用于铣床钻床的接水盘的焊接工装夹具的制作方法
1.本实用新型涉及加工脱毛机和食品材料搅拌机的生产设备,尤其涉及一种用于铣床钻床的接水盘的焊接工装夹具器具。
背景技术:
2.目前,加工脱毛机和食品材料搅拌机的铣床和钻床均设置有在加工过程中承接冷却液的接水盘,该接水盘的为方梯形结构,接水盘的底部和顶部均为开口结构,底部和顶部之间为斜壁,接水盘的后侧设有开口。传统的制造方法是采用铸造工艺来生产,但随着人们环保意识的增强,铸造工艺的缺点就呈现了出来,铸造工艺容易不可避免地浪费很多能源,增加生产场所的电力负荷,不有利于节能环保。因此,生产企业开始对接水盘进行工艺改造,采用冲压分解法将其分解成若干部件,这些部件包括倾斜的斜壁、顶部边缘的直角翻边;如采用冲压工艺进行生产,然后利用先进的焊接工艺进行焊接,代替传统的铸造工艺。相对于以前的接水盘铸造加工,这里所用接水盘存在新的技术问题,如配件多,安装工序多,装配比较麻烦,需要耗费较多的劳动力,安装时需要进行定位焊接等工艺,采用人工固定,存在效率低,废品率高,产品一致性差等问题。
技术实现要素:
3.为解决现有接水盘的冲压分解法加工存在上述缺陷,本实用新型提供一种接水盘工装辅助模具。
4.为实现上述目的,本实用新型采取的方案是:一种用于铣床钻床的接水盘的焊接工装夹具,包括底板、限位组件和定位组件,限位组件和定位组件均设置在底板上;其特征是:
5.所述限位组件包括4个可以顶住倒放的接水盘内壁的定位顶板,4个定位顶板分布在底板上,其分布点与倒放的接水盘内边角的在定位顶板的投影位置相对应,并能顶住接水盘的底部边缘;
6.所述定位组件包括设置在底板上的6个将倒放的接水盘外壁向下压紧的定位机构,6个定位机构的结构相同,其中两个分布在倒放的接水盘顶部的左侧,其中两个分布在倒放的接水盘顶部的右侧,其中两个分布在倒放的接水盘顶部的前侧。
7.进一步地,所述定位顶板为直角三角形或类直角三角形结构,其斜边里高外低向外侧倾斜设置,定位顶板靠里侧的顶部设有台阶状定位凸块,台阶状定位凸块与接水盘的底部开口内侧匹配吻合。
8.进一步地,所述定位机构包括定位底座、左定位摇臂、右定位摇臂、倒t形角板、定位顶杆、定位顶杆臂和定位压杆,定位压杆下部设有一段弯折部,倒t形角板上部中间设有槽口,槽口两旁的凸起部分为铰接臂;左定位摇臂和右定位摇臂均为纵向镂空的夹臂结构,左定位摇臂下端和右定位摇臂下端一左一右间隔相对地铰接在倒t形角板的铰接臂上,左定位摇臂上端和右定位摇臂上端一左一右间隔相对地铰接在定位压杆的弯折部上,倒t形
角板、左定位摇臂上端、右定位摇臂和定位压杆的弯折部构成平面四杆连杆机构;定位顶杆臂垂直地衔接在左定位摇臂的左上侧,定位顶杆垂直地衔接在定位顶杆臂的左前端,定位顶杆的前端设有压在接水盘的斜壁的弹性压紧头。
9.进一步地,所述限位组件包括的定位顶板为10个,其中4个分布在底板的左侧,其中4个定位顶板分布在底板的右侧,其中2个定位顶板分布在底板的前侧。
10.进一步地,所述底板的前侧还设有2块辅助顶住倒放的接水盘的斜壁的三角板,该2块三角板分布在2个定位顶板的外侧。
11.进一步地,所述底板上还设有顶住倒放的接水盘边沿的侧顶机构,以及从上往下压住倒放的接水盘边沿的下压机构;侧顶机构和下压机构均为四杆连杆机构或气缸。
12.进一步地,所述定位压杆上部设有橡胶套。
13.使用说明,使用时, 将接水盘倒放在底板上并通过定位顶板进行定位,然后通过定位组件进行位置固定,然后即可进行焊接等后续工艺操作。
14.由上可知,相对现有技术,本实用新型具有如下的优点:结构科学、紧凑,设计合理,容易制造,可快速对接水盘进行快速定位、固定,方便进行焊接;提高了接水盘组装的生产效率,产品一致性较好,具有实质性特点和进步。
附图说明
15.图1为本实用新型优选实施的用于铣床钻床的接水盘的焊接工装夹具的立体图。
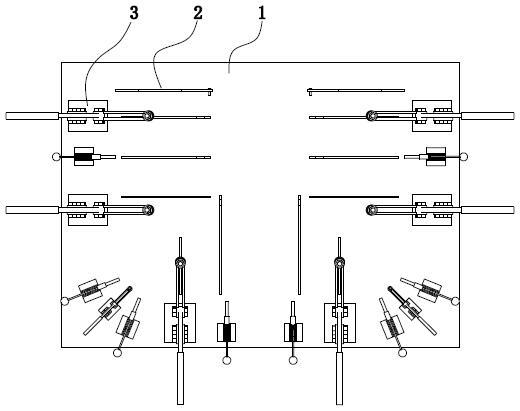
16.图2为图1的俯视图。
17.图3为定位组件的立体图。
18.图4为定位顶板的立体图。
19.图5为用于铣床钻床的接水盘的焊接工装夹具的使用状态图。
20.附图标号说明:1
‑
底板,2
‑
限位组件,3
‑
定位组件,4
‑
侧顶机构,5
‑
下压机构;10
‑
接水盘,22
‑
定位顶板,23
‑
台阶状定位凸块,24
‑
三角板,30
‑
定位机构,31
‑
弹性压紧头, 32
‑
定位底座,33
‑
左定位摇臂,34
‑
右定位摇臂,35
‑
倒t形角板,36
‑
定位顶杆,37
‑
定位顶杆臂,38
‑
定位压杆,39
‑
橡胶套,40
‑
弯折部,42
‑
铰接臂,43
‑
槽口。
具体实施方式
21.下面结合附图和优选的实施方式,对本实用新型及其有益技术效果进行进一步详细说明。
22.参见图1~图5,本实用新型优选实施的铣床钻床接水盘10焊接工装夹具,包括底板1、限位组件2和定位组件3,限位组件2和定位组件3均设置在底板1上;
23.限位组件2包括4个可以顶住倒放的接水盘10内壁的定位顶板22,4个定位顶板22分布在底板1上,其分布点与倒放的接水盘10内边角的在定位顶板22的投影位置相对应,并能顶住接水盘10的底部边缘;
24.定位组件3包括设置在底板1上的6个将倒放的接水盘10外壁向下压紧的定位机构30,6个定位机构30的结构相同,其中两个分布在倒放的接水盘10顶部的左侧,其中两个分布在倒放的接水盘10顶部的右侧,其中两个分布在倒放的接水盘10顶部的前侧。
25.参见图4,优选地,定位顶板22为直角三角形或类直角三角形结构,其斜边里高外
低向外侧倾斜设置,定位顶板22靠里侧的顶部设有台阶状定位凸块23,台阶状定位凸块23与接水盘10的底部开口内侧匹配吻合。定位顶板22的斜边充分和接水盘10的内壁接触,使接水盘10得到充分的支撑。
26.参见图5,优选地,定位机构30包括定位底座32、左定位摇臂33、右定位摇臂34、倒t形角板35、定位顶杆36、定位顶杆臂37和定位压杆38,定位压杆38下部设有一段弯折部40,倒t形角板35上部中间设有槽口43,槽口43两旁的凸起部分为铰接臂42;左定位摇臂33和右定位摇臂34均为纵向镂空的夹臂结构,左定位摇臂33下端和右定位摇臂34下端一左一右间隔相对地铰接在倒t形角板35的铰接臂42上,左定位摇臂33上端和右定位摇臂34上端一左一右间隔相对地铰接在定位压杆38的弯折部40上,倒t形角板35、左定位摇臂33上端、右定位摇臂34和定位压杆38的弯折部40构成平面四杆连杆机构;定位顶杆臂37垂直地衔接在左定位摇臂33的左上侧,定位顶杆36垂直地衔接在定位顶杆臂37的左前端,定位顶杆36的前端设有压在接水盘10的斜壁的弹性压紧头31。
27.参见图1、图5,优选地,限位组件2包括的定位顶板22为10个,其中4个分布在底板1的左侧,其中4个定位顶板22分布在底板1的右侧,其中2个定位顶板22分布在底板1的前侧。
28.参见图1、图5,为了增加固定效果,优选地,底板1的前侧还设有2块辅助顶住倒放的接水盘10的斜壁的三角板24,该2块三角板24分布在2个定位顶板22的外侧。
29.参见图1、图5,为了增加固定效果,优选地,底板1上还设有顶住倒放的接水盘10边沿的侧顶机构4,以及从上往下压住倒放的接水盘10边沿的下压机构5;侧顶机构4和下压机构5均为四杆连杆机构或气缸。
30.参见图1、图5,优选地,定位压杆38上部设有橡胶套39。
31.参见图5,使用时, 将接水盘10的各部件按接水盘10倒放的形式放置在底板1上,并通过定位顶板22和三角板24进行限位、定位,使接水盘10的内壁得到充分的支撑;接着依次操作各个方位的定位组件3、侧顶机构4和下压机构5,将接水盘10压紧进行位置固定;然后即可进行焊接等后续工艺操作。
32.通过上述铣床钻床接水盘10焊接工装夹具,接水盘10进行焊等组装工艺接时,各零部件之间的位置关系确定,操作非常方便,产品一致性好,良品率高,生产效率高。
33.根据上述说明书及具体实施例并不对本实用新型构成任何限制,本实用新型并不局限于上面揭示和描述的具体实施方式,对本实用新型的一些修改和变形,也应当落入本实用新型的权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1