管路焊接层间冷却设备。
背景技术:
2.层间温度又称道间温度,是多道焊缝及母材在焊接过程中施焊下一焊道之前的瞬时温度,一般用最高值表示。
3.层间温度过高会造成热影响区晶粒粗大,使焊缝强度及低温冲击韧性下降。层间温度最高不得大于某一界线的温度。而对于奥氏体不锈钢,层间温度过高会导致焊缝处过热,导致焊道发黑。不同材质管材的层间温度数值的确定要以评定合格的焊接工艺为准。
4.目前市场上已经出现了很多自动焊接和自动多层多道焊接的设备,但设备在使用过程中受层间温度的限制,并不能实现连续焊接。当一层焊道焊完后,大多数采用在环境温度下自然冷却的方式,冷却后再继续焊接。管路等待冷却的时间长,而且在等待时会浪费保护气体;特别是有色金属的焊接,对保护气体的浪费过大。
技术实现要素:
5.本实用新型的目的在于提供一种管路焊接层间冷却设备,以解决现有技术中焊接设备在焊接的过程中自然冷却所造成的工时长的问题。
6.为解决上述技术问题,本实用新型采用如下技术方案:
7.一种管路焊接层间冷却设备,包括:工作台;滚轮架,设于所述工作台的上表面,用以承载并转动待焊接的管件;冷却组件,包括气源、喷嘴和伸缩管;所述气源设于所述工作台上,用以提供压缩空气;所述伸缩管的内部中空,所述伸缩管可伸长或缩短,所述伸缩管的一端为进气端,所述进气端与所述气源连接相通,所述伸缩管的另一端为出气端;所述喷嘴的进口与所述出气端连接相通;所述喷嘴能够相对于所述滚轮架移动,所述喷嘴的出口朝向管件。
8.根据本实用新型的一个实施例,所述工作台具有由金属材料制成的外壳;所述冷却组件还包括电磁铁;所述电磁铁与所述喷嘴连接;所述电磁铁可通电并磁性吸附在所述外壳上,使得所述喷嘴固定在所述工作台的任一位置处。
9.根据本实用新型的一个实施例,所述冷却组件还包括定型软管;所述定型软管可弯曲并定型;所述定型软管的一端固定于所述电磁铁上,该端的端口与所述伸缩管的出气端连接相通,所述定型软管的另一端与所述喷嘴的进口连接相通。
10.根据本实用新型的一个实施例,所述外壳的内部中空以形成收容腔;所述气源安装在所述收容腔中。
11.根据本实用新型的一个实施例,所述冷却组件还包括过滤器和控制阀件;所述过滤器和所述控制开关均安装在所述收容腔中,所述过滤器与所述气源连接并相通,所述控制阀件分别与所述过滤器和所述伸缩管的进气端连接,所述控制阀件用以控制气流的通断。
12.根据本实用新型的一个实施例,所述冷却组件还包括干燥管;所述干燥管的内部放置有干燥剂;所述干燥管设于所述工作台上,所述干燥管的一端与所述气源连接相通,另一端与所述伸缩管的进气端连接。
13.根据本实用新型的一个实施例,所述干燥管为透明的中空管状结构,所述干燥剂为可变色的硅胶颗粒;所述干燥管设于所述工作台的外壁上。
14.根据本实用新型的一个实施例,所述喷嘴的外形尺寸从自身的进口处至出口处逐渐扩大。
15.根据本实用新型的一个实施例,所述伸缩管呈螺旋状。
16.根据本实用新型的一个实施例,所述管路焊接层间冷却设备还包括夹持装置;所述夹持装置包括立柱、悬臂和夹持滚轮;所述立柱设于所述工作台的一侧上;所述悬臂设于所述立柱的上端,并沿水平方向延伸;所述夹持滚轮设于所述悬臂上,并位于所述滚轮架的上方,所述夹持滚轮可随着所述悬臂一起下降抵接于管件的周壁。
17.由上述技术方案可知,本实用新型提供的一种管路焊接层间冷却设备至少具有如下优点和积极效果:
18.该冷却设备包括工作台以及设置于工作台上的滚轮架和冷却组件。其中,冷却组件中的伸缩管用以连接气源和喷嘴;喷嘴能够吹出压缩空气,从而对焊接后的管件进行吹风散热,缩短管件层间温度冷却的时间,提高工作效率,减少保护气体的使用量,节约成本。由于伸缩管可伸长或缩短,使得喷嘴在使用时不受距离的限制,能够相对于滚轮架移动而调整位置,从而可以满足各种管件的长度以及各种焊缝位置的冷却,实用性高。同时,滚轮架用以承载并转动待焊接的管件,不仅能够实现管件的转动焊,而且在喷嘴吹气的过程中,配合管件的周向转动,使得管件能够均匀地散热。
附图说明
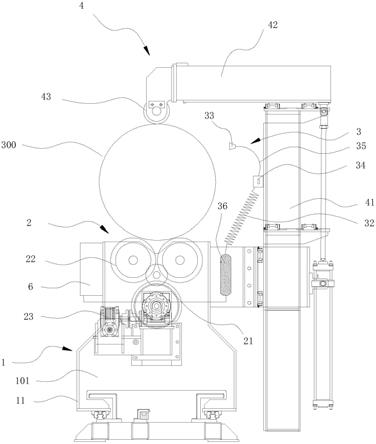
19.图1为本实用新型实施例中管路焊接层间冷却设备的立体结构示意图。
20.图2为本实用新型实施例中冷却组件的气路控制示意图。
21.图3为本实用新型实施例中管路焊接层间冷却设备的电气控制示意图。
22.附图标记说明如下:
23.300
‑
管件、
[0024]1‑
工作台、11
‑
外壳、101
‑
收容腔、
[0025]2‑
滚轮架、21
‑
支架、22
‑
主动滚轮、23
‑
旋转驱动电机、
[0026]3‑
冷却组件、31
‑
气源、32
‑
伸缩管、33
‑
喷嘴、34
‑
电磁铁、35
‑
定型软管、36
‑
干燥管、37
‑
过滤器、38
‑
控制阀件、
[0027]4‑
夹持装置、41
‑
立柱、42
‑
悬臂、43
‑
夹持滚轮、
[0028]5‑
电控柜、51
‑
plc控制器、52
‑
电机控制单元、
[0029]6‑
气控箱、
[0030]7‑
操作箱、71
‑
hmi触摸屏、72
‑
控制按钮。
具体实施方式
[0031]
体现本实用新型特征与优点的典型实施方式将在以下的说明中详细叙述。应理解
的是本实用新型能够在不同的实施方式上具有各种的变化,其皆不脱离本实用新型的范围,且其中的说明及图示在本质上是当作说明之用,而非用以限制本实用新型。
[0032]
本实施例提供一种简易的能实现手、自动控制的管路焊接层间冷却设备,以解决目前在用的自动焊接多层多道层间温度控制过程中的等待怠工怠机,冷却时间长,焊接效率低下,不能实现连续焊接、保护气体浪费等问题。
[0033]
请参照图1,图1示出了本实施例提供的一种管路焊接层间冷却设备的具体结构,其包括工作台1、滚轮架2和冷却组件3。
[0034]
其中,工作台1具有由金属材料制成的外壳11。外壳11为中空的箱型结构,外壳11的内部形成收容腔101,以提供安装空间。
[0035]
滚轮架2设于外壳11的上表面,用以承载并转动待焊接的管件300。
[0036]
滚轮架2包括支架21、滚动设于支架21上的多个主动滚轮22和驱动主动滚轮22转动的旋转驱动电机23。管件300呈卧式放置在并排的两组主动滚轮22之间,通过管件300与主动滚轮22的摩擦力,在主动滚轮22的转动下,实现管件300的旋转,以完成环形焊缝的焊接。焊接速度可通过主动滚轮22的转速来调节。
[0037]
管路焊接层间冷却设备还包括与滚轮架2对应设置的夹持装置4。
[0038]
夹持装置4包括立柱41、悬臂42和夹持滚轮43。立柱41竖直设于工作台1的一侧上,立柱41的中部与外壳11的周壁连接固定。悬臂42设于立柱41的上端,悬臂42沿水平方向延伸。夹持滚轮43设于悬臂42上,并位于滚轮架2的上方,并与管件300上下相对。夹持滚轮43可随着悬臂42一起下降,夹持滚轮43向下抵接于管件300的周壁,配合主动滚轮22从而实现对管件300在竖向方向上的限位,保证管件300在滚动焊接时的稳定。
[0039]
请结合图2,冷却组件3包括气源31、伸缩管32和喷嘴33。
[0040]
气源31设于工作台1上,用以提供压缩空气。具体为:气源31安装在收容腔101中,不占用其他空间,显得工作台1的外观整洁。另外,冷却组件3的一部分体积较大的零部件也安装在收容腔101内。
[0041]
伸缩管32的内部中空。伸缩管32可伸长或缩短,伸缩管32的一端为进气端,进气端与气源31连接相通,伸缩管32的另一端为出气端。
[0042]
喷嘴33的进口与出气端连接相通;喷嘴33能够相对于滚轮架2移动,喷嘴33的出口朝向管件300,从而对焊接后的管件300进行吹风散热,缩短冷却时间。
[0043]
由于伸缩管32可伸长或缩短,使得喷嘴33在使用时不受距离的限制,能够相对于滚轮架2移动而调整位置,从而可以满足各种管件300的长度以及各种焊缝位置的冷却,实用性高。
[0044]
具体在使用时,工作人员可以手动拿起喷嘴33,并通过拉扯伸缩管32,将伸缩管32拉长,使得喷嘴33与滚轮架2之间的距离增大,以能够适应尺寸较大的管件300的吹风冷却。然后,滚轮架2开始带动焊好一层焊道的管件300转动;在转动的过程中,喷嘴33可以均匀地吹风至管件300的周壁;当管件300转动一圈后并降温至正常工作温度时,喷嘴33可以停止吹风,工作人员松开伸缩管32,伸缩管32缩回至原始状态,以占用较小空间,避免导致现场管理的混乱。
[0045]
在本实施例中,伸缩管32为呈螺旋状的pu弹簧软管(pu为polyurethane tubing的英文简称,译为聚氨酯管材),具有抗拉伸、张力强、耐磨损的特点,具有很好的回弹性且使
用寿命长。
[0046]
在本实施例中,冷却组件3还包括电磁铁34,便于喷嘴33的固定。
[0047]
电磁铁34可通电并磁性吸附在金属的外壳11上,再配合伸缩管32的伸长或者缩短,使得喷嘴33能够固定在外壳11的任一位置处,从而满足各种焊缝位置的冷却。电磁铁34断电后,喷嘴33可脱离外壳11。之后,工作人员可以根据具体的工况再次确定喷嘴33的工作位置,确保吹风的风向对准管件300后,将电磁铁34重新通电,使得喷嘴33固定在设定的工作位置上。
[0048]
上述喷嘴33可以利用电磁铁34的磁性可拆地吸附在外壳11上,以调节自身的固定位置,不受管件300的焊道位置和管件长度的改变的影响。
[0049]
由于电磁铁34可重复使用,因此喷嘴33不限于固定在工作台1上,而可以固定在任意由金属材料制成的部件上,譬如位于工作台1旁侧的立柱41、电控柜、操作箱7的金属外壁上。上述喷嘴33的安装范围较大,灵活性高,实用性强。
[0050]
进一步地,冷却组件3还包括定型软管35。
[0051]
定型软管35具体为金属竹节管,可弯曲呈任意角度并定型。定型软管35亦为中空的管道,定型软管35的一端固定于电磁铁34上,且该端的端口与伸缩管32的出气端连接相通;定型软管35的另一端与喷嘴33的进口连接相通,从而实现伸缩管32和喷嘴33的连接。
[0052]
在使用时,当电磁铁34通电并吸附固定在工作台1的侧壁上,将定型软管35向上伸出,从而支撑喷嘴33,使得喷嘴33靠近位于滚轮架2上的管件300;然后将定型软管35弯曲,以调整喷嘴33在空间上的位置,使得喷嘴33能够位于距离焊道冷却位置约20cm左右处,对管件300进行吹风散热。
[0053]
冷却组件3还包括干燥管36。
[0054]
干燥管36的内部放置有干燥剂,用以过滤经气源31出来的压缩空气。干燥管36设于工作台1上,干燥管36的一端与气源31连接相通,另一端与伸缩管32的进气端连接。
[0055]
优选地,干燥管36为透明的中空管状结构,干燥剂为可变色的硅胶颗粒。
[0056]
干燥管36设于工作台1的外壁上,利于工作人员及时观察。上述硅胶颗粒可重复利用,颗粒水分达到一定的限值会变色,能够直观地反应出来过滤情况。当颗粒的可变颜色达到整个干燥管36的2/3时,工作人员即可替换备用的干燥管36,干燥管36的两端采用快插接头的方式,方便更换。
[0057]
在本实施例中,喷嘴33的外形尺寸从自身的进口处至出口处逐渐扩大,而且喷嘴33为扁平的中空结构,保证吹风为扇形的空气流,有效增大散热面积,同时避免某一点急速冷却导致的焊道质量受损。
[0058]
进一步地,冷却组件3还包括过滤器37和控制阀件38。
[0059]
过滤器37和控制开关均安装在工作台1的收容腔101中,避免外露。
[0060]
其中,过滤器37采用气源三联件。过滤器37与气源31连接并相通,对气源31进行初级的油水分离和异物处理,其中三联件过滤器37等级为10um,确保异物、油污、水汽的初级分离。控制阀件38采用电磁阀;具体地,电磁阀的两个通口分别与过滤器37和伸缩管32的进气端连接,用以控制气流的通断。
[0061]
请参照图3,管路焊接层间冷却设备还包括电控柜5、气控箱6和操作箱7。
[0062]
其中,电控柜5上配设有plc控制器51和与plc控制器51电连接的电机控制单元52;
电机控制单元52与旋转驱动电机23电连接,用以控制旋转驱动电机23的旋转动作。
[0063]
气控箱6设于工作台1的外壁上,控制阀件38与其他各电气元件设于气控箱6内。
[0064]
操作箱7上配设有hmi触摸屏71(human machine interface的缩写)和一个控制吹气的控制按钮sb(72),控制按钮sb(72)与控制阀件38电连接。上述hmi触摸屏71和控制阀件38均与plc控制器51电连接。
[0065]
为了使得本领域的技术人员更加清楚理解管路焊接层间冷却设备的工作原理,下文将详细介绍该冷却设备的使用。
[0066]
通过plc控制器51控制管件300的夹紧、旋转等动作。将需要夹紧的管件300卧式放置到滚轮架2上,在操作箱7上通过操作hmi触摸屏71实现管件300的旋转、旋转速度调节、焊接、喷嘴33吹风等指令要求。通过夹持装置4和滚轮架2,保证管件300能够自由平稳转动,达到自动旋转焊接和自动旋转冷却的目的。
[0067]
在对焊接完的管路进行冷却时,处于防止焊道口受水汽,油污等异物污染的考虑,必须确保改层间冷却装置的供给气源31干燥,无油污异物等。因此,气源31的压缩空气需经过过滤器37(气源三联件),对进入装置的气源31进行初级的油水分离和异物处理,处理后的气源31接入控制阀件38(电磁阀),控制阀件38受气控箱6控制。干燥后的气体通过伸缩管32、定型软管35与喷嘴33相通,并由喷嘴33喷出。根据冷却焊道位置,可利用电磁铁34和定型软管35随意调整喷嘴33的角度,不受管件300焊道位置和管件300长度的影响,使用灵活。
[0068]
冷却组件3的控制回路具有以下两种控制方式:
[0069]
第一种是通过控制按钮sb(72)控制实现电磁阀的打开关闭,接通气源31实现手动冷却吹风。
[0070]
具体操作为:手动使用层间冷却装置时,当焊接完成一道口后,将电磁铁34吸附到外壳11上,通过定型软管35调整好吹风嘴的位置,使得喷嘴33处于距离焊道冷却位置大约20cm左右的位置。在hmi触摸屏71上,选择滚轮架2空转,确认好旋转速度,点击开始;同时按下控制按钮sb(72),接通气源31,喷嘴33开始吹风,等到管件300旋转完成一圈以后自动停止旋转,关闭控制按钮sb(72),停止吹风。
[0071]
第二种是通过plc控制器51输出控制,实现自动冷却吹风。
[0072]
具体操作为:自动焊接使用时,提前固定好电磁铁34和喷嘴33,并通过plc控制器51设定好相应的程序。在焊接装置上输入管件300的基本信息(管件300的直径,壁厚)和焊接参数(电流,电压,焊接速度,冷却速度等)。确认完成后,按下开始按钮,焊接设备会自动开始焊接,同时滚轮架2同步转动。当焊接完一焊道后,喷嘴33自动启动开始吹风冷却,冷却停止后又自动焊接,设备往复动作,直到整个管件300完成后设备完成工作。
[0073]
综上所述,上述管路焊接层间冷却设备的优点在于:
[0074]
首先,该层间冷却装置简单小巧,不占用较大空间,灵活性好,能够满足各种管件300长度,各种焊缝位置的冷却。配合滚轮架2,实现管件300自动旋转,自动吹风冷却。同时满足手自动气体流量和管件300旋转冷却速度调节,实现自动焊接和空转层间冷却的焊接工艺。如此,较大地缩短了层间温度的冷却时间,减少人员怠工,减少不锈钢焊接背氩保护气体的使用量。单道焊接稳定冷却时间缩短至原来的20%,提高焊接效率,缩短制造周期。对于有色金属管件300,减少冷却时间的同时,减少冲氩使用时间,减少氩气的使用量。
[0075]
然后,干燥管36采用可重复利用的变色硅胶颗粒,可循环利用,节约成本。
[0076]
最后,喷嘴33的外形尺寸从自身的进口处至出口处逐渐扩大,而且喷嘴33为扁平的中空结构,保证吹风为扇形的空气流,有效增大散热面积,同时避免某一点急速冷却导致的焊道质量受损。
[0077]
虽然已参照几个典型实施方式描述了本实用新型,但应当理解,所用的术语是说明和示例性、而非限制性的术语。由于本实用新型能够以多种形式具体实施而不脱离实用新型的精神或实质,所以应当理解,上述实施方式不限于任何前述的细节,而应在随附权利要求所限定的精神和范围内广泛地解释,因此落入权利要求或其等效范围内的全部变化和改型都应为随附权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1