一种打火机用组合轮的钢轮的制作方法
1.本实用新型涉及打火机配件技术领域,更具体地说,它涉及一种打火机用组合轮的钢轮。
背景技术:
2.现有的打火机包括内设燃料腔的机壳以及用于点火的点火组件,点火组件可以采用电子打火方式或砂轮打火方式。现有砂轮打火方式的点火组件包括可转动的组合轮以及与组合轮配合摩擦打火的火石,所述组合轮包括外侧壁开设刀口的钢轮以及同轴设置在钢轮两端的边轮,在使用时,使用者通过拨转边轮来驱动钢轮旋转,钢轮通过刀口刮蹭火石来产生点火用火星,从而点燃打火机释放出来的可燃性气体。
3.钢轮在生产时,刀口具有统一的朝向,只有当刀口的朝向与组合轮的旋转方向一致时,刀口才能通过刮蹭摩擦火石来产生火星,确保打火机的使用稳定性。然而在将钢轮与边轮组合成组合轮时,为了确保组合轮的组合正确性,需要装配人员以直视方式观察刀口朝向,由于刀口尺寸很小,既会因长时间直视观察眼花而增加误判几率,增加返工工作量,降低装配效率,还会导致装配人员因长期直视观察而影响眼部健康,容易患上近视等职业病,也无法采用更先进更简单更高效的集中排列的翻板生产方式进行生产,这样在组装过程中就耗费了大量人力和时间,增加了生产成本。
技术实现要素:
4.针对现有技术存在的不足,本实用新型的目的在于提供一种打火机用组合轮的钢轮,以解决上述背景技术中提出的问题。
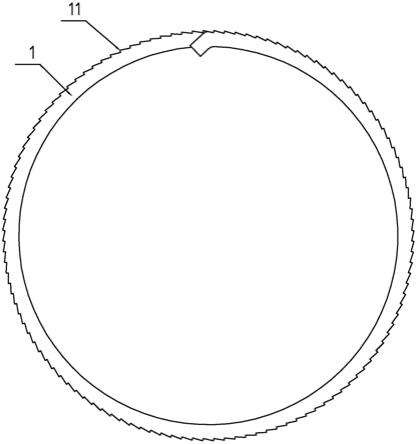
5.为实现上述目的,本实用新型提供了如下技术方案:一种打火机用组合轮的钢轮,包括有钢轮本体,所述钢轮本体的外侧壁上密布有斜齿,所述钢轮本体由钢丝卷绕成簧状结构,所述斜齿布设在钢丝外侧壁上并且沿其长度方向延伸设置,钢丝一端的端部向钢轮本体内侧或外侧弯折设置。
6.本实用新型进一步设置为:所述钢轮本体的外径尺寸沿钢轮本体的轴向保持一致,簧状钢轮本体的钢丝圈与相邻的钢丝圈贴合设置。
7.本实用新型进一步设置为:簧状钢轮本体的钢丝横截面成圆形结构设置。
8.综上所述,本实用新型具有以下有益效果:钢轮本体由钢丝卷绕成型,既有效节省了材料用量,降低成本,也有效降低了加工难度,简化了制作工艺,有利于进一步降低成本,利于推广和普及。
9.当钢丝一端的端部向钢轮本体内侧弯折设置时,钢轮本体的内径尺寸一端大,另一端小,或当钢丝一端的端部向钢轮本体外侧弯折设置时,钢轮本体的外径尺寸一端大,另一端小,因此,该设计无论钢丝一端的端部向钢轮本体内侧或外侧弯折时均能够通过内、外径长尺寸对钢轮本体的安装方向加以区分,在组装过程中不需要肉眼分辨钢轮本体上的斜齿的齿向,很好的避免了后续组装时发生错误,有效提高了组装合格率,从而能够进一步提
高生产效率,实现了更先进更简单更高效的翻版生产,降低了生产成本。
附图说明
10.图1为钢丝一端的端部向钢轮本体内侧弯折状态下的结构示意图;
11.图2为钢丝一端的端部向钢轮本体外侧弯折状态下的结构示意图;
12.图3为打火机用组合轮的剖视图;
13.图4为左边轮的结构示意图(沟槽);
14.图5为右边轮的结构示意图(嵌槽)。
15.附图标记:1、钢轮本体;11、斜齿;2、左边轮;21、插接套;211、插接孔;212、沟槽;22、左转轴;3、右边轮;31、插接轴;32、右转轴;4、嵌槽。
具体实施方式
16.下面结合附图和实施例,对本实用新型进一步详细说明。其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
17.参照图1
‑
5所示,一种打火机用组合轮的钢轮,包括有钢轮本体1,钢轮本体1的外侧壁上密布有斜齿11,钢轮本体1由钢丝卷绕成簧状结构,斜齿11布设在钢丝外侧壁上并且沿其长度方向延伸设置,该结构的钢轮本体1由钢丝卷绕成型,既有效节省了材料用量,降低成本,也有效降低了加工难度,简化了制作工艺,有利于进一步降低成本,利于推广和普及。
18.当钢丝一端的端部向钢轮本体1内侧弯折设置时,钢轮本体1的内径尺寸一端大,另一端小,或当钢丝一端的端部向钢轮本体1外侧弯折设置时,钢轮本体1的外径尺寸一端大,另一端小,因此,该设计无论钢丝一端的端部向钢轮本体1内侧或外侧弯折时均能够通过内、外径长尺寸对钢轮本体1的安装方向加以区分,在组装过程中不需要肉眼分辨钢轮本体1上的斜齿11的齿向,很好的避免了后续组装时发生错误,有效提高了组装合格率,从而能够进一步提高生产效率,实现了更先进更简单更高效的翻版生产,降低了生产成本。
19.其中在翻版生产过程中,当钢丝一端的端部向钢轮本体1内侧弯折时内径尺寸较大的一端能够套在定位模杆上,而当钢丝一端的端部向钢轮本体1外侧弯折时外径尺寸较小的一端能够嵌入定位模孔内,因此能够实现对钢轮本体1的定位,都不需要对钢轮本体1斜齿11的齿向进行辨别,结构简单、设计科学,能够通过翻版生产方式实现自动化生产,不需要人工进行装配,有效降低了人工成本,提高了组装效率。
20.钢轮本体1的外径尺寸沿钢轮本体1的轴向保持一致,使得整个钢轮本体1的外轮廓成圆柱结构设置,并且外径尺寸沿其长度方向一致,使得钢轮本体1外轮廓上的斜齿11均可能与火石接触,并且簧状钢轮本体1的钢丝圈与相邻的钢丝圈贴合设置,使得钢丝卷绕成型的钢轮本体1结构紧凑,因此上述结构能够有效增加钢轮本体1与火石的接触面积,进而有利于提高点火组件的点火成功率。
21.簧状钢轮本体1的钢丝横截面成圆形结构设置,使得同等规格下能够有效降低材料重量,有利于减少材料成本,并且有利于加工工艺的优化。
22.其中组合轮包括有同轴设置的左边轮2和右边轮3,钢轮本体1位于左边轮2和右边轮3之间,左边轮2朝向右边轮3的端部设置有插接套21,另一端设置有左转轴22,钢轮本体1套设在插接套21上,插接套21和左转轴22均可与左边轮2一体设置;右边轮3朝向左边轮2的端部设置有插接轴31,另一端设置有右转轴32,插接轴31和右转轴32均可与右边轮3一体设置;左转轴22和右转轴32同轴设置,以便组装后与打火机装配;插接套21上同轴设置有供插接轴31插入的插接孔211,插接轴31与插接套21紧密插接配合,插接轴31能够通过与插接孔211过盈配合实现左边轮2与右边轮3快速组合,同时也能够有效提高左边轮2与右边轮3的组合牢固程度。
23.插接套21的外侧壁上设置有供钢丝向钢轮本体1内侧弯折的端部嵌入的沟槽212,沟槽212的长度方向沿插接套21的轴向设置。沟槽212的设置能够使得钢丝向内弯折的端部嵌入其中,从而使得钢轮本体1能够在插接套21上被限制转动,能够有效避免钢轮本体1出现打滑的现象,有利于提高使用者通过拨转边轮来驱动钢轮本体1旋转的稳定程度,从而有效提高了打火机的点火成功率。
24.沟槽212设置有多个并且均匀分布在插接套21的外侧壁上。有利于提高钢丝的弯折端部嵌入沟槽212内的便捷、顺畅程度,并且即使钢轮本体1在插接套21上转动时也能够通过依次嵌入各个沟槽212内来提高钢轮本体1在插接套21上的摩擦力。
25.左边轮2朝向右边轮3的端面或右边轮3朝向左边轮2的端面设置有供钢丝向钢轮本体1外侧弯折的端部嵌入的嵌槽4,嵌槽4的长度方向沿边轮的径向设置。嵌槽4的设置能够使得钢丝向外弯折的端部嵌入其中,从而使得钢轮本体1能够在边轮上被限制转动,能够有效避免钢轮本体1出现打滑的现象,有利于提高使用者通过拨转边轮来驱动钢轮本体1旋转的稳定程度,从而有效提高了打火机的点火成功率。
26.嵌槽4设置有多个并且围绕边轮的中心轴环形分布设置。有利于提高钢丝的弯折端部嵌入嵌槽4内的便捷、顺畅程度,并且即使钢轮本体1在插接套21上转动时也能够通过依次嵌入各个嵌槽4内来提高钢轮本体1在边轮上的摩擦力。
27.此外,优选钢轮本体1的内径尺寸与插接套21的外径尺寸相适配,有效提高了组合轮的结构紧凑程度,有利于进一步提高组合轮组装时的密实性进而提高了组合轮的结构强度。
28.左边轮2和/或右边轮3上设置有用于区分的区分结构。该区分结构的设置能够用于对左边轮2和右边轮3进行准确区分,这样在装配时各零配件之间的安装位置易于分辨、组装方便、生产效率高,并且通过该区分结构能够将组装好的组合轮装配在打火机的机架上时,可根据边轮上的区分结构来确定左边轮2或右边轮3安装的位置,在安装过程中同样不需要辨别钢轮本体1斜齿11的齿向;综上所述,该设计在自身的组装与整体安装在打火机的机架上的工序中,都不需要对火石轮斜齿11的齿向进行辨别,结构简单、设计科学、不需要辨别火石轮上的斜齿11的齿向,装配时,各零配件之间的安装位置易于分辨,组装效率高且适用于流水线化生产。
29.区分结构包括有设置在左边轮2上的第一色料和设置在右边轮3上的第二色料,第一色料与第二色料的颜色不同。区分结构可通过不同颜色的色料、或左边轮2与右边轮3的厚度尺寸不同、或左边轮2与右边轮3的外径尺寸不同等方式用于区别分辨,结构简单易实施,便于广泛推广使用。
30.以上仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1